
Inserts CNMG vs WNMG : Une comparaison
Lorsqu'on compare les plaquettes cnmg et wnmg pour le tournage CNC, la différence fondamentale réside dans le compromis entre la stabilité structurelle et la commodité opérationnelle. La plaquette cnmg est la norme industrielle en matière de stabilité maximale et de polyvalence pour les applications intensives. Sa forme en losange offre une surface de contact importante avec le porte-outil, ce qui la rend idéale pour l'ébauche et les coupes interrompues. La plaquette de tournage WNMG, avec sa forme trigonale, est la championne de l'efficacité de production. Elle offre 6 arêtes de coupe utilisables à 80° sur un seul porte-outil (contre 4 sur une CNMG standard), ce qui la rend idéale pour la fabrication en grande série où la réduction du coût des outils est l'objectif principal.
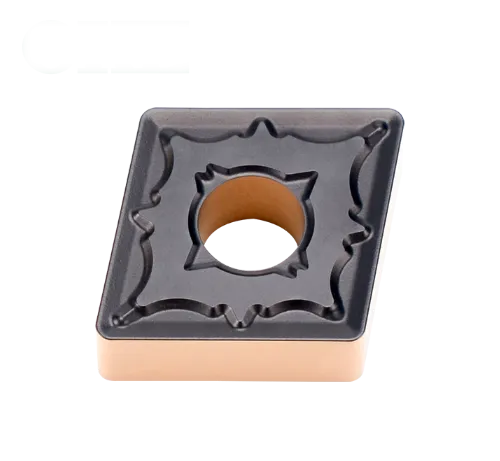
1. Qu'est-ce qu'un insert CNMG ? (Géométrie et le secret des 8 arêtes)
Pour comprendre la comparaison, nous devons d'abord répondre à la question suivante : qu'est-ce que insert cnmg?
Le insert cnmg est une plaquette rhombique (en forme de losange) à râteau négatif et à double face. Le code ISO “C” indique sa forme de diamant à 80°. Comme il s'agit d'une plaquette “négative” (désignée par la lettre ‘N’), l'angle de dépouille de la plaquette cnmg est de 0°. Cette géométrie exige que la plaquette soit inclinée dans le support pour créer le jeu, mais elle permet à la plaquette d'être double face, ce qui double la durée de vie par rapport aux plaquettes positives.
La réalité du “ 4 contre 8 ”
- Utilisation standard (4 bords) : Utilisation d'une norme Porte-insert CNMG (comme un PCLNR/L), vous utilisez les deux coins à 80° en haut et les deux en bas.
- Utilisation avancée (8 bords) : La géométrie CNMG possède en fait 8 arêtes de coupe. Les quatre arêtes “cachées” sont les angles obtus de 100°. En passant à un support d'angle d'attaque de 75° (comme un MCKNR), vous pouvez utiliser ces angles de 100° pour face à ou l'enlèvement d'une grande quantité de calcaire, ce qui maximise la valeur de l'insert.
2. Qu'est-ce que WNMG ? (Le spécialiste des volumes élevés)
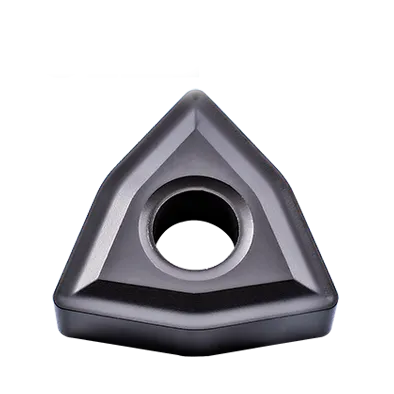
La plaquette de tournage wnmg présente une forme “ Trigon ” (code ISO “ W ”). Tout comme la CNMG, elle utilise un angle de coupe de 80°, ce qui signifie qu'elle peut effectuer des opérations de tournage et de surfaçage presque identiques.
L'avantage distinctif du WNMG réside dans ses six angles identiques à 80° (3 en haut, 3 en bas). Contrairement au CNMG, qui nécessite de changer de porte-outil pour utiliser les 8 angles, le WNMG vous permet d'utiliser les 6 angles à l'aide d'un seul insert wnmg porte-outil (généralement un MWLNR/L).
Par exemple, une spécification courante telle que la plaquette de tournage wnmg 080404 (taille 08, épaisseur 04, rayon 04) est un élément essentiel dans les environnements de production de masse, car elle offre 50% de plus de tranchants par plaquette qu'une CNMG utilisée dans une configuration standard.
3. Comparaison directe : CNMG vs WNMG
Le tableau suivant présente les différences techniques et économiques entre ces deux inserts très populaires.
| Fonctionnalité | Insertion du CNMG | WNMG Insert |
| Géométrie des formes | Rhombique (Diamant) | Trigon (triangle déformé) |
| Angle du nez | 80° | 80° |
| Bords utilisables (support standard) | 4 bords (coins à 80° uniquement) | 6 bords (Tous les angles à 80°) |
| Bords à potentiel maximal | 8 bords (Nécessite un support standard + spécial à 100°) | 6 bords (Tous accessibles avec un seul support) |
| Zone de contact du support | Élevé. Le long bord droit offre une stabilité maximale. | Moyen. Bord de localisation plus court que CNMG. |
| Rigidité | Excellent. Idéal pour les opérations d'ébauche lourdes et les coupes interrompues. | Bon. Suffisant pour le tournage général, mais moins rigide que le CNMG. |
| Gestion des porte-outils | Complexe. Besoins PCLNR (tourner) + MCKNR (faire face) pour utiliser tous les bords. | Simple. Un Porte-outil à insérer wnmg (MWLNR) utilise tous les bords. |
| Candidature commune | Usage général, ateliers de fabrication, usage intensif. | Lignes de production à haut volume (automobile/aérospatiale). |
| Tailles courantes | Les tailles des inserts CNMG vont de 0903xx à 1906xx. | Les tailles courantes comprennent 0604xx et l'insert de tour wnmg 080404. |
4. Le verdict : lequel choisir ?
Votre choix dépend entièrement de votre environnement de production et de la rigidité de votre machine.
Choisissez CNMG si :
- Vous êtes un Atelier de travail traitement de matériaux divers et conditions de coulée incertaines.
- Vous avez besoin d'une rigidité maximale pour les coupes lourdes (profondeur de coupe > 3-4 mm).
- Vous êtes prêt à investir dans un porte-plaquette CNMG secondaire (MCKNR/L) afin d'utiliser les angles “ cachés ” à 100° pour les opérations de dressage, ce qui permet d'obtenir le coût le plus bas possible par arête.
Choisissez WNMG si :
- Vous êtes un Site de production fabriquer des milliers de pièces en acier identiques.
- Vous voulez une simplicité “ Plug and Play ” : un support, six bords, aucune réflexion nécessaire.
- Vous effectuez une coupe continue où la rigidité extrême n'est pas le principal obstacle.
Conseil de pro : Si vous avez un tiroir rempli d'inserts CNMG usagés, achetez dès aujourd'hui un porte-outil MCKNR. Vous pourrez réutiliser les inserts “ hors d'usage ” pour l'ébauche de pièces à l'aide des angles à 100° inutilisés.



