
Outils de coupe des métaux pour Usinage CNC
ONMY fournit des plaquettes en carbure, des porte-outils de tournage, des fraises, des fraises en carbure monobloc, des outils de perçage et des outillages sur mesure destinés aux distributeurs, aux ateliers d'usinage et aux fabricants industriels.
familles


Un seul fournisseur pour tous vos besoins en outillage CNC de base
Choisissez une gamme de produits en fonction de l'opération d'usinage. Les plaquettes en carbure restent une gamme prioritaire, tandis que les porte-outils, les fraises, les fraises en bout et les outils de perçage disposent chacun de leurs propres points d'entrée bien définis.
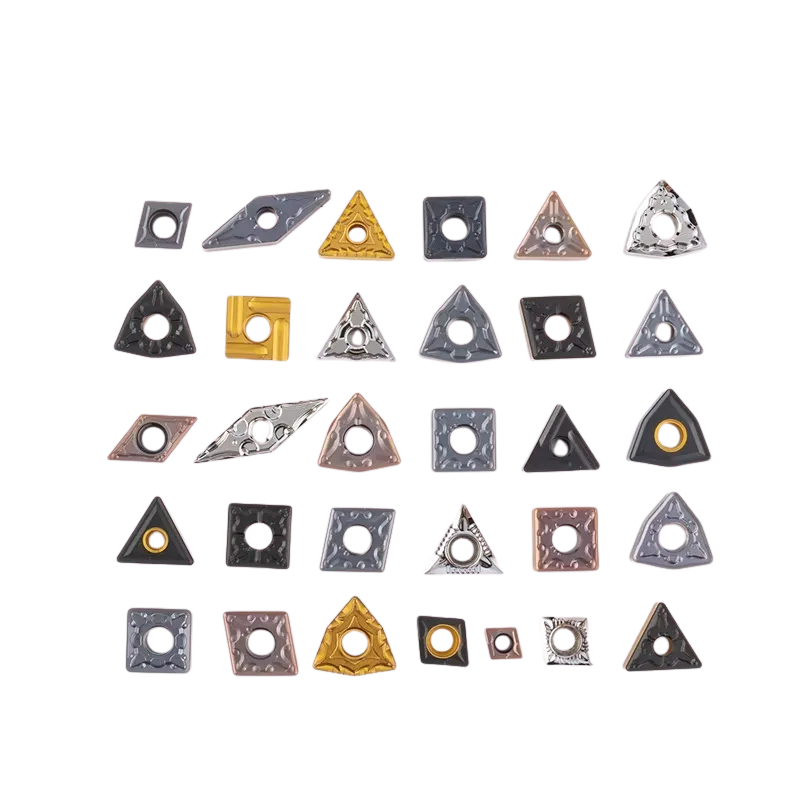
Inserts en carbure
Plaquettes de tournage, de fraisage, de filetage, de rainurage et de perçage avec sélection de nuance et de brise-copeaux.
Voir les plaquettes en carbure
Porte-outils de tournage
Porte-outils externes, barres d'alésage, porte-outils de filetage, porte-outils de rainurage et systèmes de tronçonnage.
Afficher les porte-outils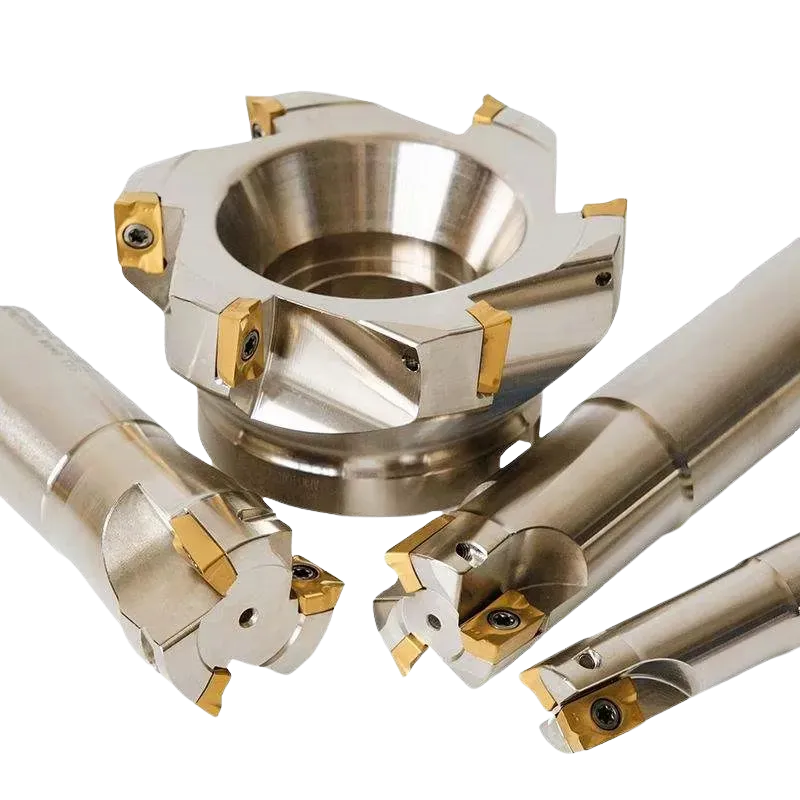
Plaquettes et fraises de fraisage
Solutions d'inserts et de fraises pour le fraisage frontal, le fraisage d'épaulement, le profilage et le fraisage d'ébauche.
Voir les outils de fraisage
Fraises en carbure monobloc
Fraises carrées, à bout arrondi, à rayon d'angle, d'ébauche, à longue portée et spécifiques à certains matériaux.
Voir les fraises en bout
Outils de perçage
Forets à pointe remplaçable, systèmes U-drill et solutions d'outils de perçage adaptés à des applications spécifiques.
Voir les outils pour percer des trous
Outils de coupe sur mesure
Inserts sur plan, outils de formage, profils spéciaux, fraises sur mesure, marquage et conditionnement.
Afficher les outils personnalisésChoisir l'outil adapté au procédé d'usinage
Chaque opération nécessite un système d'outils spécifique. Commencez par définir le processus, puis vérifiez le matériau de la pièce, le code d'outil, les dimensions, la rigidité de la machine et l'objectif de production.

Les plaquettes en carbure restent une gamme phare de produits ONMY
La page d'accueil présente la gamme complète d'outils, tandis que la catégorie des plaquettes en carbure bénéficie d'une rubrique dédiée et bien visible pour les acheteurs à la recherche de plaquettes de tournage, de fraisage, de nuances, de brise-copeaux et de codes d'outils équivalents.
Envoyer un plan, un échantillon d'outil ou un problème d'usinage
Lorsqu'un outil de catalogue ne convient pas, ONMY peut étudier des plaquettes non standard, des profils sur mesure, des fraises spéciales et des outillages spécifiques à une application, en fonction de la pièce réelle et des conditions d'usinage.

Conçu pour les demandes techniques relatives à l'outillage B2B
La page d'accueil doit permettre à un acheteur de comprendre rapidement l'ensemble de votre gamme de produits, d'identifier le parcours produit adapté et de fournir suffisamment d'informations pour obtenir un devis pertinent.
Gamme complète de produits
Plaquettes en carbure, porte-plaquettes, fraises, fraises en carbure monobloc, outils de perçage et outils sur mesure.
Remplacement et approvisionnement
Pour évaluer les différentes options, partez d'un code ISO, du code du fournisseur actuel, d'un plan ou d'un échantillon d'outil.
Contribution technique sur mesure
Examiner les dimensions, les profils, la portée, le rayon, le revêtement, le matériau et les contraintes d'exploitation.
Assistance aux distributeurs et aux équipementiers
Aborder les questions relatives à l'approvisionnement régulier, au marquage des produits, aux étiquettes, aux emballages et au développement de la gamme de produits.
Dites-nous ce que vous souhaitez usiner
Pour qu'une demande d'outillage soit utile, elle ne doit pas se limiter au nom du produit. Veuillez nous transmettre les informations techniques disponibles afin que notre équipe puisse déterminer l'orientation d'outillage la plus appropriée.
Envoyez-nous vos besoins en matière d'outillage
Le formulaire ci-dessous est généré par le formulaire WPForms n° 14.
