
Cutting tools and metal components often utilize advanced coatings like PVD vs CVD to improve surface properties like hardness, wear resistance, corrosion protection and more. But what is the difference between these two common coating processes?
In this guide, we’ll explore the key distinctions between PVD and CVD methodology, resulting coating characteristics, ideal applications, and benefits for cutting inserts and endmills.
How PVD & CVD Coating Processes Work
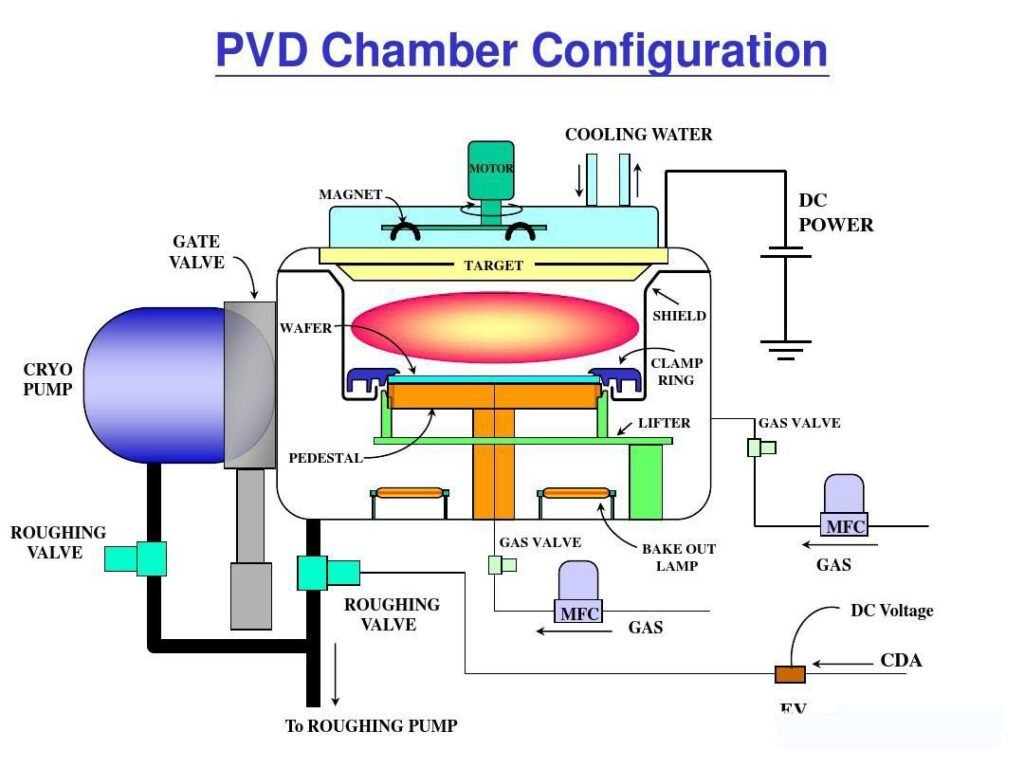
PVD (physical vapor deposition) involves placing the target substrate in a vacuum chamber, then utilizing magnetron sputtering or evaporation to vaporize the coating material. This vapor condenses and deposits uniformly onto the substrate surface as a thin film coating. Temperatures typically range from 200-500°C.
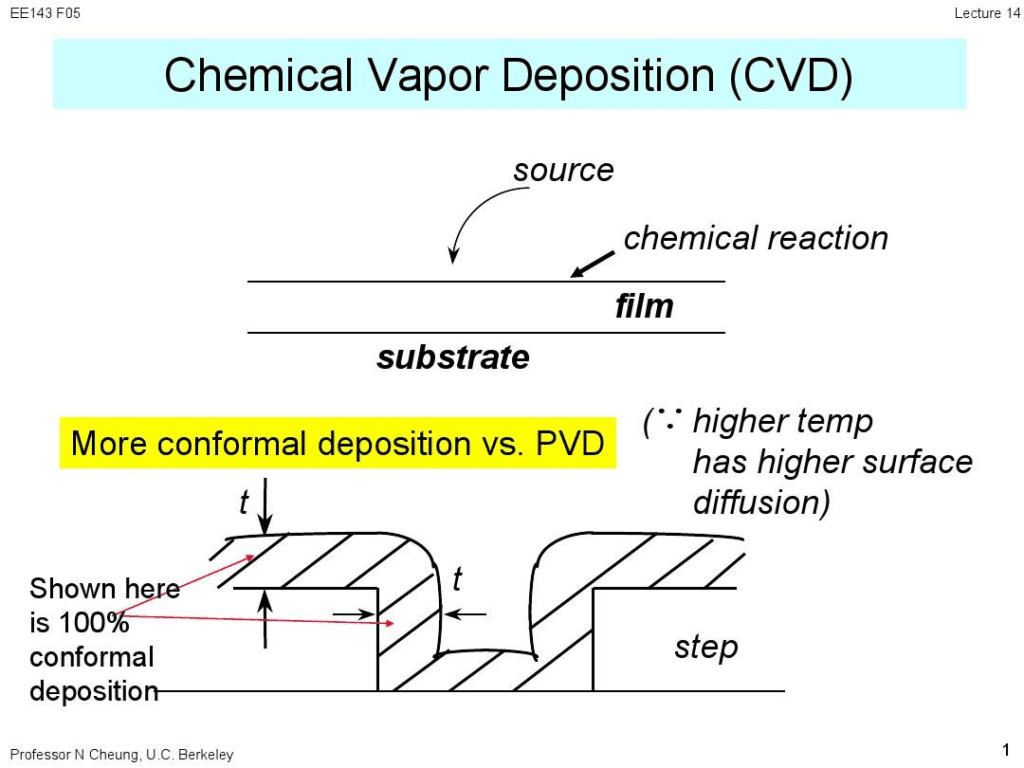
CVD (chemical vapor deposition) coats surfaces via chemical reactions between precursor gases like methane, hydrogen and ammonia. These reactants break down and react at the heated surface to deposit the desired coating uniformly. CVD reactions occur at very high temperatures of 900-1100°C.
Difference in Coating Properties & Performance
The PVD process creates thinner, more dense and uniform coatings, typically 1-5 microns thick. CVD can deposit much thicker coatings up to 30 microns with excellent adhesion, but not as uniform on complex geometries.
PVD coatings tend to be harder and more wear resistant thanks to their density. CVD coatings withstand higher temperatures, above 1000°C versus about 750°C for PVD.
Common PVD coatings are titanium nitride (TiN), titanium aluminum nitride (TiAlN), and chromium nitride (CrN). CVD options include titanium carbide (TiC), titanium nitride (TiN), and silicon carbide (SiC).
Best Applications for PVD & CVD
PVD’s ability to uniformly coat small, complex components makes it ideal for cutting tools like endmills, surgical instruments, engine components and decorative finishes.
CVD’s excellent adhesion and heat resistance suit it to alloying machine parts, diffusion barriers in semiconductors, and corrosion protection coatings.
PVD vs CVD for Milling Inserts & Cutting Tools
For milling inserts and cutting tools, PVD’s hardness improves wear resistance and tool life. However, CVD coatings allow lower cutting forces. CVD also withstands higher cutting temperatures better.
PVD coated endmills excel in high speed machining of aluminum and non-ferrous alloys. CVD inserts perform well in titanium, nickel and cobalt alloys. For optimal performance, choose PVD or CVD coatings suited to your workpiece.
Most popular carbide tool coating types
Titanium Nitride (TiN)
The All-Purpose Workhorse: TiN is one of the most established and widely recognized tool coatings, easily identifiable by its characteristic gold color.It offers a balanced combination of increased hardness and a low coefficient of friction, making it a versatile and cost-effective choice for a broad range of applications.
| Feature | Description |
| Hardness | Approximately 2,300 HV (Vickers Hardness) |
| Maximum Operating Temperature | ~600°C (1,100°F) |
| Coefficient of Friction | ~0.4 |
| Key Advantages | Good wear resistance, reduces friction and heat, prevents material adhesion (built-up edge). |
| Typical Applications | General-purpose drilling, milling, and turning of non-ferrous materials and low to medium-alloy steels. |
Titanium Carbonitride (TiCN)
Enhanced Hardness and Wear Resistance: By incorporating carbon into the titanium nitride matrix, TiCN coatings exhibit greater hardness and improved lubricity compared to TiN.This makes them particularly effective in applications with high abrasive wear.
| Feature | Description |
| Hardness | Approximately 3,000 HV |
| Maximum Operating Temperature | ~400°C (750°F) |
| Coefficient of Friction | ~0.2 |
| Key Advantages | Excellent hardness and wear resistance, lower friction than TiN. |
| Typical Applications | Machining abrasive materials like cast iron, aluminum alloys with high silicon content, and stainless steels. Also used in stamping and punching operations. |
Titanium Aluminum Nitride (TiAlN) and Aluminum Titanium Nitride (AlTiN)
High-Temperature Champions: These coatings are the go-to choice for high-speed and dry machining applications. The addition of aluminum creates a protective layer of aluminum oxide at high temperatures, which significantly enhances the coating’s thermal stability and oxidation resistance. The primary distinction between TiAlN and AlTiN lies in the aluminum-to-titanium ratio, with AlTiN having a higher aluminum content, generally offering superior high-temperature performance.
| Feature | Description |
| Hardness | TiAlN: ~2,800 HV, AlTiN: ~3,400 HV |
| Maximum Operating Temperature | TiAlN: ~800°C (1,470°F), AlTiN: ~900°C (1,650°F) |
| Coefficient of Friction | ~0.5 – 0.7 |
| Key Advantages | Excellent heat and oxidation resistance, maintains hardness at high temperatures. |
| Typical Applications | High-speed milling, drilling, and turning of difficult-to-machine materials such as hardened steels, nickel-based superalloys, and titanium alloys. Ideal for dry or near-dry machining. |
Chromium Nitride (CrN)
The Anti-Stick Solution: CrN coatings are known for their low coefficient of friction and excellent anti-adhesion properties. This makes them particularly well-suited for applications where the workpiece material has a tendency to stick to the cutting tool.
| Feature | Description |
| Hardness | Approximately 2,200 HV |
| Maximum Operating Temperature | ~700°C (1,300°F) |
| Coefficient of Friction | ~0.3 |
| Key Advantages | Excellent lubricity, toughness, and corrosion resistance. Resists the formation of built-up edge. |
| Typical Applications | Machining of non-ferrous materials like aluminum, copper, and brass. Also used in forming and stamping applications. |
Diamond-Like Carbon (DLC)
Unmatched Lubricity for Non-Ferrous Machining: DLC coatings offer an exceptional combination of high hardness and an extremely low coefficient of friction, approaching that of diamond. This results in superior performance when machining non-ferrous and abrasive materials.
| Feature | Description |
| Hardness | 1,500 – 9,000 HV (Varies significantly with the specific DLC type) |
| Maximum Operating Temperature | ~350°C (660°F) |
| Coefficient of Friction | ~0.1 – 0.2 |
| Key Advantages | Very low friction, high hardness, and excellent wear resistance. |
| Typical Applications | Machining of aluminum alloys, graphite, composites, and other non-ferrous materials. It is not suitable for machining ferrous materials due to a chemical reaction at high temperatures. |
The ongoing development of new and improved coating technologies continues to push the boundaries of machining performance. Multi-layer coatings, which combine the benefits of different materials, and nanocomposite coatings are at the forefront of this innovation, offering even greater hardness, toughness, and temperature resistance for the most demanding applications. The right coating choice is a crucial factor in optimizing any machining process, leading to increased productivity and higher quality components.
Common CVD Coatings
- Titanium Nitride (TiN): While also applied via PVD, some grades of turning and drilling inserts utilize a CVD TiN coating, often as part of a multi-layer scheme.
- Titanium Carbonitride (TiCN): Frequently applied via CVD for its excellent abrasive wear resistance, especially in steel machining.
- Aluminum Oxide (Al₂O₃): This is a hallmark of CVD coatings. Its incredible thermal and chemical stability at high temperatures makes it perfect for high-speed cutting of cast iron and steel. It is almost exclusively applied via CVD.
Common PVD Coatings
- Titanium Nitride (TiN): The most common “gold” coating is often applied via PVD. It’s a versatile, general-purpose coating for drills, mills, and taps.
- Titanium Aluminum Nitride (TiAlN): A high-performance PVD coating known for its excellent heat resistance. The aluminum forms a protective oxide layer at high temperatures, making it superb for high-speed and dry machining.
- Aluminum Titanium Nitride (AlTiN): Similar to TiAlN but with a higher aluminum content, offering even greater hardness and superior performance in high-temperature applications. It’s a top-tier PVD coating for machining hardened steels and superalloys.
- Chromium Nitride (CrN): This PVD coating is valued for its low coefficient of friction and anti-adhesion (anti-stick) properties, making it excellent for machining non-ferrous materials like aluminum and copper.
- Diamond-Like Carbon (DLC): An exclusively PVD-applied coating that provides an extremely low-friction surface, ideal for machining non-ferrous and abrasive materials like aluminum alloys, graphite, and composites.
Summary Table
| Coating | Primary Method | Key Characteristics of Method |
| Titanium Nitride (TiN) | PVD & CVD | PVD for general purpose, CVD often in multi-layer coatings. |
| Titanium Carbonitride (TiCN) | PVD & CVD | CVD for high wear resistance, PVD for toughness on sharp tools. |
| Aluminum Oxide (Al₂O₃) | CVD | High temperature and chemical stability. |
| Titanium Aluminum Nitride (TiAlN) | PVD | High hardness and heat resistance; lower temp application preserves sharpness. |
| Aluminum Titanium Nitride (AlTiN) | PVD | Superior high-temp hardness; lower temp application preserves sharpness. |
| Chromium Nitride (CrN) | PVD | Low friction, anti-adhesion; lower temp application preserves sharpness. |
| Diamond-Like Carbon (DLC) | PVD | Extreme lubricity; lower temp application preserves sharpness. |
Is CVD or PVD better for cutting tools? Why?
PVD often imparts better hardness while CVD offers higher temperature resistance. PVD works best for high speed non-ferrous machining while CVD suits tough materials like titanium.
What are the temperature limitations for PVD vs CVD coatings?
PVD coatings perform well up to about 750°C while CVD coatings can withstand over 1000°C in many cases.
Which coating typically has better adhesion – PVD or CVD?
CVD coatings generally have superior adhesion to the substrate thanks to the high temperature chemical bonding process.
What industries rely most on PVD and CVD coatings?
PVD is widely used in medical, aerospace, automotive, plastic injection molding. CVD is common in aerospace, power generation, semiconductors, and optics.
How thick can CVD coatings be applied compared to PVD?
CVD commonly deposits coatings up to 30 microns thick due to the chemical reactions. PVD is limited to thinner coatings, typically under 5 microns.
Conclusion
Understanding the distinct advantages of both PVD and CVD coating processes allows choosing the right technology for the application. PVD offers uniformity and hardness while CVD provides heat resistance and adhesion. For cutting tools, choose PVD for high precision non-ferrous work and CVD for tough materials like titanium and nickel alloys. With the right coating, machining and component performance can be optimized.



