DCMT insert meaning a diamond-shaped (55 degrees), indexable cutting insert with a 7-degree clearance angle, moderate tolerances, and a built-in chipbreaker.
These inserts are commonly used for various turning operations in metalworking.
The nose radius has crucial effects on the surface finish, chip breaking, and insert strength.
We offer several different nose radius selections to help to enhance working quality. Generally speaking, Small nose radius will lead to small cutting depth, reduce vibration and enhance chip breaking.
On the other side, the large nose radius will be suitable for high feed rate, large depths of cut, and strong edge stability.
The relationship between nose radius and depth of cut affects vibration tendencies.
DCMT insert tool holder
DCMT insert Meaning
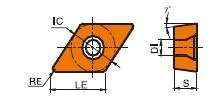
Understanding the DCMT Insert Code
D: Shape: Rhombic (diamond) with a 55-degree included angle.
C: Clearance Angle: 7 degrees (positive)
M: Tolerance: Medium tolerance is standard, though other precision tolerances might be available.
T: Chipbreaker style & Hole Configuration. This letter designates the specific chipbreaker geometry and whether the insert has a hole or not. Chipbreaker variations are numerous and manufacturer-specific.
Numerical Digits:
First Two Digits: Inscribed circle (IC) diameter in millimeters. To obtain the approximate inch equivalent, divide this number by 25.4.
Next Two Digits: Thickness in millimeters. Divide by 25.4 to convert to inches.
Last Two Digits: Nose radius in millimeters. To convert to inches, divide by 25.4.
DCMT Insert Dimensions (ISO and ANSI)
DCMT Insert Sizes
DCMT Designation
Inscribed Circle (IC)
Thickness
Common Corner Radii
DCMT 21.51 (DCMT 0702)
0.25" (1/4")
0.094" (3/32")
0.0156" (1/64")
DCMT 070204
7.94mm (0.313")
2.38mm (0.094")
0.4mm (0.016")
DCMT 32.51 (DCMT 11T3)
0.5" (1/2")
0.156" (5/32")
0.0312" (1/32"), 0.0469" (3/64"), 0.0625" (1/16")
DCMT 11T304
11mm (0.433")
3.18mm (0.125")
0.4mm (0.016")
DCMT 11T308
11mm (0.433")
3.18mm (0.125")
0.8mm (0.031")
Example: DCMT 11T308
Rhombic (diamond) shape with a 55-degree included angle
7-degree positive clearance angle
Medium tolerance
Manufacturer-specific chipbreaker and hole configuration
11mm inscribed circle diameter (approx. 0.43″ in inches)
The Science Behind Carbide Inserts: How They're Made and Why They're So Strong
Carbide inserts are some of the most versatile and durable cutting tools available. But how are they made? And what makes them so strong? In this video, we’ll explore the science behind carbide inserts, from the properties of tungsten carbide to the manufacturing process.
Our Production Capability
Find the Perfect CNMG Insert for Your Application – Get Expert Help!