
Tornalama ve Yüzey İşleme: Hassas İşlemede İki Temel Proses
Mekanik işleme alanında, dönüyor ve karşı karşıya torna tezgahında gerçekleştirilen en yaygın işlemler arasındadır. Her iki işlem de bir iş parçasını döndürmeyi ve malzemeyi çıkarmak için bir kesici takım kullanmayı ve parçayı istenen forma şekillendirmeyi içerir. Genellikle aynı torna tezgahında gerçekleştirilmelerine ve iş parçasının dönme hareketine dayanmalarına rağmen, operasyonel yöntemleri, hedefleri ve uygulamaları önemli ölçüde farklılık gösterir. Bu makale, tornalama ve yüzey işleme arasındaki tanımları, özellikleri, uygulamaları ve farklılıkları inceleyerek modern üretimdeki kritik rollerinin kapsamlı bir şekilde anlaşılmasını sağlar.
1. Döndürme: Tanım ve Özellikler
1.1 Tanım
Tornalama, dönen bir iş parçasının, malzemeyi çıkarmak için eksenel veya radyal yönü boyunca bir kesici takım hareket ettirilerek şekillendirildiği bir işleme sürecidir. Birincil amacı, tipik olarak bir iş parçasının dış veya iç çapını işlemek için kullanılan silindirik, konik veya diğer rotasyonel simetrik yüzeyler oluşturmaktır.
1.2 Özellikler
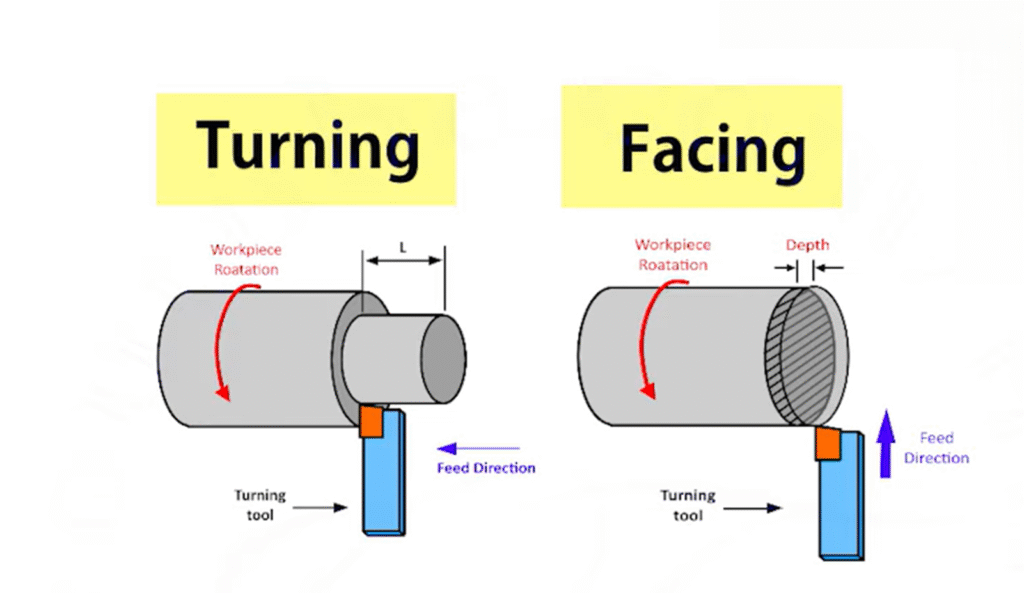
- İş Parçası Dönüşü: İş parçası torna miline sıkıştırılır ve yüksek hızda dönerken, kesici takım malzemeyi çıkarmak için ona göre hareket eder.
- Alet Hareket Yönü: Takım, işleme gereksinimlerine bağlı olarak tipik olarak iş parçasının eksenine paralel (eksenel) veya radyal olarak hareket eder.
- İşleme Sonuçları: Silindirik, konik, dişli, yivli veya diğer karmaşık profilleri üretir.
- Ekipman: Tornalama işlemi geleneksel torna tezgahlarında, CNC torna tezgahlarında veya özel torna tezgahlarında gerçekleştirilir.
1.3 Uygulamalar
Tornalama, aşağıdakiler gibi yüksek hassasiyetli silindirik parçaların üretiminde yaygın olarak kullanılır:
- Şaftlar: Otomotiv tahrik milleri, motor rotorları.
- Delik İşleme: Yatak yuvaları veya boru içleri için iç tornalama (delik açma).
- Diş İşleme: Cıvata, somun ve diğer bağlantı elemanları için diş oluşturma.
- Karmaşık Konturlar: CNC tornalama, karmaşık eğrilerin veya çok çaplı parçaların işlenmesini sağlar.
1.4 Avantajlar ve Zorluklar
Avantajlar:
- Dönel olarak simetrik parçaları verimli bir şekilde üretir.
- Metaller, plastikler ve kompozitler dahil olmak üzere çeşitli malzemeler için uygundur.
- CNC tornalama, yüksek hassasiyet ve karmaşık şekillerin işlenmesini sağlar.
Zorluklar:
- Yüksek sertlikteki malzemeler hızlı takım aşınmasına neden olur.
- Uzun, ince iş parçaları titreşerek hassasiyeti etkileyebilir.
- Kaliteyi sağlamak için hassas bağlama ve takım hizalama gerektirir.
2. Yüzleşme: Tanım ve Özellikler
2.1 Tanım
Yüzey işleme, dönen bir iş parçasının dönme eksenine dik bir kesici takım hareket ettirilerek ucunun düzleştirildiği bir işleme sürecidir. Birincil amacı pürüzsüz, düz bir uç yüzey oluşturmak veya iş parçasının uzunluğunu azaltmaktır.
2.2 Özellikler
- İş Parçası Dönüşü: Tornalamaya benzer şekilde, iş parçası torna tezgahı üzerinde döner.
- Alet Hareket Yönü: Takım radyal olarak (eksene dik) hareket eder, tipik olarak dış kenardan merkeze doğru veya tam tersi.
- İşleme Sonuçları: Düz bir uç yüzey üreterek pürüzsüzlük ve iş parçasının eksenine diklik sağlar.
- Ekipman: Tipik olarak torna tezgahlarında gerçekleştirilir, ancak benzer işlemler freze tezgahlarında da yapılabilir.
2.3 Uygulamalar
Yüzleşme, aşağıdaki gibi senaryolarda kritik öneme sahiptir:
- Yüzey Düzleştirme: Sonraki işlemler (örn. delme veya montaj) için pürüzsüz bir referans yüzeyi sağlar.
- Uzunluk Ayarı: İş parçalarının belirtilen boyutlara kısaltılması.
- Boru veya Flanş İşleme: Bağlantılarda güvenli sızdırmazlık için düz uçların sağlanması.
- Boş Hazırlık: Pürüzlü yüzeylerin döküm veya dövme parçalardan çıkarılması.
2.4 Avantajlar ve Zorluklar
Avantajlar:
- Hızlı bir şekilde düz uç yüzeyleri üreterek montaj hassasiyetini artırır.
- Her ikisi için de uygun basit kullanım kaba işleme ve ince işleme.
- Çeşitli iş parçası boyutlarına ve şekillerine uygulanabilir.
Zorluklar:
- Büyük çaplı iş parçaları, sabit bağlama gerektiren önemli kesme kuvvetleri oluşturur.
- Yüzey kalitesi sorunlarını önlemek için takım seçimi ve kesme parametreleri optimize edilmelidir.
- İnce duvarlı iş parçaları kaplama sırasında deforme olabilir.
Metal işleme ile ilgili sorularınız varsa veya metal işleme aletlerine ihtiyacınız varsa, lütfen Bize ulaşın!
3. Dönme ve Yüzleşme: Temel Farklılıklar
Hem tornalama hem de yüzey işleme iş parçasının dönüşüne bağlı olsa da, birkaç önemli açıdan farklılık gösterirler:
| Aspect | Dönüş | Yüzleşme |
|---|---|---|
| Alet Hareketi | İş parçası ekseni boyunca (paralel) veya radyal olarak | Eksene dik (uç yüzey boyunca) |
| Amaç | Silindirik, konik veya karmaşık profiller oluşturur | Düz uç yüzeyler oluşturur veya uzunluğu ayarlar |
| İşlenmiş Alan | Dış veya iç yüzeyler | İş parçasının uç yüzü |
| Tipik Uygulamalar | Şaftlar, delikler, dişler | Uçları düzleştirme, iş parçalarını kısaltma, işlenmemiş parça hazırlama |
| Sonuç | Çapı veya konturu değiştirir | Düzlük sağlar veya uzunluğu ayarlar |
4. Operasyonda Pratik Hususlar
4.1 Dönüşle İlgili Hususlar
- Araç Seçimi: Uygun araçları seçin (örn. tornalama uçlarıaşınmayı azaltmak için iş parçası malzemesine bağlı olarak 、 diş açma kesici uçları 、 yüzey kanal açma kesici ucu).
- Kesim Parametreleri: Aşırı ısınmayı veya titreşimi önlemek için iş mili hızını, ilerleme hızını ve kesme derinliğini uygun şekilde ayarlayın.
- İş Parçası Sıkıştırma: Özellikle uzun, ince iş parçalarında, bükülmeyi önlemek için punta veya sabit dayanaklar kullanarak güvenli sabitleme sağlayın.
- Soğutma Sıvısı Kullanımı: Kesme sıcaklığını düşürmek ve takım ömrünü uzatmak için soğutma sıvısı uygulayın.
4.2 Yüzleşmeyle İlgili Hususlar
- Alet Açısı: Düzlüğü sağlamak ve iş parçası merkezinde paraziti önlemek için uygun takım açılarını seçin.
- Kesim Hızı: İş parçası merkezinin yakınında, kesme hızı düşer ve yüzey kalitesini korumak için ilerleme hızı ayarlamaları gerekir.
- İş Parçası Stabilitesi: Büyük çaplı iş parçaları, işleme sırasında hareketi önlemek için düzgün bağlama gerektirir.
- Yüzey Kalitesi: Yüksek yüzey düzgünlüğü elde etmek için finiş pasoları veya hafif kesimler kullanın.
5. Tornalama ve Facing'in Sinerjik Uygulamaları
Pratikte, tornalama ve yüzey işleme genellikle karmaşık parçalar üretmek için birleştirilir. Örneğin, bir tahrik milinin işlenmesi, düz uçlar sağlamak ve belirtilen uzunluğu elde etmek için yüzey işlemeyi ve ardından dış çapı ve dişleri şekillendirmek için tornalamayı içerebilir. Bu sinerji, sıkı tolerans gereksinimlerini karşılayarak parça doğruluğunu ve tutarlılığını artırır.
Açık CNC torna tezgahları, Bu birleşik yaklaşım oldukça verimlidir. CNC sistemleri, programlanmış talimatlar aracılığıyla tornalama ve yüzey işleme arasında kesintisiz geçişler sağlar, manuel müdahaleyi azaltır ve verimliliği artırır. Örneğin, bir flanşın işlenmesi, temas yüzeyini düzleştirmek için yüzey işlemesini ve ardından dış çap tornalama istenen boyuta ulaşmak için ve potansiyel olarak diş açma veya oluk açma.
6. Sonuç
Tornalama ve yüzey işleme, çeşitli parça gereksinimlerini karşılamak için silindirik yüzeyleri ve düz uçları şekillendiren vazgeçilmez işleme süreçleridir. Tornalama, şaftlar ve delikler için karmaşık profiller oluşturmada üstünlük sağlarken, yüzey işleme, montaj ve daha fazla işleme için kritik olan pürüzsüz, düz yüzeyler sağlar. Farklılıklarını ve sinerjik uygulamalarını anlamak, optimize edilmiş işleme süreçleri sağlayarak verimliliği ve kaliteyi artırır.
İşleme teknolojisi ilerledikçe, tornalama ve yüzey işleme hassas üretimde önemli roller oynamaya devam edecek ve endüstriyel üretim için verimli ve doğru çözümler sunacaktır.
Yüzleşme ve dönme arasındaki fark nedir?
Tornalama, takımı uzunluğu boyunca hareket ettirerek bir iş parçasının silindirik yüzeylerini şekillendirirken, kaplama, takımı iş parçasının yüzü boyunca hareket ettirerek düz bir uç oluşturur. Her ikisi de genellikle hassas parça geometrileri elde etmek için bir torna tezgahında birlikte kullanılır (örneğin, bir milin ucunu düzleştirmek için kaplama, ardından çapını şekillendirmek için tornalama).
Tornalama aleti ile yüzey işleme aleti arasındaki fark nedir?
Bir tornalama takımı ile bir yüzey işleme takımı arasındaki temel fark, torna tezgahında işleme sırasında amaçları ve hareketleridir. Bir tornalama takımı, dönen bir iş parçasının dış veya iç silindirik yüzeylerini eksenine paralel hareket ederek şekillendirmek için kullanılır ve şaftlar veya dişler gibi özellikler oluşturur. Buna karşılık, bir yüzey işleme takımı eksene dik hareket ederek iş parçasının uç yüzeyini düzleştirir ve pürüzsüz, düz bir yüzey oluşturur. Her iki takım da benzer kesici uçlar (örneğin karbür) kullanabilirken, geometrileri ve kesme parametreleri kendi görevleri için optimize edilmiştir - boylamasına şekillendirme için tornalama ve radyal düzleştirme için kaplama.
Torna tezgahında kaplama ne işe yarar?
Torna tezgahında yüzey işleme, bir kesici takımı iş parçasının dönme eksenine dik olarak hareket ettirerek dönen bir iş parçasının ucunda düz, pürüzsüz bir yüzey oluşturan bir işleme sürecidir. Takım tipik olarak dış kenardan merkeze doğru veya tam tersi yönde radyal olarak hareket eder ve uç yüzeyin düz, dik ve montaj, sızdırmazlık (örn. flanşlar) veya daha fazla işleme gibi uygulamalar için uygun olmasını sağlamak için malzemeyi kaldırır. Yüzey işleme aynı zamanda iş parçasını hassas bir uzunlukta kısaltmak için de kullanılır, bu da yüzeyleri hazırlamak veya şaftlar veya dökümler gibi parçalarda boyutsal doğruluk elde etmek için kritik öneme sahiptir.
Dönmek nedir?
Tornalama, dönen bir iş parçasının, malzemeyi çıkarmak için bir kesici takımın ekseni boyunca veya radyal olarak hareket ettirilerek şekillendirildiği bir torna tezgahında gerçekleştirilen bir işleme sürecidir. Bu işlem silindirik, konik veya şaftlar, delikler, dişler veya karmaşık konturlar gibi diğer dönel simetrik yüzeyler oluşturur. Tornalama, iş parçasının çapını küçültmek veya oluklar gibi özellikler oluşturmak için kullanılır, bu da onu malzeme türü ve istenen yüzey kalitesi için optimize edilmiş takım hareketi ve parametreleri ile otomotiv tahrik milleri veya motor rotorları gibi hassas parçaların üretimi için gerekli kılar.



