
Kesici takımlar ve metal bileşenler genellikle aşağıdaki gibi gelişmiş kaplamalar kullanır PVD vs CVD sertlik, aşınma direnci, korozyon koruması ve daha fazlası gibi yüzey özelliklerini iyileştirmek için kullanılır. Peki bu iki yaygın kaplama işlemi arasındaki fark nedir?
Bu kılavuzda, PVD ve CVD metodolojisi arasındaki temel farkları, ortaya çıkan kaplama özelliklerini, ideal uygulamaları ve kesici uçlar ve parmak frezeler için faydaları inceleyeceğiz.
PVD ve CVD Kaplama Prosesleri Nasıl Çalışır?
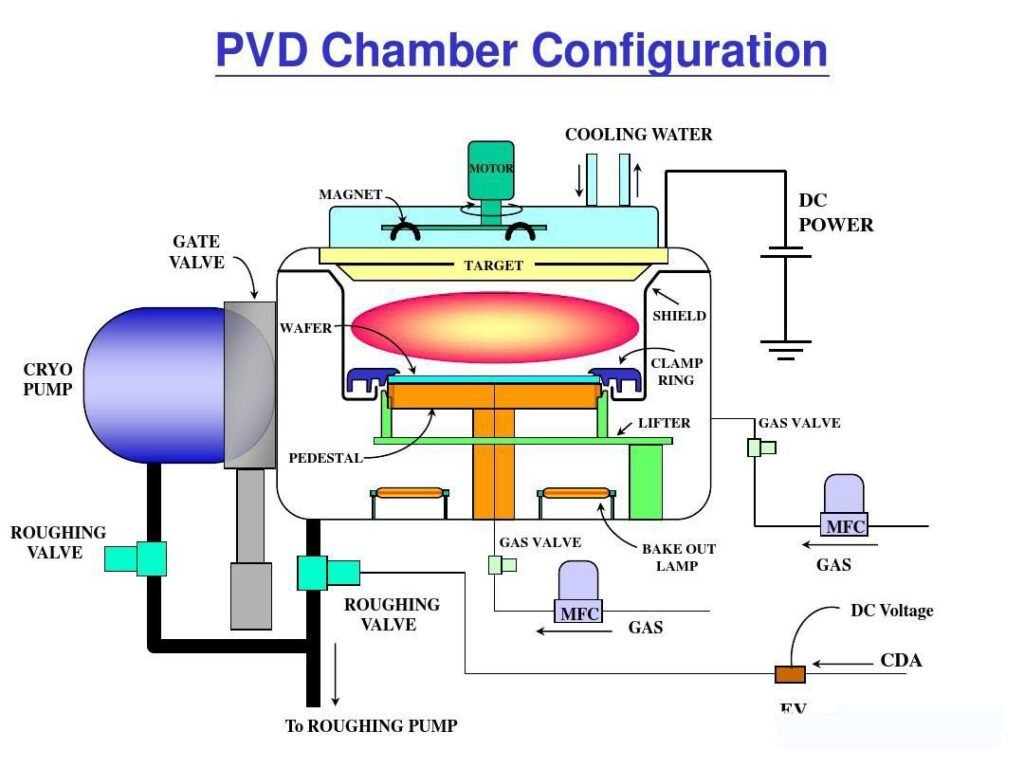
PVD (fiziksel buhar biriktirme), hedef alt tabakanın bir vakum odasına yerleştirilmesini ve ardından kaplama malzemesini buharlaştırmak için magnetron püskürtme veya buharlaştırma kullanılmasını içerir. Bu buhar yoğunlaşır ve ince bir film kaplama olarak alt tabaka yüzeyine düzgün bir şekilde birikir. Sıcaklıklar tipik olarak 200-500°C arasında değişir.
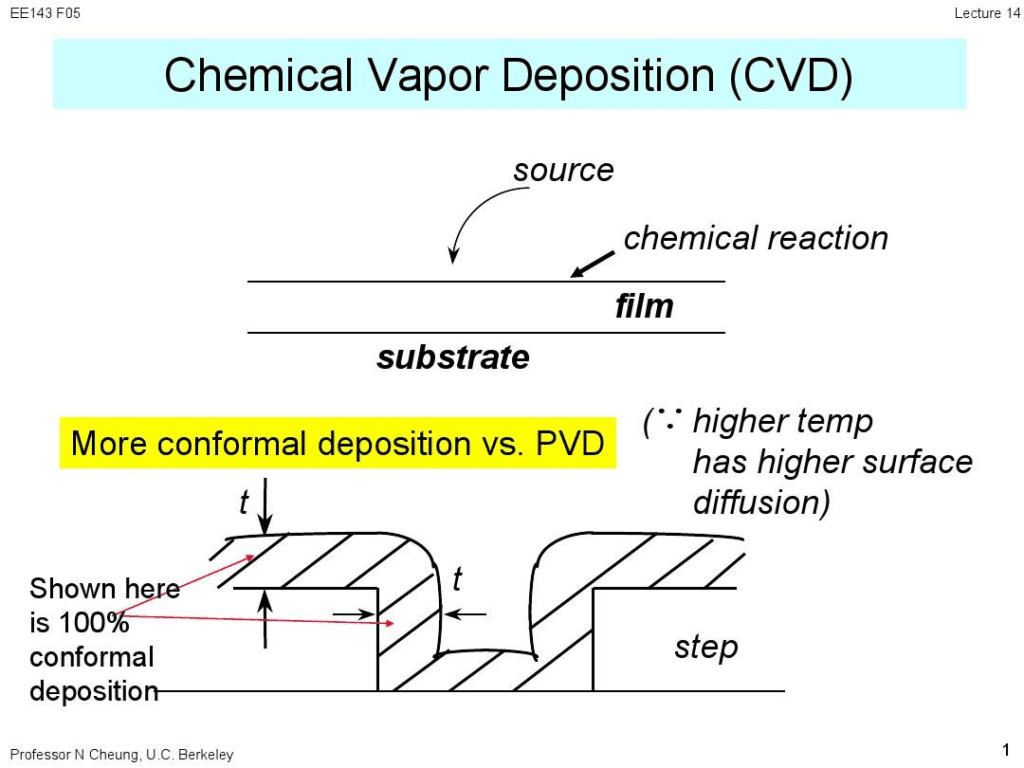
CVD (kimyasal buhar biriktirme) metan, hidrojen ve amonyak gibi öncü gazlar arasındaki kimyasal reaksiyonlar yoluyla yüzeyleri kaplar. Bu reaktanlar parçalanır ve ısıtılmış yüzeyde reaksiyona girerek istenen kaplamayı homojen bir şekilde biriktirir. CVD reaksiyonları 900-1100°C gibi çok yüksek sıcaklıklarda gerçekleşir.
Kaplama Özellikleri ve Performansındaki Fark
PVD prosesi tipik olarak 1-5 mikron kalınlığında daha ince, daha yoğun ve homojen kaplamalar oluşturur. CVD, 30 mikrona kadar çok daha kalın kaplamaları mükemmel yapışma ile biriktirebilir, ancak karmaşık geometrilerde o kadar düzgün değildir.
PVD kaplamalar yoğunlukları sayesinde daha sert ve aşınmaya karşı daha dayanıklı olma eğilimindedir. CVD kaplamalar, PVD için yaklaşık 750°C'ye karşılık 1000°C'nin üzerinde daha yüksek sıcaklıklara dayanır.
Yaygın PVD kaplamalar titanyum nitrür (TiN), titanyum alüminyum nitrür (TiAlN) ve krom nitrürdür (CrN). CVD seçenekleri arasında titanyum karbür (TiC), titanyum nitrür (TiN) ve silikon karbür (SiC) bulunur.
PVD ve CVD için En İyi Uygulamalar
PVD'nin küçük, karmaşık bileşenleri eşit şekilde kaplama yeteneği, onu parmak frezeler, cerrahi aletler, motor bileşenleri ve dekoratif yüzeyler gibi kesici aletler için ideal hale getirir.
CVD'nin mükemmel yapışma ve ısı direnci, makine parçalarının alaşımlanmasına, yarı iletkenlerdeki difüzyon bariyerlerine ve korozyon koruma kaplamalarına uygundur.
Freze Uçları ve Kesici Takımlar için PVD vs CVD
İçin freze uçları ve kesici takımlarda, PVD'nin sertliği aşınma direncini ve takım ömrünü artırır. Bununla birlikte, CVD kaplamalar daha düşük kesme kuvvetlerine izin verir. CVD ayrıca daha yüksek kesme sıcaklıklarına daha iyi dayanır.
PVD kaplamalı parmak frezeler, alüminyum ve demir dışı alaşımların yüksek hızda işlenmesinde mükemmeldir. CVD uçlar titanyum, nikel ve kobalt alaşımlarında iyi performans gösterir. Optimum performans için iş parçanıza uygun PVD veya CVD kaplamaları seçin.
En popüler karbür takım kaplama türleri
Titanyum Nitrür (TiN)
Çok Amaçlı İş Atı: TiN, karakteristik altın rengiyle kolayca tanımlanabilen en köklü ve yaygın olarak tanınan takım kaplamalarından biridir. Artan sertlik ve düşük sürtünme katsayısının dengeli bir kombinasyonunu sunarak çok çeşitli uygulamalar için çok yönlü ve uygun maliyetli bir seçimdir.
| Özellik | Açıklama |
| Sertlik | Yaklaşık 2.300 HV (Vickers Sertliği) |
| Maksimum Çalışma Sıcaklığı | ~600°C (1,100°F) |
| Sürtünme Katsayısı | ~0.4 |
| Temel Avantajlar | İyi aşınma direnci, sürtünmeyi ve ısıyı azaltır, malzeme yapışmasını önler (yerleşik kenar). |
| Tipik Uygulamalar | Demir içermeyen malzemelerin ve düşük ila orta alaşımlı çeliklerin genel amaçlı delinmesi, frezelenmesi ve tornalanması. |
Titanyum Karbonitrür (TiCN)
Geliştirilmiş Sertlik ve Aşınma Direnci: Karbonun titanyum nitrür matrisine dahil edilmesiyle, TiCN kaplamalar TiN'e kıyasla daha fazla sertlik ve gelişmiş kayganlık sergiler. Bu, onları özellikle yüksek aşındırıcı aşınmaya sahip uygulamalarda etkili kılar.
| Özellik | Açıklama |
| Sertlik | Yaklaşık 3.000 YG |
| Maksimum Çalışma Sıcaklığı | ~400°C (750°F) |
| Sürtünme Katsayısı | ~0.2 |
| Temel Avantajlar | Mükemmel sertlik ve aşınma direnci, TiN'den daha düşük sürtünme. |
| Tipik Uygulamalar | Dökme demir, yüksek silikon içerikli alüminyum alaşımları ve paslanmaz çelikler gibi aşındırıcı malzemelerin işlenmesi. Ayrıca damgalama ve delme işlemlerinde de kullanılır. |
Titanyum Alüminyum Nitrür (TiAlN) ve Alüminyum Titanyum Nitrür (AlTiN)
Yüksek Sıcaklık Şampiyonları: Bu kaplamalar, yüksek hızlı ve kuru işleme uygulamaları için tercih edilen kaplamalardır. Alüminyum ilavesi, yüksek sıcaklıklarda koruyucu bir alüminyum oksit tabakası oluşturur ve bu da kaplamanın termal stabilitesini ve oksidasyon direncini önemli ölçüde artırır. TiAlN ve AlTiN arasındaki temel fark alüminyum-titanyum oranında yatmaktadır; AlTiN daha yüksek alüminyum içeriğine sahiptir ve genellikle üstün yüksek sıcaklık performansı sunar.
| Özellik | Açıklama |
| Sertlik | TiAlN: ~2.800 HV, AlTiN: ~3.400 HV |
| Maksimum Çalışma Sıcaklığı | TiAlN: ~800°C (1,470°F), AlTiN: ~900°C (1,650°F) |
| Sürtünme Katsayısı | ~0,5 – 0,7 |
| Temel Avantajlar | Mükemmel ısı ve oksidasyon direnci, yüksek sıcaklıklarda sertliğini korur. |
| Tipik Uygulamalar | Sertleştirilmiş çelikler, nikel bazlı süper alaşımlar ve titanyum alaşımları gibi işlenmesi zor malzemelerin yüksek hızda frezelenmesi, delinmesi ve tornalanması. Kuru veya kuruya yakın işleme için idealdir. |
Krom Nitrür (CrN)
Yapışmayı Önleyici Çözüm: CrN kaplamalar düşük sürtünme katsayıları ve mükemmel yapışma önleyici özellikleriyle bilinir. Bu, onları özellikle iş parçası malzemesinin kesici takıma yapışma eğiliminde olduğu uygulamalar için çok uygun hale getirir.
| Özellik | Açıklama |
| Sertlik | Yaklaşık 2.200 YG |
| Maksimum Çalışma Sıcaklığı | ~700°C (1,300°F) |
| Sürtünme Katsayısı | ~0.3 |
| Temel Avantajlar | Mükemmel kayganlık, tokluk ve korozyon direnci. Yerleşik kenar oluşumuna karşı dirençlidir. |
| Tipik Uygulamalar | Alüminyum, bakır ve pirinç gibi demir dışı malzemelerin işlenmesi. Şekillendirme ve damgalama uygulamalarında da kullanılır. |
Elmas Benzeri Karbon (DLC)
Demir Dışı İşleme için Eşsiz Yağlama: DLC kaplamalar, yüksek sertlik ve elmasınkine yaklaşan son derece düşük sürtünme katsayısının olağanüstü bir kombinasyonunu sunar. Bu da demir içermeyen ve aşındırıcı malzemelerin işlenmesinde üstün performans sağlar.
| Özellik | Açıklama |
| Sertlik | 1.500 - 9.000 HV (Belirli DLC türüne göre önemli ölçüde değişir) |
| Maksimum Çalışma Sıcaklığı | ~350°C (660°F) |
| Sürtünme Katsayısı | ~0,1 – 0,2 |
| Temel Avantajlar | Çok düşük sürtünme, yüksek sertlik ve mükemmel aşınma direnci. |
| Tipik Uygulamalar | Alüminyum alaşımları, grafit, kompozitler ve diğer demir dışı malzemelerin işlenmesi. Yüksek sıcaklıklardaki kimyasal reaksiyon nedeniyle demir içeren malzemelerin işlenmesi için uygun değildir. |
Yeni ve geliştirilmiş kaplama teknolojilerinin sürekli gelişimi, işleme performansının sınırlarını zorlamaya devam ediyor. Farklı malzemelerin avantajlarını bir araya getiren çok katmanlı kaplamalar ve nanokompozit kaplamalar, en zorlu uygulamalar için daha da fazla sertlik, tokluk ve sıcaklık direnci sunarak bu yeniliğin ön saflarında yer almaktadır. Doğru kaplama seçimi, herhangi bir işleme sürecini optimize etmede çok önemli bir faktördür, bu da üretkenliğin artmasına ve daha yüksek kaliteli bileşenlere yol açar.
Yaygın CVD Kaplamalar
- Titanyum Nitrür (TiN): PVD yoluyla da uygulanmakla birlikte, bazı tornalama ve delme uçları genellikle çok katmanlı bir planın parçası olarak CVD TiN kaplama kullanın.
- Titanyum Karbonitrür (TiCN): Özellikle çelik işlemede mükemmel aşındırıcı aşınma direnci nedeniyle CVD yoluyla sıklıkla uygulanır.
- Alüminyum Oksit (Al₂O₃): Bu, CVD kaplamaların ayırt edici özelliğidir. Yüksek sıcaklıklardaki inanılmaz termal ve kimyasal kararlılığı, dökme demir ve çeliğin yüksek hızda kesilmesi için mükemmeldir. Neredeyse sadece CVD yoluyla uygulanır.
Yaygın PVD Kaplamalar
- Titanyum Nitrür (TiN): En yaygın "altın" kaplama genellikle PVD yoluyla uygulanır. Matkaplar, frezeler ve kılavuzlar için çok yönlü, genel amaçlı bir kaplamadır.
- Titanyum Alüminyum Nitrür (TiAlN): Mükemmel ısı direnci ile bilinen yüksek performanslı bir PVD kaplama. Alüminyum, yüksek sıcaklıklarda koruyucu bir oksit tabakası oluşturarak yüksek hızlı ve kuru işleme için mükemmeldir.
- Alüminyum Titanyum Nitrür (AlTiN): TiAlN'e benzer ancak daha yüksek alüminyum içeriği ile yüksek sıcaklık uygulamalarında daha da fazla sertlik ve üstün performans sunar. Sertleştirilmiş çeliklerin ve süper alaşımların işlenmesi için üst düzey bir PVD kaplamadır.
- Krom Nitrür (CrN): Bu PVD kaplama, düşük sürtünme katsayısı ve yapışma önleyici (yapışma önleyici) özellikleriyle alüminyum ve bakır gibi demir dışı malzemelerin işlenmesi için mükemmeldir.
- Elmas Benzeri Karbon (DLC): Alüminyum alaşımları, grafit ve kompozitler gibi demir içermeyen ve aşındırıcı malzemelerin işlenmesi için ideal olan, son derece düşük sürtünmeli bir yüzey sağlayan özel PVD uygulamalı bir kaplama.
Özet Tablo
| Kaplama | Birincil Yöntem | Yöntemin Temel Özellikleri |
| Titanyum Nitrür (TiN) | PVD & CVD | Genel amaçlı PVD, genellikle çok katmanlı kaplamalarda CVD. |
| Titanyum Karbonitrür (TiCN) | PVD & CVD | Yüksek aşınma direnci için CVD, keskin aletlerde tokluk için PVD. |
| Alüminyum Oksit (Al₂O₃) | CVD | Yüksek sıcaklık ve kimyasal kararlılık. |
| Titanyum Alüminyum Nitrür (TiAlN) | PVD | Yüksek sertlik ve ısı direnci; düşük sıcaklık uygulaması keskinliği korur. |
| Alüminyum Titanyum Nitrür (AlTiN) | PVD | Üstün yüksek sıcaklık sertliği; düşük sıcaklık uygulaması keskinliği korur. |
| Krom Nitrür (CrN) | PVD | Düşük sürtünme, yapışma önleyici; düşük sıcaklık uygulaması keskinliği korur. |
| Elmas Benzeri Karbon (DLC) | PVD | Aşırı kayganlık; düşük sıcaklık uygulaması keskinliği korur. |
Kesici takımlar için CVD mi yoksa PVD mi daha iyidir? Neden?
PVD genellikle daha iyi sertlik sağlarken CVD daha yüksek sıcaklık direnci sunar. PVD yüksek hızlı demir dışı işleme için en iyi sonucu verirken CVD titanyum gibi sert malzemelere uygundur.
PVD ve CVD kaplamalar için sıcaklık sınırlamaları nelerdir?
PVD kaplamalar yaklaşık 750°C'ye kadar iyi performans gösterirken, CVD kaplamalar birçok durumda 1000°C'nin üzerine dayanabilir.
Hangi kaplama tipik olarak daha iyi yapışma özelliğine sahiptir - PVD mi CVD mi?
CVD kaplamalar, yüksek sıcaklıktaki kimyasal bağlama işlemi sayesinde genellikle alt tabakaya üstün yapışma özelliğine sahiptir.
PVD ve CVD kaplamalara en çok hangi sektörler güveniyor?
PVD, tıp, havacılık, otomotiv, plastik enjeksiyon kalıplamada yaygın olarak kullanılmaktadır. CVD havacılık, enerji üretimi, yarı iletkenler ve optikte yaygındır.
CVD kaplamalar PVD'ye kıyasla ne kadar kalın uygulanabilir?
CVD, kimyasal reaksiyonlar nedeniyle genellikle 30 mikron kalınlığa kadar kaplamalar biriktirir. PVD, tipik olarak 5 mikronun altındaki daha ince kaplamalarla sınırlıdır.
Sonuç
Hem PVD hem de CVD kaplama işlemlerinin farklı avantajlarının anlaşılması, uygulama için doğru teknolojinin seçilmesini sağlar. PVD homojenlik ve sertlik sunarken CVD ısı direnci ve yapışma sağlar. Kesici takımlarda, yüksek hassasiyetli demir dışı işler için PVD'yi, titanyum ve nikel alaşımları gibi sert malzemeler için CVD'yi seçin. Doğru kaplama ile işleme ve bileşen performansı optimize edilebilir.



