Innen- vs. Außengewinde

Gewinde sind die unbesungenen Helden des Maschinenbaus, die im Stillen die moderne Welt zusammenhalten. Von den mikroskopisch kleinen Schrauben, die die Hauptplatine Ihres Smartphones befestigen, bis hin zu den massiven Strukturbolzen, die eine Hängebrücke stabilisieren - all diese Verbindungen beruhen auf einer perfekten geometrischen Paarung. Das Herzstück dieses mechanischen Händedrucks ist die grundlegende Unterscheidung zwischen Außen- und Innengewinden.
Während sie theoretisch genau das gleiche Gewindeprofil haben müssen (wie eine metrische oder einheitliche Norm), um nahtlos ineinandergreifen zu können, ist ihre physische Geometrie in der realen Welt völlig umgekehrt.
Ein Außengewinde wird auf die Außenfläche eines Zylinders oder Konus gefräst - man denke an einen klassischen Bolzen oder eine Schraube. Bei einem Außengewinde ist die geometrische Logik einfach: Der Hauptdurchmesser ist der Abstand von Scheitel zu Scheitel, der die maximale Außenbreite des Zylinders darstellt. Umgekehrt wird der kleine Durchmesser an den Gewindeansätzen gemessen, die den dünnsten und strukturell anfälligsten Kern des Teils darstellen.
Ein Innengewinde hingegen wird in die Innenfläche eines Lochs geschnitten, genau wie die Gewinde in einer Mutter oder einem Motorblock. Hier kehrt sich die geometrische Perspektive um. Der Hauptdurchmesser befindet sich jetzt tief in den Wurzeln des Gewindes - er ist der breiteste Teil des Schnitts im Inneren des Lochs. Der kleine Durchmesser ist der Scheitelpunkt des Innengewindes, was in der praktischen Bearbeitung direkt der Größe des Ausgangslochs entspricht, das Sie vor dem Schneiden des Gewindes bohren müssen.
Das Verständnis dieser “umgekehrten” geometrischen Beziehung ist nicht nur eine theoretische Übung; es ist der entscheidende erste Schritt für jeden Ingenieur oder Maschinenbauer. Sie diktiert alles, von der Berechnung der Toleranzen bis hin zu den spezifischen Schneidwerkzeugen, die wir in der Werkstatt auswählen.
Funktion und Paarungsbeziehung
Funktion und Paarungsrolle
- Außengewinde (Außengewinde / Außenschraubgewinde): Dient als aktive, einführende Komponente. Sie befindet sich in der Regel auf dem Bolzen, der Schraube, dem Stift, der Leitspindel oder einem anderen männlichen Befestigungselement, das in das Innengewinde eingreift.
- Innengewinde (Innengewinde / Innenschraubgewinde): Dient als passive, aufnehmende Komponente. Es findet sich typischerweise in Muttern, Gewindebohrungen in Gehäusen, Gewindeeinsätzen, Flanschen oder jedem Teil, das das Außengewinde aufnimmt und hält.
Belastungseigenschaften beim Anziehen / Axialbelastung Wenn eine Gewindeverbindung auf Zug (Auseinanderziehen) belastet wird, wirken die Kräfte aufgrund der Geometrie auf jeder Seite unterschiedlich:
| Aspekt | Außengewinde (an Bolzen/Schraube) | Innengewinde (in Mutter/Bohrung) |
|---|---|---|
| Primäre Belastung der Gewindeflanke | Gewindeflanke überträgt Axialkraft | Gewindeflanke überträgt Axialkraft |
| Spannung am Gewindezahn | Der Zahnkamm (oben) ist zusammengedrückt | Zahnwurzel (unten) ist komprimiert |
| Belastung der Fadenwurzel | Die Zahnwurzel (Kehlbereich) erfährt Zugspannung (kritischster Bereich) | Der Zahnkamm erfährt Zugspannung |
| Typischer Ort der Spannungskonzentration | Hohe Spannungskonzentration an der Gewindewurzelausrundung (Kerbwirkung + Zugbelastung) | Die Belastung ist gleichmäßiger verteilt, aber die zuerst eingreifenden Fäden tragen eine unverhältnismäßig hohe Last |
| Lastverteilung | Gleichmäßiger über die verknüpften Threads hinweg (aber immer noch am höchsten bei den ersten paar Threads) | Sehr ungleichmäßig; die ersten 3-5 Gewindegänge tragen oft 60-80% der Gesamtlast (je nach Steigung, Material, Passung) |
| Vorteil in der Stärke | Generell höhere Zugfestigkeitskapazität (massiver Querschnitt, Wurzelbereich größer im Verhältnis zur Spannung) | Geringere Eigenfestigkeit aufgrund des reduzierten Materials um das Loch und des Risikos von Ringspannungen |
| Häufige Ausfallart (bei Überlast / Ermüdung) | Gewindewurzelbruch, Ermüdungsrissbildung an der Wurzelausrundung, Zugbruch des Schaftes | Gewindeschälen (Scherversagen des Innengewindes), Aufweiten / Bersten der Mutter, Ausreißversagen |
Wichtige technische Einblicke
- Bei den meisten Standard-Schraubverbindungen konstruieren die Ingenieure so, dass das Außengewinde (Schraube) zuerst auf Zug versagt (duktile Einschnürung/Bruch des Schafts), anstatt das Innengewinde abzustreifen - dies gilt als sicherere, besser vorhersehbare Versagensart (Schraube bricht, aber Mutter/Gehäuse bleibt intakt).
- Innengewinde sind anfälliger für Ablösungen, weil:
- Das Material, das die Fäden trägt, ist ringförmig (geringere Querschnittsfläche).
- Die Ringzugspannung (in Umfangsrichtung) führt zu einer Aufweitung der Mutter/Bohrung.
- Die Belastung konzentriert sich auf die ersten paar Fäden.
- Bei hochfesten Anwendungen (Schrauben der Güteklasse 8/10.9/12.9) ist die Mutter oft etwas weicher als die Schraube, um das Versagen der Schraube gegenüber dem Ablösen der Mutter zu fördern.
Außengewinde nehmen in der Regel Zugbelastungen über den Gewindegrund auf und bieten eine höhere Gesamtfestigkeit, während Innengewinde Druckbelastungen am Gewindegrund tragen, aber anfälliger für Ablösungen und Reifenplatzer sind - daher wird bei der Konstruktion in der Regel dem Schutz des Innengewindes vor Überlastung Priorität eingeräumt.
Bearbeitungsverfahren und Prozessrouten
Wenn wir von der geometrischen Theorie zur Realität in der Werkstatt übergehen, werden die Unterschiede zwischen Außen- und Innengewinden deutlich sichtbar. Die gesamte Fertigungsstrategie für ein Gewinde wird von einem entscheidenden Faktor bestimmt: der Zugänglichkeit. Diese einzige Variable bestimmt, wie leicht ein Schneidwerkzeug in das Material eindringen kann, wie effektiv das Kühlmittel die Schneidzone erreichen kann und, was am wichtigsten ist, wohin die Metallspäne gelangen.
Externe Bearbeitung: Der “Open-Air”-Vorteil
Die Bearbeitung eines Außengewindes ist im Allgemeinen ein sehr zugänglicher Prozess. Da der Vorgang an der Außenseite eines Zylinders stattfindet, handelt es sich um eine “offene” Schneidumgebung. Das Kühlmittel kann direkt auf die Schneide geflutet werden, und die Metallspäne können auf natürliche Weise vom Werkstück abfallen.
Diese Freiheit ermöglicht eine große Vielfalt an hocheffizienten Fertigungsmethoden:
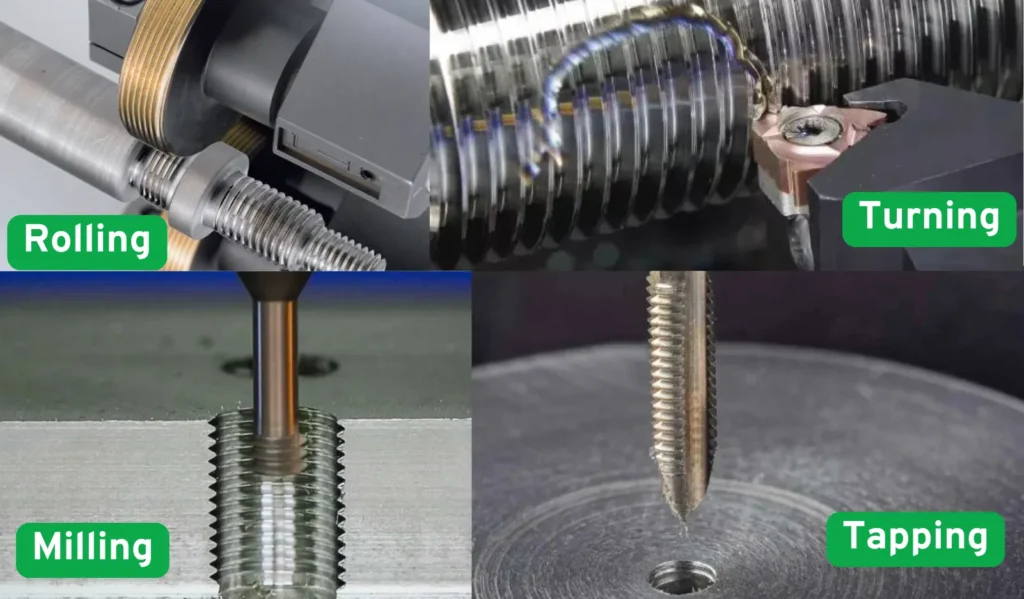
- Gewindedrehen: Verwendung einer Drehmaschine mit Einpunktanschlag Gewindeeinsatz ist der Maßstab für Präzision und Flexibilität.
- Gewindewalzen: Bei der Massenproduktion und bei hochfesten Verbindungselementen (z. B. Automobilbolzen) ist das Walzen der unbestrittene König. Statt Metall zu schneiden, pressen gehärtete Stahlwerkzeuge das Gewindeprofil in den Rohling und formen es kalt. Dabei entstehen keine Späne und die Dauerfestigkeit des Gewindes wird durch Kaltverfestigung deutlich erhöht.
- Gewindeschneiden mit Schneideisen: Wird häufig für manuelle Reparaturen oder schnelle Einstellungen an manuellen Drehbänken verwendet.

Innenbearbeitung: Die klaustrophobische Herausforderung
Das Schneiden von Innengewinden - insbesondere in Sacklöchern (Löcher, die nicht ganz durch das Teil gehen) - ist eine ganz andere Sache. Die Bearbeitungsumgebung ist geschlossen und klaustrophobisch. Das Kühlmittel hat es schwer, den Boden der Bohrung zu erreichen, und die Spanabfuhr wird zum Hauptfeind des Ingenieurs. Ein gepackter Span kann ein Schneidwerkzeug sofort zerreißen und sowohl das Werkzeug als auch möglicherweise das teure Werkstück zerstören.
Um diese Beschränkungen zu umgehen, sind die Maschinenbauer auf spezielle Techniken angewiesen:
- Klopfen: Die gängigste Methode für kleine bis mittlere Löcher. Gewindebohrer sind spezielle rotierende Werkzeuge, die beim Eintreiben in das Loch ein Gewinde schneiden. Für Sacklochbohrungen werden häufig spiralgenutete Gewindebohrer verwendet, da ihre Geometrie die Späne aktiv nach oben und aus dem Loch zieht, ähnlich wie ein Bohrer.
- Intern Gewindedrehen (Langweilig): Wird für größere Löcher auf einer Drehmaschine verwendet. Die größte Herausforderung ist hier die Steifigkeit des Werkzeugs. Die Wendeschneidplatte muss auf eine Bohrstange montiert werden, die in das Loch hineinreicht. Wenn die Bohrung tief ist, ist das Werkzeug aufgrund des großen Verhältnisses von Länge zu Durchmesser (L/D) sehr anfällig für Vibrationen und “Ratterer”, die die Gewindeoberfläche zerstören.
- Gewindefräsen: Eine fortschrittliche CNC-Technik, bei der eine rotierende Fräser spiralförmig das Loch hinunter. Er erzeugt kleinere Späne, die leicht ausgespült werden können, und ist sehr beliebt für die Bearbeitung harter Materialien oder sehr großer Innengewinde, bei denen ein Gewindebohrer zu viel Drehmoment erfordern würde.
| Dimension | Außengewinde (Außen / Außen) | Innengewinde (Innen / Innen) | Vergleich Schwierigkeit/Kosten/Risiko | Typische Anwendungshinweise |
|---|---|---|---|---|
| Wichtigste Verarbeitungsmethoden | 1. Gewinderollen (bevorzugt für die Massenproduktion) 2. Einpunkt-Drehen (Drehmaschine) 3. Gewindewalzbacken / Planetenbacken (Gesenkwalzen) 4. Gewindefräsen 5. Gewindeschleifen (für Ultrapräzision) | 1. Umformen / Fließgewindeschneiden (spanlose Kaltumformung) 2. Gewindefräsen (hochflexibel) 3. spanabhebendes Gewindeschneiden (traditionell) 4. Ein-Punkt-Innendrehen (Drehmaschine) 5. Räumen / Stoßen (selten, große Durchmesser) | Intern insgesamt deutlich härter | Außen: Walzen dominiert; Innen: Umformung/Fräsen steigt schnell |
| Anforderung an die Werkzeugsteifigkeit | Niedrig (kurzer Überhang, offene Außenfläche) | Sehr hoch (langer, schlanker Werkzeug-/Gewindebohrerüberstand, anfällig für Vibrationen/Brüche) | Intern >> Extern | Einbauten mit kleinem Durchmesser (M3 und darunter) sind am schwierigsten |
| Schwierigkeit der Chip-Evakuierung | Extrem einfach (Späne fliegen nach außen, offener Raum) | Extrem schwierig (geschlossenes Loch, Späne können sich verklemmen, das Werkzeug packen und brechen) | Intern >> Extern | Das größte Kopfzerbrechen bereiten die Blindbohrungen im Inneren |
| Zugang zu Kühlmittel/Schmiermittel | Einfach (externes Flut- oder Durchgangswerkzeug möglich, erreicht die Schneidzone direkt) | Schwierig (erfordert Kühlmittel durch das Werkzeug, Hochdruck oder MMS; andernfalls Überhitzung/ Festkleben) | Intern viel härter | Widerstandsfähige Materialien (Titan, Edelstahl) erfordern hohen Druck für Einbauten |
| Lebensdauer der Werkzeuge | Länger (Walzen fast unbegrenzt; Drehen/Fräsen gut) | Kürzere Gewindebohrer (insbesondere mit kleinem Durchmesser: oft nur Dutzende bis Hunderte von Bohrungen) | Intern 5-20× kürzer in vielen Fällen | Großvolumiges Innengewindebohren erfordert häufige Werkzeugwechsel |
| Zykluszeit / Verarbeitungsgeschwindigkeit | Schnell (Walzen: Sekunden pro Teil; Drehen auch schnell) | Langsamer (Gewindeschneiden erfordert niedrige Geschwindigkeit + Einstechen/Rückwärtsfahren; Fräsen flexibel, aber längerer Weg) | Interne Langsamkeit 30%-200% | Externes Massenwalzen hat einen überwältigenden Geschwindigkeitsvorteil |
| Grenzwert für kleine Durchmesser (metrisch) | M1,0-M0,8 noch relativ gut machbar | M1.0 und darunter sehr anspruchsvoll; M1.2-M1.4 bereits schwierig; M0.8- erfordert oft spezielle Verfahren | Intern begrenzter | Winzige Gewinde für die Medizin-/Luft- und Raumfahrtindustrie sind oft als Außengewinde ausgelegt. |
| Schwierigste Spezifikationen | Große grobe Steigung, ultralange Gewinde, dünnwandige Rohre (Vibrations-/Verformungsrisiko) | Tiefe Löcher mit kleinem Durchmesser und feiner Teilung, Sacklöcher, Materialien mit hoher Härte (HRC>40), Superlegierungen (Inconel, Ti) | - | Interne Jalousie + fein + schwer zu schneiden = Alptraumkombination |
| Oberflächengüte und Festigkeit | Walzen am besten (Kaltverfestigung, Ra 0,2-0,4 µm, Dauerfestigkeit +30-50%) | Umformendes Gewindeschneiden am besten (Kornverfeinerung, hohe Festigkeit wie beim Walzen); schneidendes Gewindeschneiden minderwertig | Außenwalzen > Innenumformung > Sonstige | Teile mit hoher Ermüdung werden bevorzugt außen gewalzt oder innen geformt |
| Kostenranking (Massenproduktion) | Niedrigstes Walzen → Gesenkwalzen → Drehen/Fräsen → Schleifen | Gewindeformen am niedrigsten (spanlos) → Gewindefräsen (flexibel, aber teure Werkzeuge) → Schneiden von Gewinden (billige Werkzeuge, aber kurze Lebensdauer) | Interne allgemein höhere Kosten | Externes Walzen ist der Kosten/Leistungs-König für Volumen |
| Häufige Probleme und Risiken | Schlechte Oberfläche des Rohlings vor dem Walzen → Matrizenbruch Dünnwandiges Walzen/Drehen → Ovalität/Dehnung Schwingungen, die Teilungsfehler verursachen | Gewindebohrerbruch (häufigste Katastrophe) Sackloch unvollständige letzte Gewindegänge Rückfederndes Übermaß nach dem Formen/Schneiden Schlechte Spanabfuhr → Abrieb/Bruch | Internes Risiko weitaus höher | Die Entfernung eines gebrochenen Gewindeschneiders in den Einbauten kann extrem teuer werden |

Die umgekehrte Logik der Gewindeinspektion
In der Welt der Präzisionsfertigung kann man nicht kontrollieren, was man nicht messen kann. So wie die geometrischen Merkmale von Außen- und Innengewinden umgekehrt sind, so sind auch die Werkzeuge, die zu ihrer Prüfung verwendet werden, genau das Gegenteil der Teile, die sie messen. Um die Qualität eines Gewindes in der Werkstatt zu prüfen, verwenden die Bearbeiter im Wesentlichen ein “perfektes” Gegenstück, um das neu bearbeitete Teil zu testen, wobei sie sich stark auf das Go/No-Go-Prinzip verlassen.
Inspektion von Außengewinden
Die Umgebung des Teils Bei der Beurteilung eines Außengewindes, z. B. einer Schraube, geht es in erster Linie darum, ob sie sich problemlos in eine Standardmutter einschrauben lässt, ohne zu locker zu sein.
- Gewindelehrdorne: Das Standardwerkzeug in der Werkstatt ist der Gewindelehrring. Er besteht aus einem Paar: dem “Go”-Ring und dem “No-Go”-Ring. Der "Go"-Ring ahmt eine perfekt dimensionierte Mutter in ihrem maximalen Materialzustand nach; sie muss ohne übermäßige Kraft vollständig auf die Schraube geschraubt werden. Der No-Go-Ring prüft den minimalen Steigungsdurchmesser und sollte nicht mehr als zwei Umdrehungen aufgeschraubt werden.
- Präzisionsmessung: Für exakte numerische Daten anstelle einer einfachen Bewertung "bestanden/nicht bestanden" verwenden die Prüfer der Qualitätskontrolle ein Gewindemikrometer die mit speziellen V-förmigen Ambossen ausgestattet sind, um den Teilungsdurchmesser direkt zu messen. In hochpräzisen Laborumgebungen kann das Drei-Draht-Methode ist der Goldstandard. Durch Einsetzen von drei präzisionsgeschliffenen Drähten in die Gewinderillen und deren Messung können die Ingenieure den wahren Steigungsdurchmesser mit höchster Genauigkeit berechnen.
Inspektion von Innengewinden
Sondieren der Tiefen Die Inspektion einer Gewindebohrung stellt dieselben Anforderungen an die Zugänglichkeit wie die Bearbeitung. Sie können nicht ohne Weiteres in das Innere der Bohrung sehen, so dass Sie sich ganz auf taktile Rückmeldung und spezielle Taster verlassen müssen.
- Gewindelehrdorne: Der Gewindelehrdorn ist das Gegenteil des Lehrrings und sieht aus wie ein hochpräziser, gehärteter Stahlbolzen. Das “Go”-Ende muss reibungslos bis zum Boden des Gewindelochs durchgeschraubt werden und beweist, dass der Haupt- und Steigungsdurchmesser groß genug sind, um eine Standardschraube aufzunehmen. Das “No-Go”-Ende bestätigt, dass das Loch nicht zu groß geschnitten wurde.
- Die Herausforderung der internen Messung: Eine tatsächliche numerische Messung des Innendurchmessers einer Steigung ist bekanntermaßen schwierig. Es gibt zwar spezielle Innengewindemikrometer, aber sie sind empfindlich und umständlich. Bei kritischen Bauteilen in der Luft- und Raumfahrt oder in der Medizintechnik erfordert die Überprüfung der Innengeometrie oft das Gießen eines Abdrucks des Lochs oder den Einsatz einer modernen Koordinatenmessmaschine (KMG) mit speziellen Tastereinsätzen.

Toleranzen und Passungen
Selbst wenn ein Außenbolzen und eine Innengewindebohrung perfekt nach ihren theoretischen Profilen bearbeitet sind, lassen sie sich möglicherweise nicht zusammenschrauben. Warum? Weil mechanische Baugruppen eine winzige, kontrollierte Menge an “unsichtbarem Raum” benötigen, um zu funktionieren - Platz für Schmierung, Korrosionsschutzbeschichtung oder einfach die Möglichkeit, sie von Hand zusammenzubauen, ohne zu klemmen. Diese mikroskopisch kleine Pufferzone wird durch die strengen Regeln der Toleranzen und Passungen bestimmt.
Im weit verbreiteten metrischen (ISO) Gewindesystem ist die Unterscheidung zwischen Innen- und Außengewinde in den technischen Zeichnungen sofort ersichtlich und wird einfach durch die Großschreibung der verwendeten Buchstaben gekennzeichnet.
- Toleranzen für Außengewinde (Kleinbuchstaben): Die Toleranzbänder für Außengewinde - wie Bolzen und Schrauben - werden immer mit Kleinbuchstaben bezeichnet (z.B.,
g,h,e). Eine gängige Toleranzklasse für eine Standardschraube ist zum Beispiel 6g. Die Zahl “6” definiert den Präzisionsgrad (die Größe des Toleranzfensters), während der Buchstabe “g” die Position dieses Fensters angibt. Eine “g”-Position bedeutet, dass das maximal zulässige Maß der Schraube absichtlich etwas kleiner als das theoretische Grundmaß geschnitten wird, um ein geringes Spiel zu gewährleisten. - Innengewindetoleranzen (Großbuchstaben): Umgekehrt werden Innengewindetoleranzbänder immer mit Großbuchstaben bezeichnet (z. B.,
G,H). Eine Standardmutter hat in der Regel eine 6H Toleranz. Das “H” bedeutet, dass das kleinste zulässige Maß der Gewindebohrung genau dem theoretischen Grundmaß entspricht (es hat eine untere Abweichung von Null).
Wenn man ein 6H-Innengewinde mit einem 6g-Außengewinde kombiniert, entsteht die gängigste Standard-Spielpassung in der Technik. Die Mathematik garantiert, dass die beiden Gewindegänge nie perfekt ineinander krachen und gerade genug Platz für einen reibungslosen Betrieb lassen.
Letztendlich werden diese Toleranzen am kritischsten auf den Steigungsdurchmesser angewandt (der theoretische Zylinder, bei dem die Gewindegrate und -rillen die gleiche Breite haben). Für ein metrisches Standardgewinde wird der theoretische Steigungsdurchmesser (d2) anhand des Nenndurchmessers (d) und der Steigung (P) mit der folgenden Formel berechnet:
d2 = d - 0,6495P
Die Kontrolle dieses spezifischen Maßes innerhalb des zugewiesenen Toleranzbandes ist das letztendliche Ziel der oben beschriebenen Bearbeitungs- und Prüfverfahren.
Umfassender Systemvergleich: Außengewinde vs. Innengewinde
| Merkmal/Dimension | Außengewinde (männlich) | Innengewinde (Female) |
| Geometrischer Standort | In die Außenfläche eines Zylinders oder Kegels schneiden. | Schneiden in die Innenfläche eines gebohrten Lochs oder einer Bohrung. |
| Typische Komponenten | Bolzen, Maschinenschrauben, Stehbolzen, Gewindespindeln, Gewindeschäfte. | Muttern, Gewindeflansche, Gewindelöcher in Motorblöcken oder Maschinenbetten. |
| Hauptdurchmesser (D / d) | Stellt den Abstand von Scheitel zu Scheitel dar. Es ist das größte Außenmaß (Nenngröße). | Stellt den Abstand von Wurzel zu Wurzel dar. Es handelt sich um den breitesten Schnitt, der tief im Inneren des Lochs verborgen ist. |
| Kleiner Durchmesser (D1 / d1) | Stellt den Wurzeldurchmesser dar. Er ist der dünnste, strukturell am meisten gefährdete Kern des Befestigungselements. | Stellt den Scheiteldurchmesser dar. Er bestimmt direkt die Größe des vor dem Gewindeschneiden erforderlichen Gewindebohrers. |
| Primäre Bearbeitungsverfahren | Gewindedrehen, Gewinderollen (Kaltumformung/Schmieden), Gewindeschneiden mit Gesenken, Gewindefräsen. | Gewindeschneiden (Schnitt- oder Formgewindebohrer), Innengewindedrehen (Bohren), Gewindefräsen. |
| Bearbeitende Umgebung | Schneiden unter freiem Himmel. Hervorragende Zugänglichkeit für Kühlmittel und natürliche Spanabfuhr durch Schwerkraft/Zentrifugalkraft. | Geschlossen/laustrophobisch. Besonders in Sacklöchern. Hohes Risiko von Spänestau und schlechter Kühlmitteldurchdringung. |
| Herausforderungen im Werkzeugbau | Im Allgemeinen sehr steife Werkzeugeinrichtungen. Der Werkzeugverschleiß ist leicht visuell zu überwachen. | Anfällig für Werkzeugbrüche aufgrund von verpackten Spänen. Intern Bohrstangen leiden unter einem hohen Überhangverhältnis (L/D), das zu Vibrationen/Rattergeräuschen führt. |
| Inspektion in der Werkstatt | Gewindelehrringe (Go/No-Go). Die Lehre umschließt das bearbeitete Teil. | Gewindelehrdorne (Go/No-Go). Der Lehrdorn tastet die Innenseite der bearbeiteten Bohrung ab. |
| Präzisionsmessung | Gewindemikrometer (V-anvil), Dreidrahtmethode, optische Komparatoren. | Spezialisierte Innenmikrometer, Koordinatenmessmaschinen (CMM) oder Innengussformen. |
| Metrische ISO-Toleranzen | Bezeichnet durch Kleinbuchstaben (z. B., 6g, 6h). Kontrolliert das Spiel auf dem Bolzen. | Bezeichnet durch Großbuchstaben (z.B., 6H, 6G). Steuert die Mindestgröße des Lochs. |
FAQ
Referenzen und weiterführende Literatur
- Sandvik Coromant - Wissenszentrum Gewindeschneiden Ein umfassender Leitfaden von einem der weltweit führenden Hersteller von Schneidwerkzeugen. Er bietet ausführliche Anwendungshinweise zum Gewindedrehen, Gewindefräsen und zur Auswahl von Wendeplatten für Außen- und Innenbearbeitungen. Website: https://www.sandvik.coromant.com/en-us/knowledge/machining-formulas-definitions/threading
- OSG Tooling - Fehlersuche und Anleitung zum Gewindeschneiden OSG ist ein weltweit führender Hersteller von Werkzeugen zur Herstellung von Bohrungen und Gewinden. Ihre technische Bibliothek ist eine hervorragende Ressource für das Verständnis der Komplexität des Innengewindebohrens, die richtige Berechnung der Gewindebohrergröße und Lösungen für die Spanabfuhr in Sacklöchern. Website: https://www.osgtool.com/resources/technical
- Engineers Edge - Metrische ISO-Gewindenormen und Toleranzen Eine wichtige Referenz für Konstrukteure. Diese Website bietet detaillierte Diagramme und technische Berechnungen für metrische ISO-Gewindeprofile, einschließlich der genauen Abmessungen für die 6H (intern) und 6g (externe) Toleranzklassen, die in diesem Artikel behandelt werden. Website: https://www.engineersedge.com/hardware/metric-external-thread-sizes1.htm
- Handbuch der Maschinen (Industrial Press) Wird oft als die “Bibel der mechanischen Industrie” bezeichnet. Obwohl es sich um ein gedrucktes Handbuch handelt, bleibt es die ultimative maßgebliche Quelle für die Drei-Draht-Messmethode, Formeln für die Gewindegeometrie und werkstoffspezifische Strategien zur Vermeidung von Abrieb. Website: https://industrialpress.com/machinerys-handbook/