
Hassas işleme dünyasında, doğru aletlere sahip olmak iyi bir ürün ile mükemmel bir ürün arasındaki tüm farkı yaratabilir. Bu temel araçlar arasında U matkap, çeşitli malzemelerde yüksek kaliteli delikler oluşturmak için çok yönlü ve verimli bir seçenek olarak öne çıkar. Bu kapsamlı kılavuz, U matkapların dünyasına girerek özelliklerini, uygulamalarını ve en iyi kullanım uygulamalarını keşfedecek.
U Tatbikatı nedir?

A U matkabı, aynı zamanda indekslenebilir uçlu matkap olarak da bilinir, verimli ve hassas delik açma işlemleri için tasarlanmış özel bir kesme aletidir. Geleneksel burgu matkaplardan farklı olarak, U matkapları Daha iyi talaş tahliyesi ve gelişmiş kesme performansı sağlayan benzersiz U şekilli oluk tasarımına sahiptir. Bu yenilikçi tasarım, U matkapları yüksek hızlı işleme ve üstün delik kalitesi gerektiren uygulamalar için özellikle uygun hale getirir.
U tatbikatlarının temel özellikleri şunlardır:
- Değiştirilebilir karbür uçlar
- Kendi kendine merkezleme özellikleri
- Mükemmel çip kontrolü
- Yüksek kesme hızları ve ilerleme oranları
- Çeşitli malzemeler arasında çok yönlülük
U Matkap Ölçü Tablosu ve Standart Ölçüler
Anlamak U matkabı Boyutlar, özel uygulamanız için doğru aracı seçmek açısından çok önemlidir. U matkabı Boyut tabloları genellikle matkap çapı, toplam uzunluk ve uç özellikleri hakkında bilgiler içerir. Standart U matkap boyutları, üreticiye bağlı olarak 0,472 inç (12 mm) gibi küçük çaplardan 2,559 inç (65 mm) veya daha büyük boyutlara kadar değişir.
Bir danışırken U matkap boyutu tablosu, aşağıdaki faktörleri göz önünde bulundurun:
- Gerekli delik çapı
- Delinmekte olan malzeme
- Delik derinliği
- Makine özellikleri
U matkap boyutlarının üreticiler arasında biraz farklılık gösterebileceğini unutmamak önemlidir, bu nedenle her zaman takım tedarikçiniz tarafından sağlanan özel U matkap boyutu tablosuna bakın.
U Matkap Uygulamaları
U matkaplar, çok yönlülükleri ve verimlilikleri sayesinde çok çeşitli sektörlerde ve malzemelerde uygulama alanı bulur. Bazı yaygın U matkap uygulamaları şunlardır:
- Otomotiv: Motor blokları, şanzıman gövdeleri, fren bileşenleri
- Havacılık ve Uzay: Yapısal bileşenler, iniş takımı parçaları
- Petrol ve Gaz: Matkap uçları, vanalar, flanşlar
- Genel İmalat: Makine çerçeveleri, kalıplar, kalıplar
U matkaplar, aşağıdakiler de dahil olmak üzere çeşitli malzemeleri delmede mükemmeldir:
- Çelik ve paslanmaz çelik
- Dökme demir
- Alüminyum ve diğer demir dışı metaller
- Kompozitler
CNC Takım Tezgahlarında U Matkap Kullanma Teknikleri

- U matkapları Takım tezgahının yüksek rijitliğini ve takım-iş parçası merkezlemesini gerektirir, bu nedenle büyük güç, yüksek rijitlik ve yüksek hızlı CNC takım tezgahlarında kullanım için uygundurlar.
- U matkapları kullanırken, merkez kesici uç için iyi tokluğa sahip kesici uçlar ve çevresel kesici uçlar için daha keskin kesici uçlar seçin.
- Farklı malzemeler için farklı talaş yuvası şekillerine sahip kesici uçlar seçin. Genellikle küçük ilerlemeler, küçük toleranslar ve daha büyük delik/çap oranları için daha küçük kesme kuvvetlerine sahip kesici uçlar kullanın; kaba işleme, büyük toleranslar ve daha küçük delik/çap oranları için ise daha büyük kesme kuvvetlerine sahip kesici uçlar kullanın.
- Kullanım sırasında daima makine iş mili gücünü, U matkap bağlama stabilitesini, soğutma sıvısı basıncını ve akış hızını göz önünde bulundurun ve delik yüzey pürüzlülüğünü ve boyutsal doğruluğu etkilememek için talaş kaldırmayı kontrol edin.
- Sıkıştırma sırasında U matkap merkezinin iş parçası yüzeyine denk ve dik olduğundan emin olun.
- İş parçası malzemesine göre uygun kesme parametrelerini seçin.
- Deneme kesimi sırasında, kırılma veya hasarı önlemek için besleme hızlarını dikkatsizce azaltmayın veya hızları düşürmeyin. U matkap ucu veya araç.
- Uçlar kullanım sırasında aşınma gösterdiğinde veya kırıldığında, nedenlerini dikkatlice analiz edin ve bunları daha sağlam veya aşınmaya dayanıklı uçlarla değiştirin.
- Çok adımlı delikleri işlerken, daha büyük deliklerle başlayın ve ardından daha küçük delikleri işleyin.
- U delme sırasında talaşları temizlemek için yeterli soğutma sıvısı basıncı sağlayın.
- U matkapların merkezi ve çevresi için kesici uçları karıştırmayın, aksi takdirde U matkap şaftı hasar görebilir.
- U matkapla delme yaparken iş parçası dönüşü, takım dönüşü veya eşzamanlı dönüş kullanılabilir; ancak doğrusal ilerleme genellikle iş parçası dönüşü ile birlikte kullanılır.
- CNC işleme sırasında makinenin kapasitesini göz önünde bulundurun ve genellikle hızları ve ilerlemeleri düşürerek kesme parametrelerini uygun şekilde ayarlayın.
U Matkap Parametreleri
U matkaplar için işleme parametrelerinin hesaplanması (hızlı delme)
Matkap dönüş hızının hesaplanması
n = (Vc × 1000) / (3,14 × Dc)
Vc (m/dak): Doğrusal hızın standart değeri
Dc (mm): Matkap çapı
n (devir/dakika): matkap ucunun gerçek hızı
Örnek: Kesici ucun doğrusal hızı 100 m/dak ve matkap ucunun çapı 20 mm ise, matkap ucunun dönme hızı: n = (100 × 1000) / (3,14 × 20) ≈ 1600 dev/dak
İlerleme hızının belirlenmesi
Vf = Fr × n
Vf (mm/dak): takımın ilerleme hızı
Fr (mm/dev): devir başına ilerleme hızı
n (devir/dak): iş mili hızı
Örnek: İş mili hızı 1600 dev/dak ve devir başına ilerleme 0,1 mm/dev ise, ilerleme hızı şöyledir: Vf = Fr × n = 1600 × 0.1 = 160 mm/dak
Delik işleme süresinin tahmini
Tc = (H / Vf) × 60
Tc (s): işleme için gereken süre
H (mm): Delik derinliği
Örnek: İlerleme hızı 140 mm/dak ise, 20 mm çapında ve 40 mm derinliğinde bir delik delin, o zaman işleme süresi şöyledir: Tc = (H / Vf) × 60 = (40 / 160) × 60 ≈ 15s
U Matkap Kesme Hızı
Doğru U matkap kesme hızının belirlenmesi, optimum performans ve takım ömrü elde etmek için çok önemlidir. U matkap kesme hızları, gelişmiş tasarımları ve kesici uç teknolojileri nedeniyle tipik olarak geleneksel matkaplarda kullanılanlardan daha yüksektir.
U matkap kesme hızını etkileyen faktörler şunlardır:
- Malzeme sertliği ve bileşimi
- Matkap çapı
- Ekleme derecesi ve geometrisi
- Soğutma sıvısı tipi ve dağıtım yöntemi
Genel bir kılavuz olarak, çelik için U matkap kesme hızları dakikada 300 ila 600 yüzey fiti (SFM) arasında değişebilirken, alüminyum için hızlar önemli ölçüde daha yüksek olabilir ve genellikle 1000 SFM'yi aşabilir. Her zaman üreticinin tavsiyelerine başvurun ve özel uygulamanıza ve istediğiniz sonuçlara göre ayarlayın.
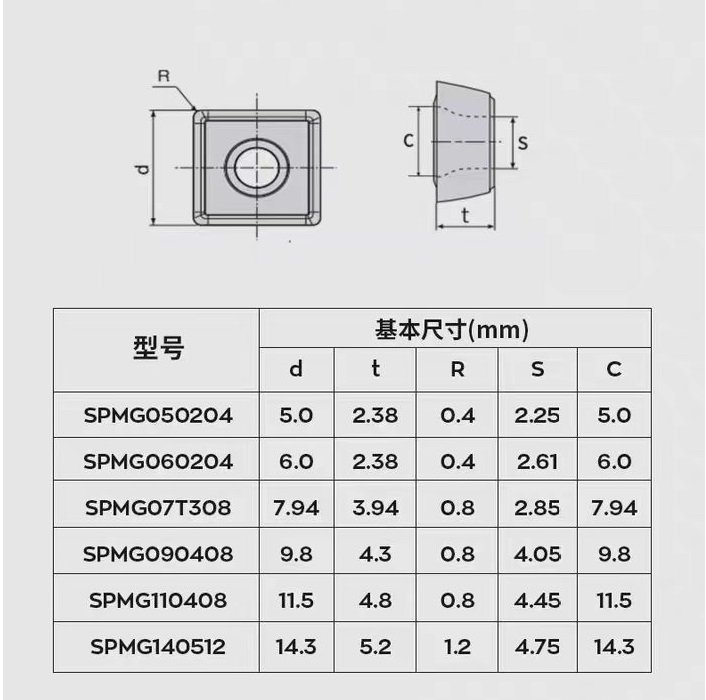
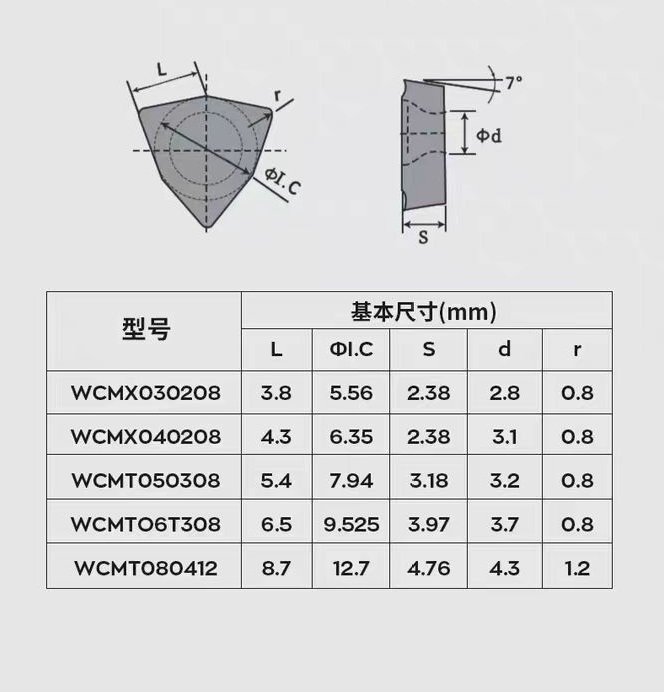
u matkap türleri
U matkap tipleri şunları içerir:spmg ekleme(spmg 05 eki, spmg 06 eki, spmg 07 eki, spmg 09 eki, spmg 11 eki, spmg 14 eki) ve wcmx eki (wcmx 03 eki, wcmx 04 eki, wcmx 05 eki, wcmx 06 eki, wcmx 08 eki).
CNC U Matkaplar
U matkapların CNC (Bilgisayarlı Sayısal Kontrol) makineleriyle entegrasyonu, modern üretimde delme işleminde devrim yaratmıştır. CNC U matkapları, manuel delme işlemlerine göre çeşitli avantajlar sunar:
- Artırılmış hassasiyet ve tekrarlanabilirlik
- Otomatik takım değişiklikleri sayesinde daha yüksek verimlilik
- Karmaşık delme modellerini ve dizilerini gerçekleştirme becerisi
- Geliştirilmiş süreç kontrolü ve izleme
CNC kullanırken U matkaplarıgibi faktörleri göz önünde bulundurmak önemlidir:
- Doğru takım tutucu seçimi
- Hassas takım uzunluğu ve çap telafisi
- Verimli takım yolları için optimize edilmiş CNC programlama
VMC (Dikey İşleme Merkezleri) için U Matkaplar
Dikey İşleme Merkezleri (VMC'ler), U matkapların kullanımından büyük ölçüde faydalanabilen çok yönlü makinelerdir. VMC uygulamaları için U matkapları kullanırken aşağıdakileri göz önünde bulundurun:
- Makine ve iş parçası tutma rijitliği
- Soğutma sıvısı dağıtım sistemi özellikleri
- Farklı delik boyutları için takım değiştirme gereksinimleri
- Diğer işleme operasyonları ile entegrasyon
VMC uygulamalarına yönelik U matkaplar genellikle dikey yönlerde performansı en üst düzeye çıkarmak için geliştirilmiş soğutma sıvısı kanalları ve yerçekimi destekli talaş tahliyesi için optimize edilmiş kesici uç geometrileri gibi özel uyarlamalara sahiptir.
Doğru U Matkap Seçimi
Özel uygulamanız için uygun U matkabı seçmek, optimum sonuçlar elde etmek için çok önemlidir. Bir U matkap seçerken aşağıdaki faktörleri göz önünde bulundurun:
- Delik çapı ve derinlik gereksinimleri
- Malzeme özellikleri
- Makine yetenekleri
- Üretim hacmi
- Yüzey bitirme gereksinimleri
- Maliyet değerlendirmeleri (ilk yatırıma karşı uzun vadeli tasarruflar)
İhtiyaçlarınızı en iyi şekilde karşılayan ve işleme verimliliğinizi en üst düzeye çıkaran U matkabı seçtiğinizden emin olmak için takım uzmanlarına ve üreticilerine danışın.
U Matkap Kullanımı İçin Önemli Noktalar

- Doğru montaj yönüne dikkat edin - hangi uçlar yukarı, aşağı, içeri ve dışarı bakar.
- Merkez yüksekliği, çapa bağlı olarak genellikle 0,1 mm'lik bir kontrol aralığı içinde kalibre edilmelidir. Daha küçük çaplı U matkapların daha yüksek merkez yüksekliği gereksinimleri vardır. Uygun olmayan merkez yüksekliği düzensiz kesici uç aşınmasına, büyük deliklere ve kesici uç ömrünün kısalmasına neden olabilir.
- U matkapların yüksek soğutma sıvısı gereksinimleri vardır - soğutma sıvısı merkeze ulaşmalıdır ve basınç daha yüksek olduğunda daha iyidir. Basıncı sağlamak için fazla soğutma sıvısı portları bloke edilebilir.
- Üreticinin kesme parametrelerini dikkate alın, ancak farklı kesici uç markalarını ve makine gücünü de göz önünde bulundurun. İşleme sırasında makine yükünü referans alın ve genellikle yüksek hızlar ve düşük ilerlemeler kullanarak uygun ayarlamaları yapın.
- Uçları inceleyin ve zamanında değiştirin. Uçları ters çevirmeyin.
- Kesme derinliğini iş parçası sertliğine ve kesici uç çıkıntı uzunluğuna göre ayarlayın. Daha sert iş parçalarında daha büyük çıkıntı uzunlukları ve daha küçük kesme derinlikleri kullanılır.
- Aşırı aşınmış kesici uçları kullanmayın. Kesici uç aşınması ile işlenebilir iş parçası miktarlarını kaydedin ve kesici uçları zamanında değiştirin.
- Yeterli, doğru basınçlandırılmış dahili soğutma sıvısı kullanın. Birincil işlevleri talaş kaldırma ve soğutmadır.
- U matkaplar mor bronz veya yumuşak alüminyum gibi daha yumuşak malzemeler için uygun değildir.
U Matkapların Bakım ve Onarımı
U matkapların uzun ömürlü olması ve tutarlı performans göstermesi için uygun şekilde bakımlarının yapılması şarttır. Bu en iyi uygulamaları takip edin:
- Uçları aşınma ve hasar açısından düzenli olarak inceleyin
- Matkap gövdesini ve kesici uçları temizleyin ve yağlayın
- U matkapları temiz ve kuru bir ortamda saklayın
- Kesici uç indeksleme ve değiştirme için üretici yönergelerini izleyin
- Kesme parametrelerini izleyin ve erken aşınmayı önlemek için gerektiğinde ayarlayın
Yaygın U matkap sorunlarını giderme:
- Kötü delik kalitesi: Kesici uç durumunu ve kesme parametrelerini kontrol edin
- Aşırı titreşim: Uygun takım tutucu dengesini ve makine rijitliğini doğrulayın
- Tutarsız delik boyutu: Kesici uç aşınması veya yanlış kurulum açısından inceleyin
Sonuç
U matkaplar, çok çeşitli uygulamalarda üstün performans ve verimlilik sunarak modern işleme operasyonlarında vazgeçilmez bir araç haline gelmiştir. Makinistler, U matkap boyutu çizelgelerini, parametreleri ve en iyi uygulamaları anlayarak delme işlemlerinde olağanüstü sonuçlar elde etmek için bu çok yönlü araçlardan yararlanabilir.
Teknoloji ilerlemeye devam ettikçe, U matkap tasarımı, malzemeleri ve kaplamalarında daha fazla yenilik görmeyi bekleyebiliriz. Bu gelişmeler muhtemelen gelecekte daha da yüksek kesme hızlarına, gelişmiş aşınma direncine ve U matkaplar için genişletilmiş uygulamalara yol açacaktır.
U matkapların kullanımında ustalaşarak ve sondaj teknolojisindeki en son gelişmelerden haberdar olarak, makineciler ve üreticiler sürekli gelişen hassas işleme dünyasında rekabet avantajını koruyabilirler.
U matkap nedir ve normal bir burgulu matkaptan farkı nedir?
U matkap, geleneksel burgulu matkaplara kıyasla daha iyi talaş tahliyesi ve daha yüksek kesme hızları sunan, U şeklinde oluk tasarımına sahip değiştirilebilir kesici uçlu bir matkaptır. Yekpare bir kesme kenarı yerine değiştirilebilir karbür uçlar kullanır.
U matkap ile hangi malzemeler işlenebilir?
U matkaplar çelik, paslanmaz çelik, dökme demir, alüminyum ve diğer demir dışı metaller dahil olmak üzere çok çeşitli malzemeleri işleyebilir. Bazı kompozit malzemeler için de uygundurlar.
U matkap kullanmanın avantajları nelerdir?
Avantajları arasında daha yüksek kesme hızları, daha iyi delik kalitesi, daha iyi talaş tahliyesi, daha uzun takım ömrü ve matkabın tamamı yerine aşınmış kesici uçların kolayca değiştirilebilmesi yer alır.
Doğru U matkap boyutunu nasıl seçerim?
Üretici tarafından sağlanan bir U matkap boyutu tablosuna başvurun. Gerekli delik çapını, derinliğini, delinecek malzemeyi ve makinenizin teknik özelliklerini göz önünde bulundurun.
U matkaplar için tipik kesme hızları nelerdir?
Kesme hızları malzemeye ve matkap boyutuna göre değişir, ancak genellikle çelik için 300-600 SFM arasında değişir ve alüminyum için 1000 SFM'yi aşabilir. Her zaman üretici tavsiyelerine başvurun.
U matkaplar CNC makinelerinde kullanılabilir mi?
Evet, U matkaplar dikey işleme merkezleri (VMC'ler) de dahil olmak üzere CNC makinelerinde yaygın olarak kullanılır. Otomatik süreçlerle iyi entegre olurlar.
u drill devir ilerleme?
Devir (Dönüş Hızı): Dönüş hızı veya iş mili hızı tipik olarak dakika başına devir (RPM) olarak ölçülür. U matkaplar için optimum dönüş hızı çeşitli faktörlere bağlıdır:
Delinmekte olan malzeme: Farklı malzemeler farklı kesme hızları gerektirir.
U matkap çapı: Daha büyük çaplar genellikle daha düşük RPM'ler gerektirir.
U matkap kesme hızı: Bu genellikle üretici tarafından dakika başına yüzey fiti (SFM) veya dakika başına metre (m/dak) olarak sağlanır.
Uygun RPM'yi hesaplamak için bu formülü kullanın: RPM = (SFM x 3,82) / Çap (inç cinsinden)
İlerleme (İlerleme Hızı): İlerleme hızı, matkabın iş parçasına girme hızıdır ve genellikle devir başına inç (IPR) veya devir başına milimetre (mm/dev) olarak ölçülür.
Besleme hızını etkileyen faktörler şunlardır:
Malzeme sertliği
İstenen delik kalitesi
U matkap boyutu
Makine sertliği
U matkap üreticileri genellikle farklı malzemeler ve matkap boyutları için önerilen besleme hızlarını sağlar.



