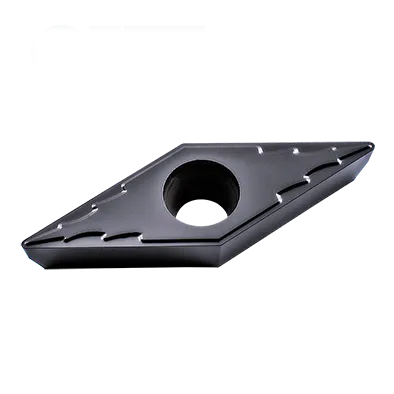

VCMT 插入件
VCMT insert angle:35 degrees 7° Positive Rake Insert with single-sided Chipbreaker;
Screw-On Insert, Finishing machining;
VCMT insert sizes: IE6.35mm/9.525mm;LE11mm/16.5mm;RE0.4mm/0.8mm/1.2mm;
Matching VCMT insert Tool Holder: SVJBR/L, SVABR/L, SVVBN, SVQBR/L, SVUBR/L;
Range of VCMT insert types:(ISO)VCMT1103/ VCGT1604;
VCMT Insert can deal with multiple operations by combining different chip breakers and grades;
产品介绍
The insert is mainly used for semi-finishing or finishing applications.
The diamond shape with a 35 degree top angle has the widest accessibility and provides the best surface finish when machining out of round.
With our proprietary coating, the insert is suitable for most materials.
主要特征
- 形状: VCMT inserts feature a 35° rhombic (diamond) shape, giving them four cutting edges for cost-effectiveness. This narrower angle enhances strength at the cutting tip.
- 正前角: The cutting face slopes slightly forward from the cutting edge. This often produces a smoother cut with lower cutting forces, suitable for softer materials or low-power machines.
- 间隙角: 通常为 7°,有助于防止与工件摩擦。
- 断屑槽: VCMT inserts feature various chipbreaker geometries to control chip formation and flow.
- 涂料: 常涂有TiN、AlTiN等材料,以提高耐磨性和刀具寿命。
VCMT insert Specification
Understanding the Insert Code
V: Shape. Rhombic (diamond) with a 80-degree included angle.
C: Clearance Angle. 7 degrees (positive).
M: Tolerance. Typically medium tolerance, but other options might be available.
T: Chipbreaker style & Hole Configuration. This letter identifies the specific chipbreaker geometry and hole presence/absence. Chipbreaker variations are numerous and manufacturer-specific.
数字:
First Two Digits: Inscribed circle (IC) diameter in millimeters. To obtain the approximate inch equivalent, divide this number by 25.4.
Next Two Digits: Thickness in millimeters. Divide by 25.4 to convert to inches.
Last Two Digits: Nose radius in millimeters. To convert to inches, divide by 25.4.
VCMT insert holder(Boring bar)


SVQBR/L
SVUBR/L

Carbide VCMT Insert Dimensions (ISO)
| 指定 | 内切圆 (IC) | 厚度 | 拐角半径 |
|---|---|---|---|
| VCMT 110302 | 11mm (0.43") | 3.18mm (0.125") | 0.2mm (0.008") |
| VCMT 110304 | 11mm (0.43") | 3.18mm (0.125") | 0.4mm (0.016") |
| VCMT 160404 | 16mm (0.63") | 4.76mm (0.187") | 0.4mm (0.016") |
| VCMT 160408 | 16mm (0.63") | 4.76mm (0.187") | 0.8mm (0.031") |
Example: VCMT 160408 (ISO)
- 夹角为 80 度的菱形(菱形)
- 7 度正间隙角
- 中等耐受性
- 制造商特定的断屑槽和孔配置
- 16mm 内切圆直径(约 0.63″ 以英寸来算)
- 4毫米厚(约0.157″ 以英寸来算)
- 0.8mm 刀尖半径(约 0.031″ 以英寸来算)
The Science Behind Carbide Inserts: How They're Made and Why They're So Strong
硬质合金刀片是目前最通用、最耐用的切削工具之一。但它们是如何制作的呢?是什么让他们如此强大?在本视频中,我们将探索硬质合金刀片背后的科学,从碳化钨的特性到制造工艺。
我们的生产能力
在现代制造业中,高性能硬质合金刀片是不可或缺的工具,为高效、精确的金属加工奠定了基础。然而,这些特殊的插入物并不是自行存在的。他们得到了先进机械的坚定支持。









