TIPS & TRICKS
为了在生产中达到完美的效果,您需要 强大的工具。 15 年来,我们的客户一直受益于我们的产品 有效率的 进行机械加工工作,特别是 使用高品质精密刀具进行金属切削。
请在此处找到故障排除解决方案或有关如何优化加工流程的提示。在本节中,我们为您提供安全使用的提示和技巧,从而延长工具的使用寿命。
您是否已尝试了所有方法,但您的加工工艺尚未达到您想要的优化程度?需要我们的专家建议吗?
我们很高兴为您提供支持!联系我们的专家:
- +86-15050255160
- bigsunjian@gmail.com
- +86-15050255160
- 询问




整体硬质合金钻头

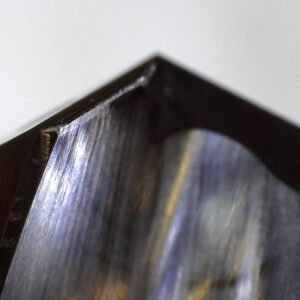
磨损类型
后刀面磨损
行动
- 降低切削速度
- 增加冷却液压力/数量
- 增加冷却润滑剂的浓度
- 提高进给速度

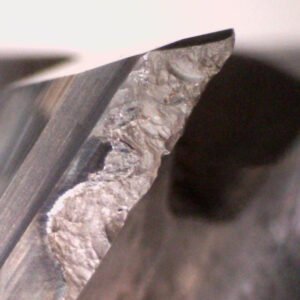
磨损类型
月牙洼磨损
行动
- 降低切削速度
- 增加冷却液压力/数量
- 增加冷却润滑剂的浓度
- 降低进给量
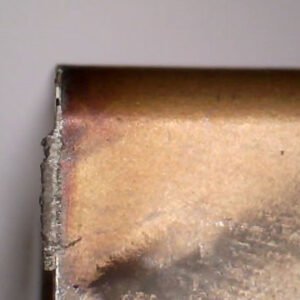
磨损类型
塑性变形
行动
- 降低切削速度
- 增加冷却液压力/数量
- 增加冷却润滑剂的浓度
- 降低进给量

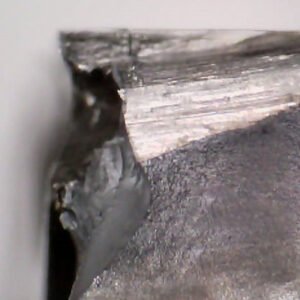
磨损类型
积边
行动
- 提高切割速度
- 增加冷却液压力/数量
- 增加冷却润滑剂的浓度
- 提高进给速度

磨损类型
切割凿子边缘碎裂
行动
- 提高切割速度
- 增加冷却液压力/数量
- 降低进给量
- 检查同心度
可转位刀片钻头

磨损类型
后刀面磨损
行动
- 降低切削速度
- 增加冷却液压力/数量
- 增加冷却润滑剂的浓度
- 提高进给速度

磨损类型
月牙洼磨损
行动
- 降低切削速度
- 增加冷却液压力/数量
- 增加冷却润滑剂的浓度
- 降低进给量

磨损类型
塑性变形
行动
- 降低切削速度
- 增加冷却液压力/数量
- 增加冷却润滑剂的浓度
- 降低进给量

磨损类型
积边
行动
- 提高切割速度
- 增加冷却液压力/数量
- 增加冷却润滑剂的浓度
- 提高进给速度

磨损类型
切削刃破损
行动
- 提高切割速度
- 增加冷却液压力/数量
- 降低进给量

磨损类型
边缘开裂
行动
- 降低切削速度
- 增加冷却液压力/数量
- 增加冷却润滑剂的浓度
- 降低进给量

磨损类型
突破
行动
- 提高切割速度
- 增加冷却液压力/数量
- 增加冷却润滑剂的浓度
- 降低进给量
整体硬质合金立铣刀

磨损类型
后刀面磨损
行动
- 降低切削速度
- 检查冷却喷射方向/使用带 IC 的支架
- 提高进给速度

磨损类型
月牙洼磨损
行动
- 降低切削速度
- 检查冷却喷射方向/使用带 IC 的支架
- 提高进给速度

磨损类型
缺口磨损
行动
- 降低切削速度
- 检查冷却喷射方向/使用带 IC 的支架
- 提高进给速度

磨损类型
积边
行动
- 提高切割速度
- 检查冷却喷射方向/使用带 IC 的支架
- 无需冷却润滑即可工作
- 提高进给速度
磨损类型
切削刃破损
行动
- 降低进给量

磨损类型
边缘开裂
行动
- 降低切削速度
- 无需冷却润滑即可工作
- 降低进给量

磨损类型
突破
行动
- 提高切割速度
- 检查冷却喷射方向/使用带 IC 的支架
- 降低进给量
可转位刀片铣刀

磨损类型
后刀面磨损
行动
- 降低切削速度
- 使用更硬的硬质合金材质
- 检查冷却喷射方向/使用带 IC 的研磨机
- 提高进给速度

磨损类型
月牙洼磨损
行动
- 降低切削速度
- 使用更硬的硬质合金材质
- 检查冷却喷射方向/使用带 IC 的研磨机
- 降低进给量
- 使用合适的刀片几何形状 (ap / fn)

磨损类型
缺口磨损
行动
- 降低切削速度
- 使用较软的硬质合金材质
- 降低进给量
- 使用更硬的更小的安装角度
- 使用合适的刀片几何形状 (ap / fn)

磨损类型
塑性变形
行动
- 降低切削速度
- 使用更硬的硬质合金材质
- 检查冷却喷射方向/使用带 IC 的研磨机
- 降低进给量
- 使用更硬的更小的安装角度
- 使用合适的刀片几何形状 (ap / fn)

磨损类型
积边
行动
- 提高切割速度
- 检查冷却喷射方向/使用带 IC 的研磨机
- 无需冷却润滑即可工作
- 提高进给速度
- 使用合适的刀片几何形状 (ap / fn)

磨损类型
切削刃破损
行动
- 使用较软的硬质合金材质
- 降低进给量
- 使用更硬的更小的安装角度
- 使用合适的刀片几何形状 (ap / fn)

磨损类型
边缘开裂
行动
- 降低切削速度
- 使用较软的硬质合金材质
- 无需冷却润滑即可工作
- 降低进给量

磨损类型
突破
行动
- 提高切割速度
- 使用较软的硬质合金材质
- 检查冷却喷射方向/使用带 IC 的支架
- 降低进给量
- 使用更硬的更小的安装角度
- 使用合适的刀片几何形状 (ap / fn)
车削刀片

磨损类型
后刀面磨损
行动
- 降低切削速度
- 使用更硬的硬质合金材质
- 检查冷却喷射方向/使用带 IC 的支架
- 提高进给速度

磨损类型
月牙洼磨损
行动
- 降低切削速度
- 使用更硬的硬质合金材质
- 检查冷却喷射方向/使用带 IC 的支架
- 降低进给量
- 使用合适的刀片几何形状 (ap / fn)

磨损类型
缺口磨损
行动
- 降低切削速度
- 使用较软的硬质合金材质
- 降低进给量
- 使用更硬的更小的安装角度
- 使用合适的刀片几何形状 (ap / fn)

磨损类型
塑性变形
行动
- 降低切削速度
- 使用更硬的硬质合金材质
- 检查冷却喷射方向/使用带 IC 的支架
- 降低进给量
- 使用合适的刀片几何形状 (ap / fn)
磨损类型
积边
行动
- 提高切割速度
- 检查冷却喷射方向/使用带 IC 的支架
- 提高进给速度
- 使用合适的刀片几何形状 (ap / fn)
磨损类型
切削刃破损
行动
- 降低切削速度
- 使用较软的硬质合金材质
- 降低进给量
- 使用更硬的更小的安装角度
- 使用合适的刀片几何形状 (ap / fn)

磨损类型
边缘开裂
行动
- 降低切削速度
- 使用较软的硬质合金材质
- 无需冷却润滑即可工作
- 降低进给量

磨损类型
突破
行动
- 提高切割速度
- 使用较软的硬质合金材质
- 检查冷却喷射方向/使用带 IC 的支架
- 降低进给量
- 使用更硬的更小的安装角度
- 使用合适的刀片几何形状 (ap / fn)