

廣泛的工具產品組合可換刀片式與整體硬質合金刀具
客製化工具評測圖紙、樣品及應用案例
應用程式配對材料、操作及工具代碼
B2B 供應支援經銷商、OEM 及終端用戶的報價請求
產品系列
滿足您核心 CNC 刀具需求的唯一供應商
請根據加工工序選擇產品系列。硬質合金刀片仍是首要產品系列,而刀柄、銑刀、端銑刀及鑽孔刀具則各有其明確的切入點。.
優先級範圍
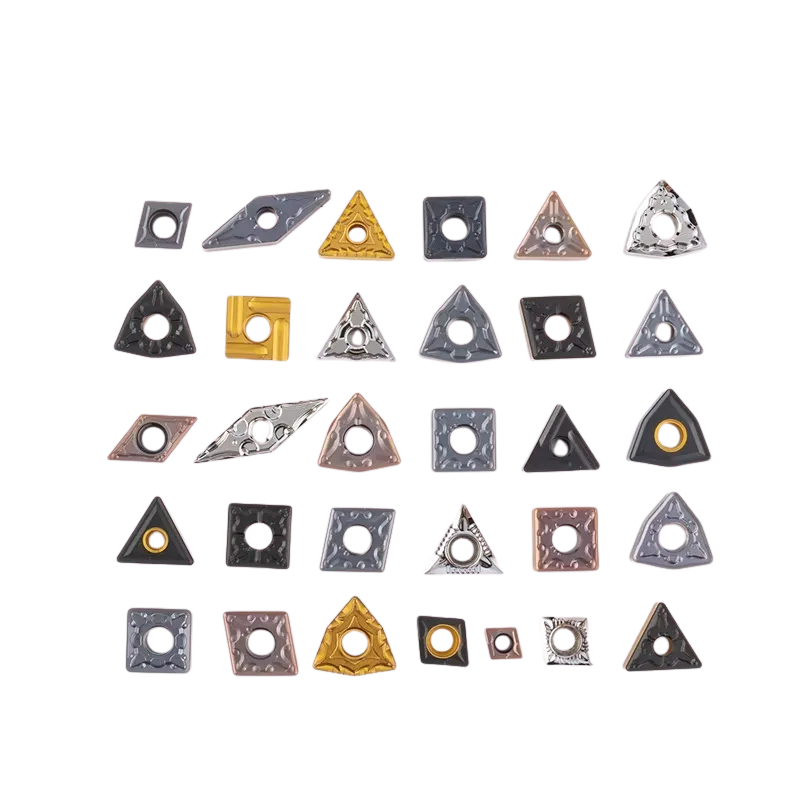
硬質合金刀片
車削、銑削、攻牙、開槽及鑽孔刀片,可選擇刀片材質及斷屑器。.
檢視硬質合金刀片
車削系統

車削刀柄
外置刀柄、鉸孔桿、攻牙刀柄、開槽刀柄及斷料系統。.
檢視刀柄
可換刀片銑削
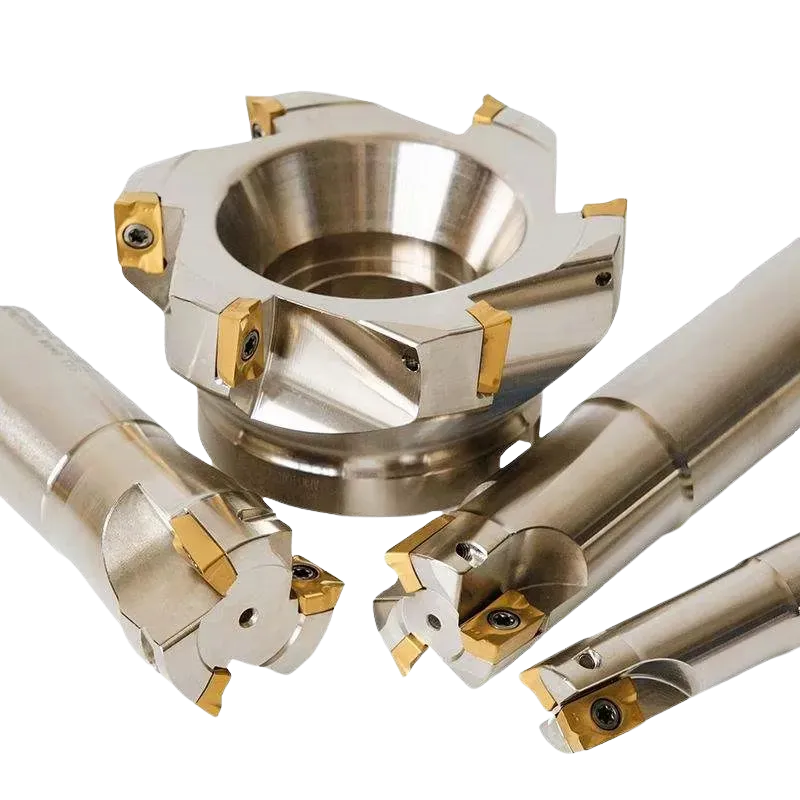
銑削刀片與銑刀
適用於端面銑削、肩部銑削、輪廓銑削及粗銑的刀片與刀頭解決方案。.
瀏覽銑削刀具
實心硬質合金

實心硬質合金立铣刀
方形、球頭、倒角、粗加工、長柄及適用於特定材料的立銑刀。.
瀏覽立銑刀
鑽孔

開孔工具
可更換鑽頭、U-drill 系統及針對特定應用設計的鑽孔工具解決方案。.
瀏覽鑽孔工具
接單製作

客製化切削工具
基於圖紙的嵌件、成型工具、特殊輪廓件、客製化立銑刀、標記與包裝。.
檢視客製化工具
依操作方式選擇
根據加工製程選用合適的刀具
不同的加工工序需要不同的刀具系統。應從加工流程著手,接著確認工件材質、刀具代碼、尺寸、機台剛性及生產目標。.
工件材質與硬度
粗加工、精加工或輪廓加工
現有刀片或刀柄代碼
圖示、數量與預期結果

精選產品系列
硬質合金刀片仍是 ONMY 的核心產品系列
首頁展示了完整的刀具產品組合,其中硬質合金刀片類別設有專屬且醒目的入口,方便買家搜尋車削刀片、銑削刀片、材質等級、斷屑槽及對應的刀具代碼。.
車削刀片,例如 CNMG、WNMG、TNMG、CCMT 及相關 ISO 規格
銑削刀片使用說明,包含 APMT、APKT、RPMT 以及針對特定應用設計的幾何形狀
根據材料與加工條件,對銑刀等級、塗層及斷屑槽進行評估
提供標準替換件、OEM 標記及客製化嵌件的報價支援
探索硬質合金刀片
客製化模具
傳送圖面、樣品工具或加工問題
當目錄中的刀具無法滿足需求時,ONMY 可根據實際工件及加工條件,評估非標準刀片、客製化刀身、特殊立銑刀以及針對特定應用設計的刀具。.
自訂幾何形狀與尺寸
材料與塗層綜述
樣本與失效工具分析
OEM 標示與包裝
請提供您的需求

詢價單審核工作流程
請提供刀具代碼或圖面、工件材質、加工工序、數量以及目前的加工問題。.
圖示評論引用
為什麼選擇 ONMY
專為技術性 B2B 工具諮詢而設計
首頁應能協助買家快速了解貴公司的完整產品範圍、找出正確的產品選購路徑,並提供足夠的資訊以利製作實用的報價單。.
完整產品範圍
硬質合金刀片、刀柄、銑刀、整體硬質合金立銑刀、鑽孔刀具及客製化刀具。.
替換與採購
在評估替代方案時,請以 ISO 代碼、現行供應商代碼、圖面或樣品工具為起點。.
客製化工程輸入
檢視尺寸、輪廓、伸展範圍、半徑、塗層、材質及操作限制。.
經銷商與 OEM 支援
討論重複供貨、產品標示、標籤、包裝及產品線開發等事宜。.
索取報價
請告訴我們您需要加工的物件
一則有用的刀具諮詢不應僅包含產品名稱。請提供現有的技術資訊,以便團隊能評估正確的刀具選型方向。.
刀具或刀片型號、圖面或產品照片
工件材質、硬度與加工工序
所需尺寸、數量及當前模具問題
如適用,請提供 OEM 標示或包裝要求
請提供您的模具需求
以下表單是由 WPForms 表單 ID 14 所渲染的。.
