
VCGT 插入物
VCGT刀片角度:35度7°正前角刀片,带单面断屑槽;
旋入式刀片、精加工;
配套VCGT刀片刀柄:SVJBR/L、SVABR/L、SVVBN、SVQBR/L、SVUBR/L;
VCGT 刀片类型范围:(ISO)VCGT160404/ VCGT160408/ VCGT110302/ VCGT110304(ANSI) VCGT331;
VCGT刀片可以通过组合不同的断屑槽和牌号来处理多种操作;
材质:碳化钨;
产品介绍
VCGT刀片专为铝合金车床加工而设计,配有专用断屑槽,不仅消除了铝合金精加工时出现的切屑缠绕问题,而且提供了优异的表面光洁度。
主要特征
- 形状: VCCT 刀片具有 80° 菱形(菱形)形状,具有四个切削刃,具有成本效益。
- 正前角: 切削面从切削刃稍微向前倾斜。这通常会以较小的切削力产生更平滑的切削,适合特定的材料类型。
- 间隙角: 通常约为 7°,有助于防止与工件摩擦。
- 锋利的切削刃: 锐角半径可提高表面光洁度,特别是对于精加工操作。
- 断屑槽: VCGT 刀片的一侧或两侧可能有断屑槽,以影响切屑形成和控制。
- 涂料: 常涂有TiN、AlTiN等材料,以提高耐磨性和刀具寿命。
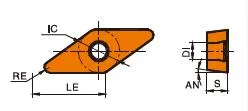
VCGT 刀片规格
了解 VCGT 代码
VCGT 名称中的字母和数字告诉您有关插入件的信息:
- 五: 80°菱形
- C: 7° 后角
- G: 表示特定的孔和断屑槽设计(因制造商而异)
- 电话: 表示公差等级(尺寸精度)
- 数字:
- 通常,前两个数字代表以十六分之一英寸为单位的内切圆(菱形的大小)(对于 ISO 代码,则直接以毫米为单位)。
- 第三个数字代表厚度(以十六分之一英寸为单位)。
- 最后一个数字通常表示刀尖半径(越小意味着越锋利)。
VCGT刀片架(镗杆)


SVQBR/L
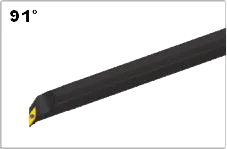
SVUBR/L

硬质合金 VCGT 刀片尺寸 (ISO)
| 指定 | 内切圆 (IC) | 厚度 | 拐角半径 |
|---|---|---|---|
| VCGT 110302 | 11mm (0.43") | 3.18mm (0.125") | 0.2mm (0.008") |
| VCGT 110304 | 11mm (0.43") | 3.18mm (0.125") | 0.4mm (0.016") |
| VCGT 160404 | 16mm (0.63") | 4.76mm (0.187") | 0.4mm (0.016") |
| VCGT 160408 | 16mm (0.63") | 4.76mm (0.187") | 0.8mm (0.031") |
The Science Behind Carbide Inserts: How They're Made and Why They're So Strong
硬质合金刀片是目前最通用、最耐用的切削工具之一。但它们是如何制作的呢?是什么让他们如此强大?在本视频中,我们将探索硬质合金刀片背后的科学,从碳化钨的特性到制造工艺。
我们的生产能力









