DCMT车刀片
DCMT刀片角度:7° 带单面断屑槽的正前角刀片;
55°菱形车削刀片;
推荐用于钢、不锈钢和铸铁;
断屑槽应用:半精加工;
配套DCMT刀柄:SDQCR/L、SDUCR/L;
材质:碳化钨;
牌号:PVD、CVD均可;
应用行业:模具 & 模具、医疗器械、制造等;
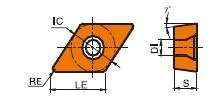
DCMT刀片规格
DCMT 刀片是指菱形(55 度)、可转位切削刀片,具有 7 度后角、中等公差和内置断屑槽。
这些刀片通常用于金属加工中的各种车削操作。
刀尖半径对表面光洁度、断屑和刀片强度具有至关重要的影响。
我们提供多种不同的刀尖半径选择,以帮助提高工作质量。一般来说,刀尖半径小会导致切削深度小,减少振动并增强断屑。
另一方面,大刀尖半径将适合高进给率、大切深和较强的切削刃稳定性。
刀尖半径和切削深度之间的关系会影响振动趋势。
DCMT刀片刀柄


DCMT 插入 含义
了解 DCMT 插入代码
- d: 形状:菱形(菱形),夹角为 55 度。
- C: 间隙角:7度(正)
- 中号: 公差:中等公差为标准,但也可能提供其他精度公差。
- 电话: 断屑槽样式 & 孔配置。该字母表示特定的断屑槽几何形状以及刀片是否有孔。断屑槽种类繁多,且因制造商而异。
- 数字:
- 前两位数字: 内切圆 (IC) 直径(以毫米为单位)。要获得近似的英寸当量,请将此数字除以 25.4。
- 接下来的两位数字: 厚度以毫米为单位。除以 25.4 即可转换为英寸。
- 最后两位数字: 鼻尖半径(以毫米为单位)。要转换为英寸,请除以 25.4。
DCMT 刀片尺寸(ISO 和 ANSI)
| DCMT 刀片尺寸 | |||
|---|---|---|---|
| DCMT 指定 | 内切圆 (IC) | 厚度 | 常见的圆角半径 |
| DCMT 21.51 (DCMT 0702) | 0.25" (1/4") | 0.094" (3/32") | 0.0156" (1/64") |
| DCMT 070204 | 7.94mm (0.313") | 2.38mm (0.094") | 0.4mm (0.016") |
| DCMT 32.51(DCMT 11T3) | 0.5" (1/2") | 0.156" (5/32") | 0.0312" (1/32"), 0.0469" (3/64"), 0.0625" (1/16") |
| DCMT 11T304 | 11mm (0.433") | 3.18mm (0.125") | 0.4mm (0.016") |
| DCMT 11T308 | 11mm (0.433") | 3.18mm (0.125") | 0.8mm (0.031") |
示例:DCMT 11T308
- 夹角为 55 度的菱形(菱形)形状
- 7 度正间隙角
- 中等耐受性
- 制造商特定的断屑槽和孔配置
- 11mm 内切圆直径(约 0.43″ 以英寸来算)
- 3.18毫米厚(约0.125″ 以英寸来算)
- 0.8mm 刀尖半径(约 0.031″ 以英寸来算)
The Science Behind Carbide Inserts: How They're Made and Why They're So Strong
硬质合金刀片是目前最通用、最耐用的切削工具之一。但它们是如何制作的呢?是什么让他们如此强大?在本视频中,我们将探索硬质合金刀片背后的科学,从碳化钨的特性到制造工艺。
我们的生产能力










