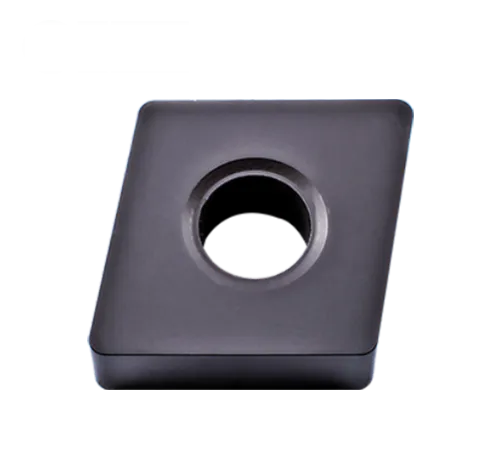
CNMA车刀
CNMA刀片角度:0° 负前角刀片,无断屑槽;
80°菱形车削刀片;
主要工件材料:硬质材料;铸铁;钢;
主要工件材料代号:P; H; K
刀片固定方式:销钉;夹钳;
断屑槽应用:粗加工、半精加工、精加工;
配套cnma刀片刀柄:PCBNR/L、PCLNR/L、MCLNR/L、MCBNR/L;
牌号:PVD、CVD均可;
材质:碳化钨;
CNMA刀片刀柄



MCLNR/L

CNMA插片介绍:
CNMA 硬质合金刀片:要点
- 形状: 夹角为 80 度的菱形(菱形)。
- 间隙角: 0 度
- 切削刃: 双面,每个刀片提供两个切削刃,以实现成本效益。
- 断屑槽几何形状: 不同制造商提供多种类型的断屑槽可供选择。这些是针对特定材料和加工操作(粗加工、精加工等)量身定制的。
- 主要用途: 主要用于一般车削加工以及对一系列材料进行端面加工。
CNMA 刀片的常见材料用途
- 铸铁: 适用于许多铸铁应用。
CNMA刀片的优点
- 性价比: 由于其双面设计,每个刀片的刀具寿命更长。
- 多才多艺的: 各种牌号和断屑槽使其适用于许多加工应用。
- 强烈的几何形状: 80 度的菱形形状为其尺寸提供了强度和刚性。
重要考虑因素
- 将等级与您的材料相匹配: 选择正确的刀片涂层和基体成分对于您所切削的特定材料的最佳刀具寿命和性能至关重要。
- 选择正确的断屑槽: 断屑槽的几何形状显着影响切屑的形成和断屑方式。应根据材料和加工操作类型进行选择。
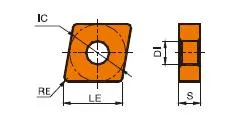
CNMA 刀片尺寸 (ISO)
| 类型 | CNMA刀片尺寸(mm) | ||||
|---|---|---|---|---|---|
| 这 | 我知道了 | S | 从 | 关于 | |
| CNMA120404 | 12.9 | 12.7 | 4.76 | 5.16 | 0.4 |
| CNMA120408 | 12.9 | 12.7 | 4.76 | 5.16 | 0.8 |
| CNMA120412 | 12.9 | 12.7 | 4.76 | 5.16 | 1.2 |
| CNMA120416 | 12.9 | 12.7 | 4.76 | 5.16 | 1.6 |
| CNMA160608 | 16.1 | 15.875 | 6.35 | 6.35 | 0.8 |
| CNMA160612 | 16.1 | 15.875 | 6.35 | 6.35 | 1.2 |
| CNMA160616 | 16.1 | 15.875 | 6.35 | 6.35 | 1.6 |
| CNMA190612 | 19.3 | 19.05 | 6.35 | 7.94 | 1.2 |
| CNMA190616 | 19.3 | 19.05 | 6.35 | 7.94 | 1.6 |
示例:CNMA 120408
- 12: 内切圆 (IC) 为 12.7 毫米(约 0.5 英寸)
- 04: 厚度 4.76 毫米(约 0.187 英寸)
- 08: 圆角半径为 0.8 毫米(约 0.031 英寸)
主要尺寸
内切圆 (IC): 适合插入件的最大圆的直径。常见的 IC 尺寸包括:
- 12.7毫米(0.5″)
- 16毫米(0.63″)
- 19.05毫米(0.75″)
厚度: 影响刀片强度和可用切削刃的数量。常见的厚度包括:
- 3.18毫米(0.125″)
- 4.76毫米(0.187″)
- 6.35毫米(0.25″)
拐角半径: 影响切削刃处的表面光洁度和强度。常见尺寸包括:
- 0.4毫米(0.016″)
- 0.8毫米(0.031″)
- 1.2毫米(0.047″)
The Science Behind Carbide Inserts: How They're Made and Why They're So Strong
硬质合金刀片是目前最通用、最耐用的切削工具之一。但它们是如何制作的呢?是什么让他们如此强大?在本视频中,我们将探索硬质合金刀片背后的科学,从碳化钨的特性到制造工艺。
我们的生产能力









