背面点面工具
背面锪孔刀具,通常称为 BF 刀具,是一种专为精密加工而设计的专用切削刀具。 它主要用于在钻孔或螺纹孔的背面创建平坦、垂直的表面。该工艺称为背面锪孔加工。
- 与传统手动工具相比,切屑时间减少至少 80%
- 通过巧妙的流程改进,消除成本高昂的二次操作并节省时间
- 标准硬质合金可转位刀片可适应多种材料并降低材料成本
- 刀具允许进行重断续切削,而不会产生过多的颤振
- 最小导孔直径Ø10.4mm
- 带支撑导轨的无限深度直径比
- 轻松快速地更换工具
- 最大背孔直径可达镗孔直径的 1.6 倍
- 可提供带倒角的后沉头埋头孔。
- 采用SKD61材质,更抗震、更耐磨、更稳定。
- 也可以轻松查看我们的 自动背面锪孔工具
应用领域
- 螺栓头座面
- 差别情况 – 球形和扁平形
- 气门座凹坑
- 闸阀
- 行星齿轮架
- 变速箱壳
- 起落架
- 可根据要求提供带倒角和其他形状的特殊刀片

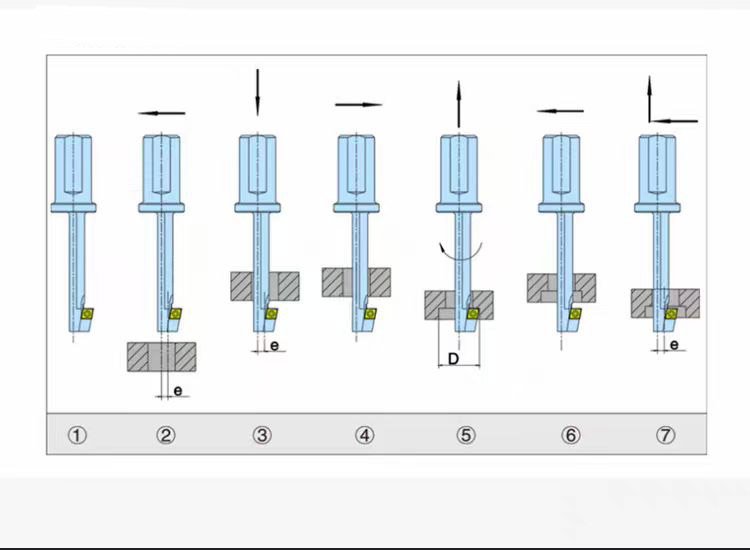
轻松数控编程
只需偏移机床主轴和孔之间的中心即可轻松编程。
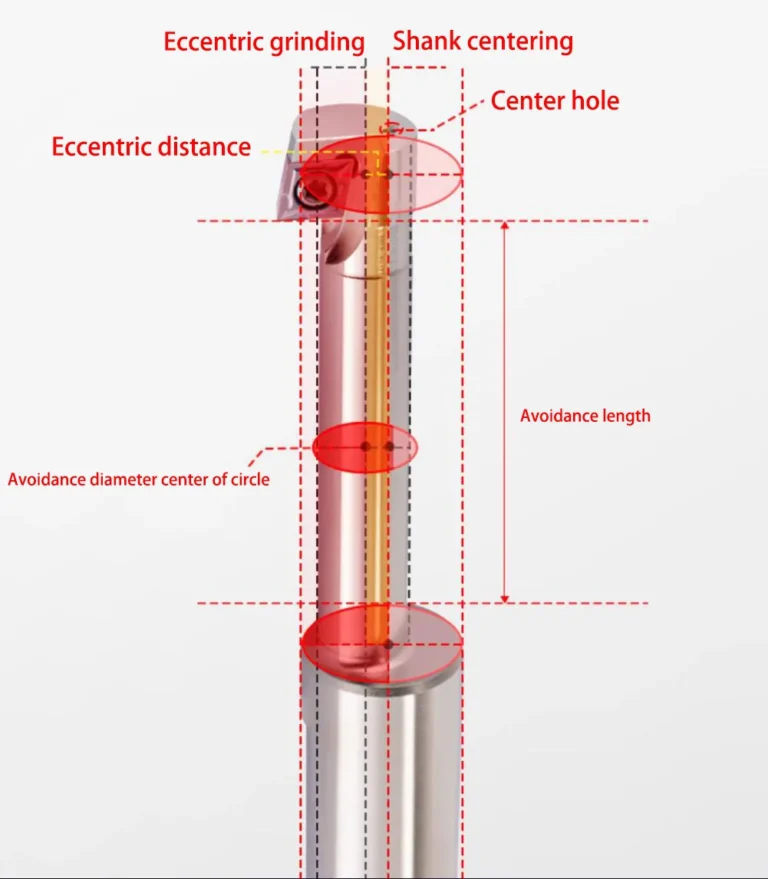
偏心磨削工艺
在保证刚性的前提下,采用偏心磨削工艺可以有效避免空鼓。

设计精良
精密制作,螺丝偏置设计,刀片无间隙安装,增强刚性。避免振动造成的刀片损耗,加工效果更好。
偏心背孔沉头面孔
解决加工痛点,加工背面沉孔无需车面,大大提高加工效率

防锈、防腐蚀
电镀处理,使产品耐腐蚀、耐磨、抗氧化,刀片与刀杆紧密贴合,密封性高,综合精度更好

侧面紧固夹紧方式
刀柄表面铣削平行且平坦,使加工时夹紧力更强且不易打滑。

可更换的标准刀片
可互换的 CCMT 刀片可降低加工成本

清晰的规格品牌
激光雕刻使规格品牌更加清晰

背锪面工具型号说明

| 刀具型号 | 回转直径(ΦDc) | 封头直径ΦDc1 | L1 | L2 | 总长度(L) | 柄径(ΦDs) | 切削深度(ap) | 硬质合金刀片 | 拧紧 | 扳手 |
|---|---|---|---|---|---|---|---|---|---|---|
| M10-1810-C16 | 18 | 10.4 | 53 | 40 | 95 | 16 | 4 | CCMT160204 | M2.5*6 | Q8 |
| M12-2013-C16 | 20 | 12.4 | 53 | 40 | 100 | 16 | 4 | |||
| M14-2315-C16 | 23 | 14.2 | 63 | 50 | 110 | 16 | 4.5 | CCMT09T304 | M4*9 | T15 |
| M16-2617-C20 | 26 | 16.4 | 86 | 68 | 150 | 20 | 5 | |||
| M20-3321-C25 | 33 | 20.7 | 88 | 75 | 150 | 25 | 5.5 | |||
| M24-4025-C25 | 40 | 24.6 | 90 | 78 | 150 | 25 | 8 |
推荐切削条件
| 国际标准化组织 | 工件 | 硬度 | 切削速度(M/Min)Min-Suit-Max | 进给量(mm/t)最小-适合-最大 |
|---|---|---|---|---|
| 磷 | 普通钢材 | 180-280HB | 100/150/200 | 0.05/0.15/0.2 |
| 模具钢 | 180-281HB | 100/150/200 | 0.05/0.1/0.15 | |
| 中号 | 马氏体不锈钢 | 200-330HB | 100/150/200 | 0.05/0.15/0.2 |
| 奥氏体不锈钢 | 200HB | 80/130/160 | 0.05/0.1/0.15 | |
| K | 铸钢 | 250HB | 100/150/200 | 0.05/0.15/0.25 |
| 氮 | 高温合金 | / | 200/300/350 | 0.05/0.15/0.25 |
| S | 钛合金 | / | 30/40/60 | 0.03/0.05/0.08 |
| 注:以上切削条件为近似基准,需根据机械刚性和工件刚性、切削深度等进行调整。 | ||||
对我们的背斑工具感兴趣吗?
昂迈工具这些年发展迅速,欢迎合作伙伴携手合作,实现手工效益,共同成长!