Инструмент для обработки задней поверхности
- Сокращение времени срезания стружки не менее чем на 80% по сравнению с традиционными ручными инструментами
- Устранение дорогостоящих вторичных операций и экономия времени за счет продуманного совершенствования процессов
- Стандартные твердосплавные сменные пластины подходят для широкого спектра материалов и снижают затраты на материалы
- Инструмент позволяет выполнять тяжелые прерывистые резы без излишней болтанки
- Минимальный диаметр пилотного отверстия Ø10,4 мм
- Неограниченное соотношение глубины и диаметра с помощью опорных направляющих
- Простая и быстрая замена инструмента
- Максимальный диаметр заднего отверстия до 1,6 диаметра расточки
- Возможна поставка зенкеров с фаской.
- Используется материал SKD61, более ударопрочный, износостойкий и стабильный.
- Также легко проверить наши автоматические инструменты для облицовки задних поверхностей
Приложения
- Посадочные поверхности головок болтов
- Дифференциальные случаи - сферические и плоские
- Карманные отверстия в седле клапана
- Задвижки
- Планетарные редукторы
- Корпуса редукторов
- Шасси
- Специальные вставки с фаской и другие формы по запросу

- Минимальное пилотное отверстие Ø10,4 мм
- Прочный и универсальный
- Задняя поверхность, фаска цельного отверстия
- Инструмент для снятия задней фаски для vmc
- Работает на пересекающихся поверхностях
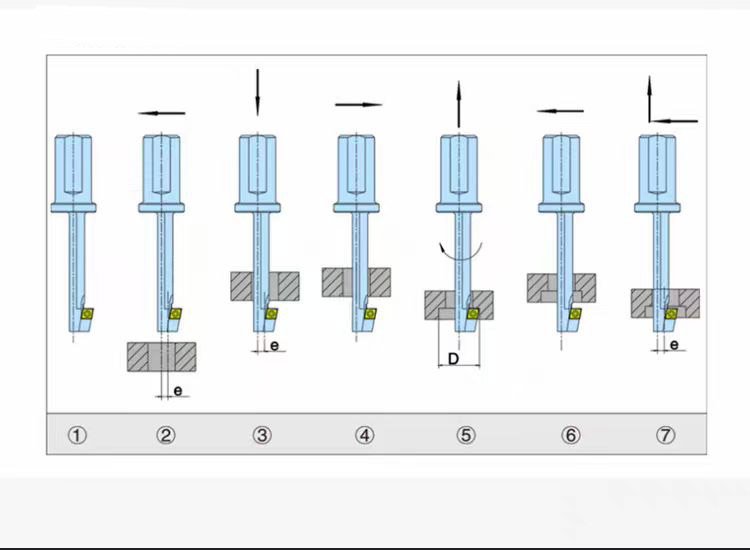
Простое программирование ЧПУ
Легкое программирование путем простого смещения центров между шпинделем станка и отверстием.
Процесс эксцентрикового шлифования
При условии обеспечения жесткости, использование эксцентрикового процесса шлифования позволяет эффективно избежать пустот.

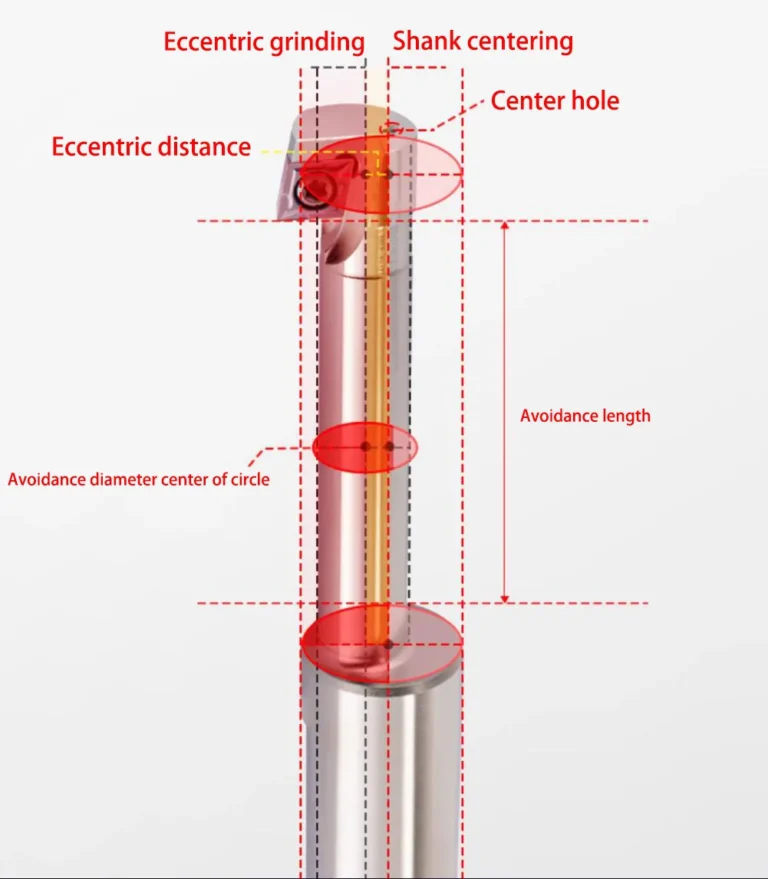
Хорошо продуманный
Прецизионная конструкция с винтовым смещением, лезвия установлены без зазоров для повышения жесткости. Избегайте потери лезвий из-за вибрации, улучшайте эффект обработки.
Эксцентриковое отверстие для торца
Решают болевые точки обработки, обработка задних потайных отверстий не требует поворота поверхности, значительно повышая эффективность обработки

Предотвращение ржавчины и коррозии
Гальваническая обработка, так что продукт является коррозионностойким, износостойким, устойчивым к окислению, лезвие и режущий брус плотно прилегают, высокая герметичность, всесторонняя точность лучше

Метод зажима с боковым креплением
Поверхность резцедержателя отфрезерована параллельно и плоско, что делает силу зажима более сильной и менее скользкой во время обработки.

Сменные стандартные вставки
Сменные вставки CCMT снижают затраты на обработку

Четкий брендинг спецификации
Лазерная гравировка для более четкого брендирования спецификации

Инструмент для обработки задней поверхности Модель Описание

| Модель фрезы | Диаметр вращения (ΦDc) | Диаметр головкиΦDc1 | L1 | L2 | Общая длина (L) | Диаметр хвостовика (ΦDs) | Глубина реза (ап) | Твердосплавная вставка | Винт | Гаечный ключ |
|---|---|---|---|---|---|---|---|---|---|---|
| M10-1810-C16 | 18 | 10.4 | 53 | 40 | 95 | 16 | 4 | CCMT160204 | M2.5*6 | T8 |
| M12-2013-C16 | 20 | 12.4 | 53 | 40 | 100 | 16 | 4 | |||
| M14-2315-C16 | 23 | 14.2 | 63 | 50 | 110 | 16 | 4.5 | CCMT09T304 | M4*9 | T15 |
| M16-2617-C20 | 26 | 16.4 | 86 | 68 | 150 | 20 | 5 | |||
| M20-3321-C25 | 33 | 20.7 | 88 | 75 | 150 | 25 | 5.5 | |||
| M24-4025-C25 | 40 | 24.6 | 90 | 78 | 150 | 25 | 8 |
Рекомендуемые условия резки
| ISO | Заготовка | Твердость | Скорость резки (М/мин)мин-суит-макс | Подача (мм/т)мин-сумма-макс |
|---|---|---|---|---|
| P | Сталь общего назначения | 180-280HB | 100/150/200 | 0.05/0.15/0.2 |
| Сталь для пресс-форм | 180-281HB | 100/150/200 | 0.05/0.1/0.15 | |
| M | Мартенситная нержавеющая сталь | 200-330HB | 100/150/200 | 0.05/0.15/0.2 |
| Аустенитная нержавеющая сталь | 200HB | 80/130/160 | 0.05/0.1/0.15 | |
| K | Литая сталь | 250HB | 100/150/200 | 0.05/0.15/0.25 |
| N | Высокотемпературные сплавы | / | 200/300/350 | 0.05/0.15/0.25 |
| S | Титановый сплав | / | 30/40/60 | 0.03/0.05/0.08 |
| Примечание: Приведенные выше условия резки являются приблизительными и требуют корректировки в зависимости от механической жесткости и жесткости заготовки, глубины реза и т.д. | ||||
Интересует наш инструмент для обработки лица?
ONMY Toolings быстро растет в эти годы, и мы всегда рады партнерам для совместной работы, чтобы достичь ручной выгоды и расти вместе!
