
Turning vs. Facing: Two Core Processes in Precision Machining
In the field of mechanical machining, turning and facing are among the most common operations performed on a lathe. Both processes involve rotating a workpiece and using a cutting tool to remove material, shaping the part into the desired form. While they are often executed on the same lathe and rely on the workpiece’s rotational motion, their operational methods, objectives, and applications differ significantly. This article explores the definitions, characteristics, applications, and differences between turning and facing, providing a comprehensive understanding of their critical roles in modern manufacturing.
1. Turning: Definition and Characteristics
1.1 Definition
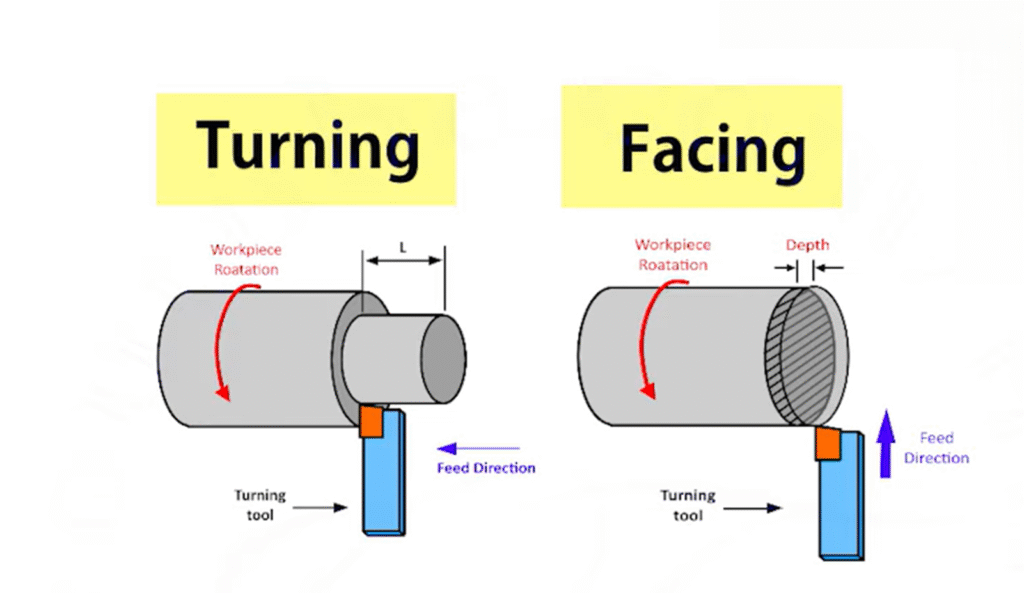
Turning is a machining process where a rotating workpiece is shaped by moving a cutting tool along its axial or radial direction to remove material. Its primary goal is to create cylindrical, conical, or other rotationally symmetric surfaces, typically used to machine the outer or inner diameter of a workpiece.
1.2 Characteristics
- Workpiece Rotation: The workpiece is clamped on the lathe spindle and rotates at high speed, while the cutting tool moves relative to it to remove material.
- Tool Movement Direction: The tool typically moves parallel to the workpiece’s axis (axial) or radially, depending on the machining requirements.
- Machining Outcome: Produces cylindrical, conical, threaded, grooved, or other complex profiles.
- Equipment: Turning is performed on conventional lathes, CNC lathes, or specialized turning machines.
1.3 Applications
Turning is widely used in manufacturing high-precision cylindrical parts, such as:
- Shafts: Automotive drive shafts, motor rotors.
- Hole Machining: Internal turning (boring) for bearing seats or pipe interiors.
- Thread Machining: Creating threads for bolts, nuts, and other fasteners.
- Complex Contours: CNC turning enables machining of intricate curves or multi-diameter parts.
1.4 Advantages and Challenges
Advantages:
- Efficiently produces rotationally symmetric parts.
- Suitable for various materials, including metals, plastics, and composites.
- CNC turning enables high precision and complex shape machining.
Challenges:
- High-hardness materials cause rapid tool wear.
- Long, slender workpieces may vibrate, affecting precision.
- Requires precise clamping and tool alignment to ensure quality.
2. Facing: Definition and Characteristics
2.1 Definition
Facing is a machining process where a rotating workpiece is flattened at its end by moving a cutting tool perpendicular to the axis of rotation. Its primary goal is to create a smooth, flat end surface or to reduce the workpiece’s length.
2.2 Characteristics
- Workpiece Rotation: Similar to turning, the workpiece rotates on the lathe.
- Tool Movement Direction: The tool moves radially (perpendicular to the axis), typically from the outer edge toward the center or vice versa.
- Machining Outcome: Produces a flat end surface, ensuring smoothness and perpendicularity to the workpiece’s axis.
- Equipment: Typically performed on lathes, though similar operations can be done on milling machines.
2.3 Applications
Facing is critical in scenarios such as:
- Surface Flattening: Providing a smooth reference surface for subsequent operations (e.g., drilling or assembly).
- Length Adjustment: Shortening workpieces to specified dimensions.
- Pipe or Flange Machining: Ensuring flat ends for secure sealing in connections.
- Blank Preparation: Removing uneven surfaces from castings or forgings.
2.4 Advantages and Challenges
Advantages:
- Quickly produces flat end surfaces, improving assembly precision.
- Simple operation suitable for both roughing and finishing.
- Applicable to various workpiece sizes and shapes.
Challenges:
- Large-diameter workpieces generate significant cutting forces, requiring stable clamping.
- Tool selection and cutting parameters must be optimized to avoid surface quality issues.
- Thin-walled workpieces may deform during facing.
If you have metalworking questions or need metalworking tools, please contact us!
3. Turning vs. Facing: Key Differences
Although both turning and facing rely on the workpiece’s rotation, they differ in several key aspects:
| Aspect | Turning | Facing |
|---|---|---|
| Tool Movement | Along the workpiece axis (parallel) or radially | Perpendicular to the axis (across the end face) |
| Objective | Creates cylindrical, conical, or complex profiles | Creates flat end surfaces or adjusts length |
| Machined Area | Outer or inner surfaces | End face of the workpiece |
| Typical Applications | Shafts, holes, threads | Flattening ends, shortening workpieces, blank preparation |
| Outcome | Alters diameter or contour | Ensures flatness or adjusts length |
4. Practical Considerations in Operation
4.1 Turning Considerations
- Tool Selection: Choose appropriate tools (e.g. turning inserts、threading inserts、face grooving insert) based on workpiece material to reduce wear.
- Cutting Parameters: Set spindle speed, feed rate, and depth of cut appropriately to avoid overheating or vibration.
- Workpiece Clamping: Ensure secure fixation, especially for long, slender workpieces, using tailstocks or steady rests to prevent bending.
- Coolant Use: Apply coolant to reduce cutting temperature and extend tool life.
4.2 Facing Considerations
- Tool Angle: Select appropriate tool angles to ensure flatness and avoid interference at the workpiece center.
- Cutting Speed: Near the workpiece center, cutting speed decreases, requiring feed rate adjustments to maintain surface quality.
- Workpiece Stability: Large-diameter workpieces require uniform clamping to prevent movement during machining.
- Surface Quality: Use finishing passes or light cuts to achieve high surface smoothness.
5. Synergistic Applications of Turning and Facing
In practice, turning and facing are often combined to produce complex parts. For example, machining a drive shaft may involve facing to ensure flat ends and achieve the specified length, followed by turning to shape the outer diameter and threads. This synergy enhances part accuracy and consistency, meeting stringent tolerance requirements.
On CNC lathes, this combined approach is highly efficient. CNC systems enable seamless transitions between turning and facing via programmed instructions, reducing manual intervention and boosting productivity. For instance, machining a flange involves facing to flatten the contact surface, followed by outer diameter turning to achieve the desired size, and potentially threading or grooving.
6. Conclusion
Turning and facing are indispensable machining processes, shaping cylindrical surfaces and flat ends to meet diverse part requirements. Turning excels in creating complex profiles for shafts and holes, while facing ensures smooth, flat surfaces critical for assembly and further machining. Understanding their differences and synergistic applications enables optimized machining processes, improving efficiency and quality.
As machining technology advances, turning and facing will continue to play pivotal roles in precision manufacturing, delivering efficient and accurate solutions for industrial production.
What is the difference between facing and turning?
Turning shapes the cylindrical surfaces of a workpiece by moving the tool along its length, while facing creates a flat end by moving the tool across the workpiece’s face. Both are often used together on a lathe (e.g., facing to flatten a shaft’s end, then turning to shape its diameter) to achieve precise part geometries.
What is the difference between turning tool and facing tool?
The primary difference between a turning tool and a facing tool lies in their purpose and movement during machining on a lathe. A turning tool is used to shape a rotating workpiece’s outer or inner cylindrical surfaces by moving parallel to its axis, creating features like shafts or threads. In contrast, a facing tool flattens the workpiece’s end face by moving perpendicular to the axis, producing a smooth, flat surface. While both tools may use similar inserts (e.g., carbide), their geometries and cutting parameters are optimized for their respective tasks—turning for longitudinal shaping and facing for radial flattening.
What does facing do in a lathe?
Facing on a lathe is a machining process that creates a flat, smooth surface on the end of a rotating workpiece by moving a cutting tool perpendicular to the workpiece’s axis of rotation. The tool typically travels radially from the outer edge toward the center or vice versa, removing material to ensure the end face is even, perpendicular, and suitable for applications like assembly, sealing (e.g., flanges), or further machining. Facing is also used to shorten the workpiece to a precise length, making it critical for preparing surfaces or achieving dimensional accuracy in parts like shafts or castings.
What is turning?
Turning is a machining process performed on a lathe where a rotating workpiece is shaped by moving a cutting tool along its axis or radially to remove material. This process creates cylindrical, conical, or other rotationally symmetric surfaces, such as shafts, holes, threads, or complex contours. Turning is used to reduce the workpiece’s diameter or form features like grooves, making it essential for manufacturing precision parts like automotive drive shafts or motor rotors, with tool movement and parameters optimized for material type and desired surface finish.



