
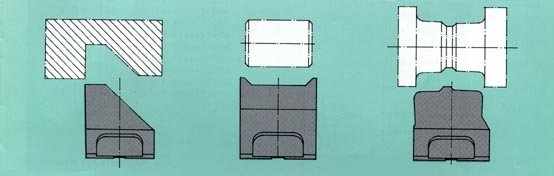
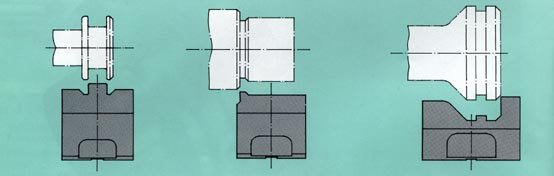
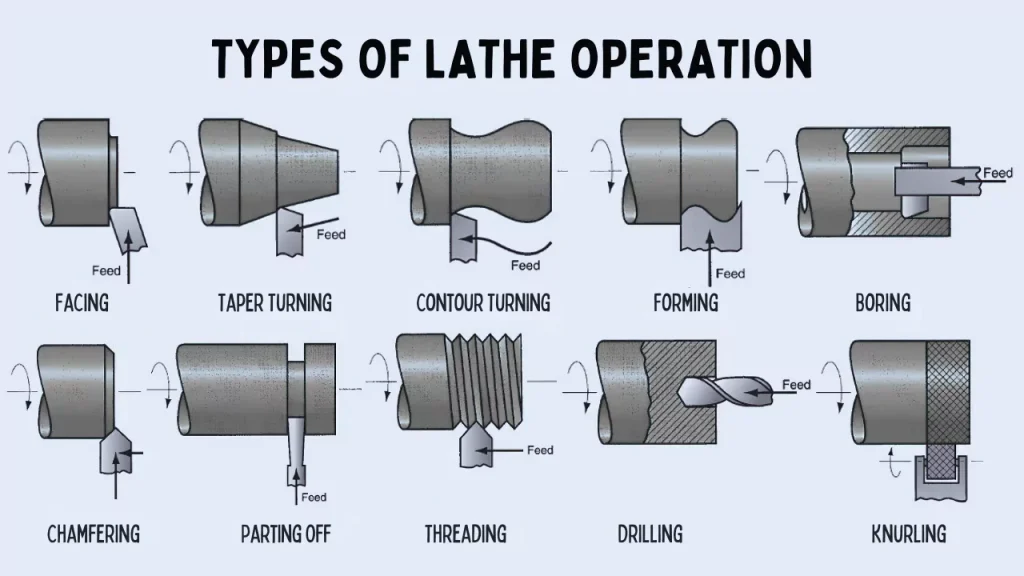
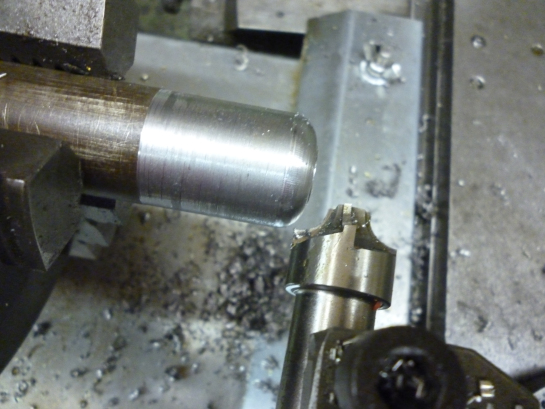
Torna kalıbı, istenen iş parçası profilini yansıtacak şekilde taşlanmış bir kesici kenara sahiptir. Tek geçişte karmaşık konturlar (örneğin oluklar, yarıçaplar veya çok aşamalı şekiller) oluşturmak için radyal dalma kesme kullanır. Bu, aynı parçaların yüksek hacimli üretimi için idealdir.
- Avantajlar: Karmaşık profiller için daha hızlı (tek geçişli vs. çoklu), daha iyi tutarlılık, üstün yüzey kalitesi (kusur izi yok) ve daha uzun takım ömrü (aşınma kenar boyunca dağıtılır). Dezavantajlar: Yüksek kesme kuvvetleri, sağlam bir makine gerektirir; özel aletler pahalıdır; çeşitli işler için esnek değildir; daha hafif torna tezgahlarında titreşime meyillidir.

Genellikle hayır — küçük torna tezgahları genellikle gerekli sertliğe sahip değildir, bu da şiddetli titreşim, sarsıntı veya kötü sonuçlara yol açar. Ağır endüstriyel makinelerde veya yüksek üretimli işlerde en iyi şekilde çalışırlar.
- Düz formlu takımlar için, profili korumak amacıyla sadece üst yüzü (rake) taşlayın. Dairesel formlu takımlar daha kolaydır, çünkü yüzün yeniden taşlanması yarıçapı değiştirmez. Karbür için elmas taşlar kullanın; yan açıklıkları değiştirmekten kaçının.
Yaygın nedenler: Makinenin yeterince sağlam olmaması, takımın çıkıntısı, geniş kesimlerden kaynaklanan yüksek kuvvetler, uygun olmayan yükseklik (takım merkezde değil) veya soğutma sıvısı eksikliği. Çözümler: Derinliği/ilerlemeyi azaltın, sağlamlığı artırın, iş mili hızını değiştirin veya önce başka bir takımla kaba işleme yapın.
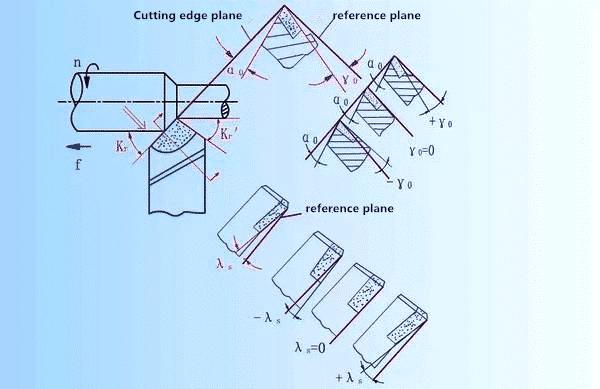
İş parçasının profilini tam olarak yansıtın. Sürtünmeyi önlemek için 7–15° açıklık açısı sağlayın; minimum eğim (0–10°) kullanın; mukavemet için küçük bir honlama yarıçapı ekleyin. Yarıçaplar için dairesel takımlar tercih edilir.

Evet, tekrarlayan profillerde döngü süresini kısaltmak için mükemmeldir. Düz radyal dalışları programlayın; aşırı yüklenmeyi önlemek için derin/geniş formlar için kaba işleme geçişleri gerekebilir.
