
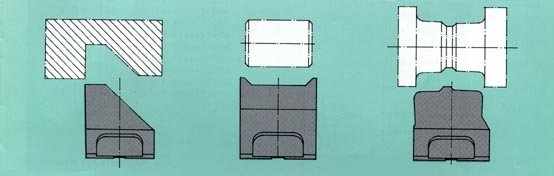
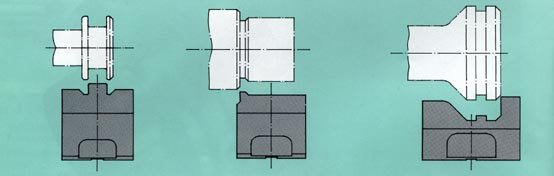
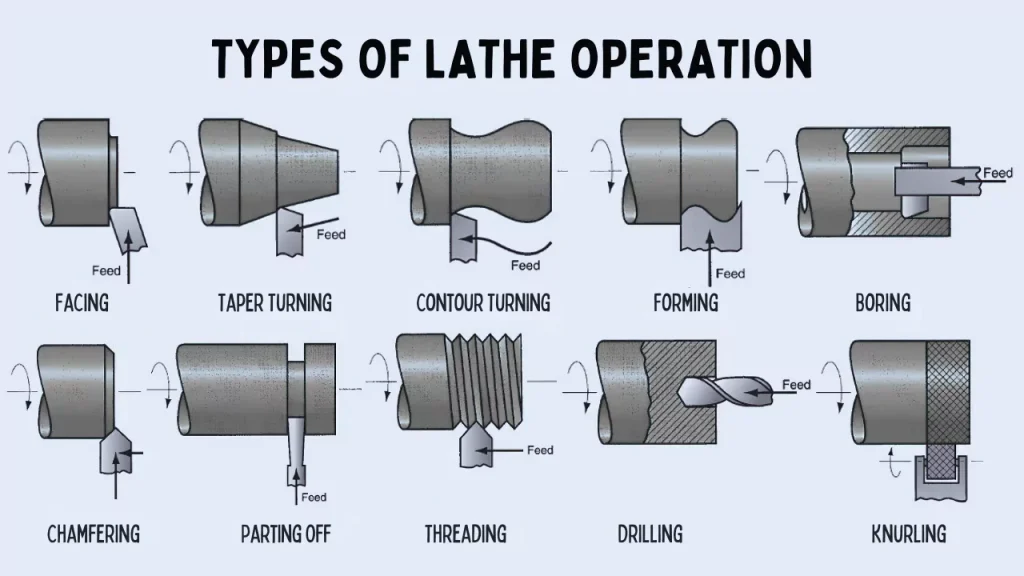
A lathe form tool has a cutting edge ground to mirror the desired workpiece profile. It uses radial plunge cutting to form complex contours (e.g., grooves, radii, or multi-step shapes) in a single pass. This makes it ideal for high-volume production of identical parts.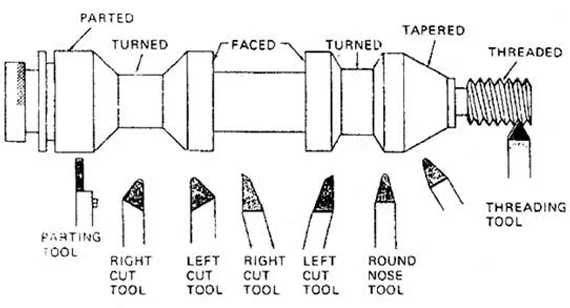
- Advantages: Faster for complex profiles (one pass vs. multiple), better consistency, superior surface finish (no cusp marks), and longer tool life (wear distributed across the edge). Disadvantages: High cutting forces require a rigid machine; custom tools are expensive; not flexible for varied work; prone to chatter on lighter lathes.

Generally no—small lathes often lack the rigidity needed, leading to severe chatter, vibration, or poor results. They work best on heavy, industrial machines or for high-production runs.
- For flat form tools, grind only the top face (rake) to maintain the profile. Circular form tools are easier as regrinding the face doesn't alter the radius. Use diamond wheels for carbide; avoid changing side clearances.
Common causes: Insufficient machine rigidity, tool overhang, high forces from wide cuts, improper height (tool not on center), or lack of coolant. Solutions: Reduce depth/feed, increase rigidity, use spindle speed variation, or rough with another tool first.
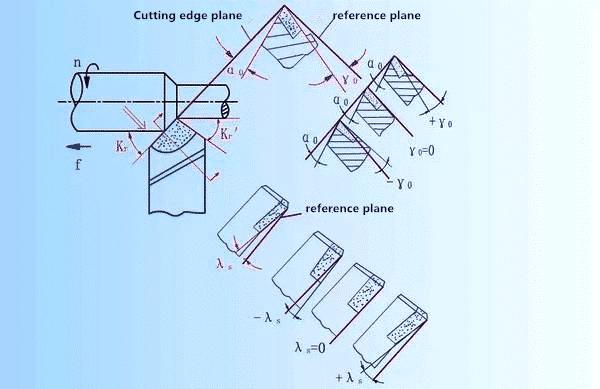
Mirror the workpiece profile exactly. Provide 7–15° clearance angles to avoid rubbing; use minimal rake (0–10°); add a small hone radius for strength. For radii, circular tools are preferred.

Yes, they're excellent for cycle time reduction on repetitive profiles. Program straight radial plunges; roughing passes may be needed for deep/wide forms to avoid overload.
