
CNMGとWNMGのインサート:比較
CNC旋盤加工において、CNMGインサートとWNMGインサートを比較検討する場合、その根本的な違いは、構造的安定性と操作の利便性とのトレードオフにあります。CNMGインサートは、最高の安定性と重切削における汎用性を兼ね備えた業界標準です。そのダイヤモンド形状により、工具ホルダーとの接触面積が極めて広いため、荒加工や断続切削に優れています。 一方、三角形状のWNMG旋削インサートは、生産効率の面で群を抜いています。効率的な工具管理もまた重要であり、 ATC CNC装置 全体的な生産性を最大化するためです。1つのホルダーに6つの80°切削刃(CNMGの標準的な4つと比較して)を装備しており、工具コストの削減を最優先とする大量生産に最適です。.
1. CNMGインサートとは?(形状と8エッジの秘密)
この比較を理解するには、まず次の問いに答えなければならない: mgインサート?
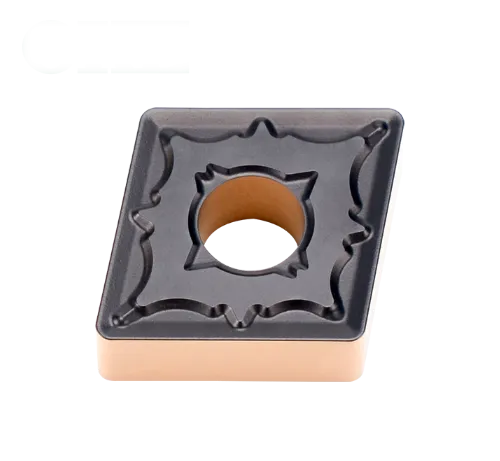
その mgインサート ネガティブ・レイキ、両面、菱形(ダイヤモンド形状)のインサートです。ISOコード「C」は80°のダイヤモンド形状を示します。ネガティブ・レイキ(文字『N』で示される)であるため、 mgインサート クリアランス角は0°である。この形状では、クリアランスを確保するためにインサートをホルダー内で傾斜させる必要があるが、インサートを両面使用可能とし、正形インサートと比較して寿命を倍増させることができる。.
「4対8の優位性」という現実
- 標準使用(4辺): 標準を使用して CNMGインサートホルダー (PCLNR/Lのように)、上部と下部のそれぞれ2つの80°コーナーを使用します。.
- 上級者向け使用法(8エッジ): CNMGの形状は、実際には8つのカッティングエッジを持っている。4つの “隠れた ”刃は、100°の鈍角コーナーである。MCKNRのような)75°のリード角のホルダーに交換することで、これらの100°のコーナーを以下のことに利用することができます。 対面 作業や重いスケールの除去作業で、インサートの価値を最大限に引き出します。.
2. WNMGとは何ですか?(大容量スペシャリスト)
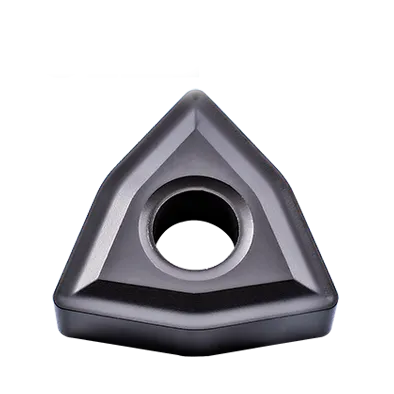
WNMG旋削インサートは「トライゴン」形状(ISOコード「W」)を採用しています。CNMGと同様に80°の刃先角度を有し、ほぼ同一の旋削・面取り加工が可能です。.
WNMGの顕著な利点は、6つの同一の80°コーナー(上部3つ、下部3つ)を備えている点である。全8コーナーを使用するためにホルダー交換が必要なCNMGとは異なり、WNMGでは単一のホルダーで全6コーナーを利用可能である。 インサート 工具ホルダー(通常は MWLNR/L).
例えば、旋盤用インサート「WNMG 080404」(サイズ08、厚さ04、半径04)のような一般的な仕様は、標準的な設定で使用されるCNMGインサートよりも1枚あたり50%多くの切削刃を提供するため、大量生産環境では定番となっています。.
3. 直接比較:CNMG対WNMG
以下の表は、これら2つの人気インサートの技術的および経済的な差異を比較したものです。.
| 特徴 | CNMGインサート | WNMGインサート |
| 形状幾何学 | 菱形(ダイヤモンド) | トリゴン(歪んだ三角形) |
| ノーズアングル | 80度 | 80度 |
| 使用可能なエッジ(標準ホルダー) | 4つの辺 (80°コーナーのみ) | 6つの辺 (すべて80度の角) |
| 最大ポテンシャルエッジ | 8つの辺 (標準+特殊100°ホルダーが必要) | 6つの辺 (すべて1つのホルダーで利用可能) |
| ホルダー接触部 | 高い。. 長い直線エッジが最大限の安定性を提供します。. | 中程度。. CNMGよりも短い位置決めエッジ。. |
| 剛性 | 優れている。荒削りや断続切削に最適。. | 良好。一般的な旋削加工には十分だが、CNMGほど剛性が高くない。. |
| 工具ホルダー管理 | コンプレックスニーズ PCLNR (ターニング)+MCKNR(フェイシング)ですべてのエッジを使う。. | シンプル。一つ wnmgインサート工具ホルダー (MWLNR) はすべての辺を使用します。. |
| 共通申請書 | 汎用、小ロット生産、重作業用。. | 大量生産ライン(自動車/航空宇宙)。. |
| 標準サイズ | CNMGインサートのサイズは0903xxから巨大な1906xxまであります。. | 一般的なサイズには0604xxと旋盤用インサートWNMG 080404が含まれます。. |
4. 結論:どちらを選ぶべきか?
選択は完全に生産環境と機械の剛性によって決まります。.
以下の場合にCNMGを選択してください:
- あなたは ジョブショップ 多様な材料と不確実な鋳造条件への対応。.
- 深い切り込み(切り込み深さ 3~4mm 以上)を行う場合は、最大限の剛性が必要です。.
- あなたは二次CNMGインサートホルダーへの投資を承知しています(MCKNR/L「隠れた」100°コーナーを面取り加工に活用し、エッジあたりのコストを可能な限り低く抑える。.
以下の場合にWNMGを選択してください:
- あなたは 生産施設 何千もの同一の鋼製部品を加工する。.
- 「プラグアンドプレイ」の簡便さを求める:ホルダー1つ、6つのエッジ、考える必要なし。.
- 極端な剛性が主なボトルネックではない連続切削加工を行っています。.
プロの秘訣: 使用済みのCNMGチップで引き出しがいっぱいなら、今すぐMCKNRホルダーを購入しましょう。未使用の100°コーナーを利用して、部品の粗面加工に「使い古した」チップを再利用できます。.



