
Utensili da taglio per metalli per Lavorazione CNC
ONMY fornisce inserti in metallo duro, portautensili per tornitura, frese, frese a candela in metallo duro integrale, utensili per foratura e utensili su misura per distributori, officine meccaniche e produttori industriali.
famiglie


Un unico fornitore per tutte le vostre esigenze relative agli utensili CNC essenziali
Scegli una famiglia di prodotti in base all'operazione di lavorazione. Gli inserti in metallo duro rimangono una gamma prioritaria, mentre i portautensili, le frese, le frese a candela e gli utensili per la foratura hanno punti di accesso ben definiti.
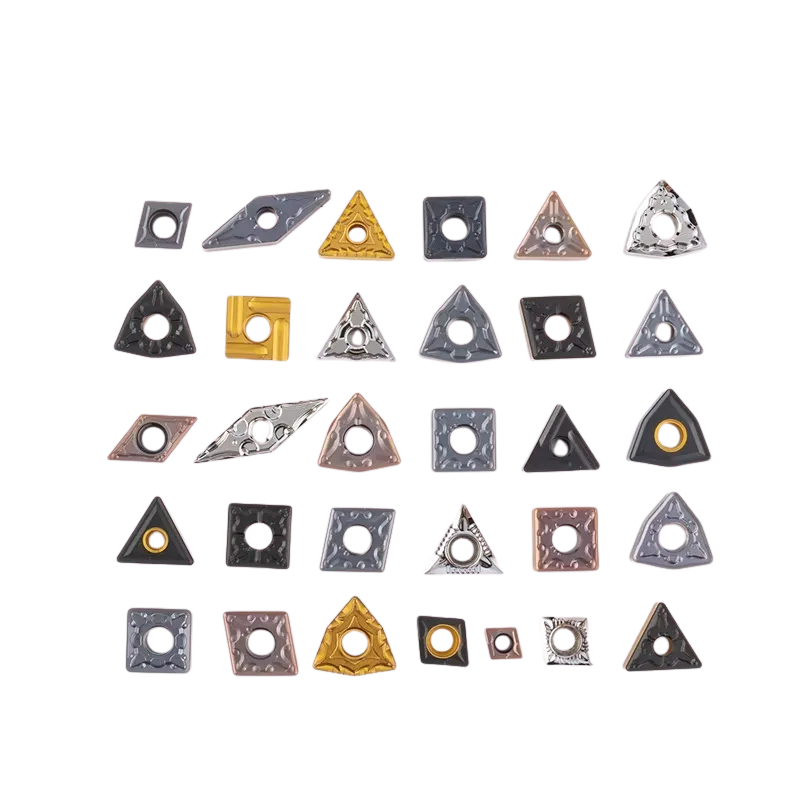
Inserti in carburo
Inserti per tornitura, fresatura, filettatura, scanalatura e foratura con selezione della qualità e del rompitruciolo.
Visualizza gli inserti in carburo
Portautensili per tornitura
Portautensili esterni, barre di alesatura, portautensili per filettatura, portautensili per scanalatura e sistemi di troncatura.
Visualizza i portautensili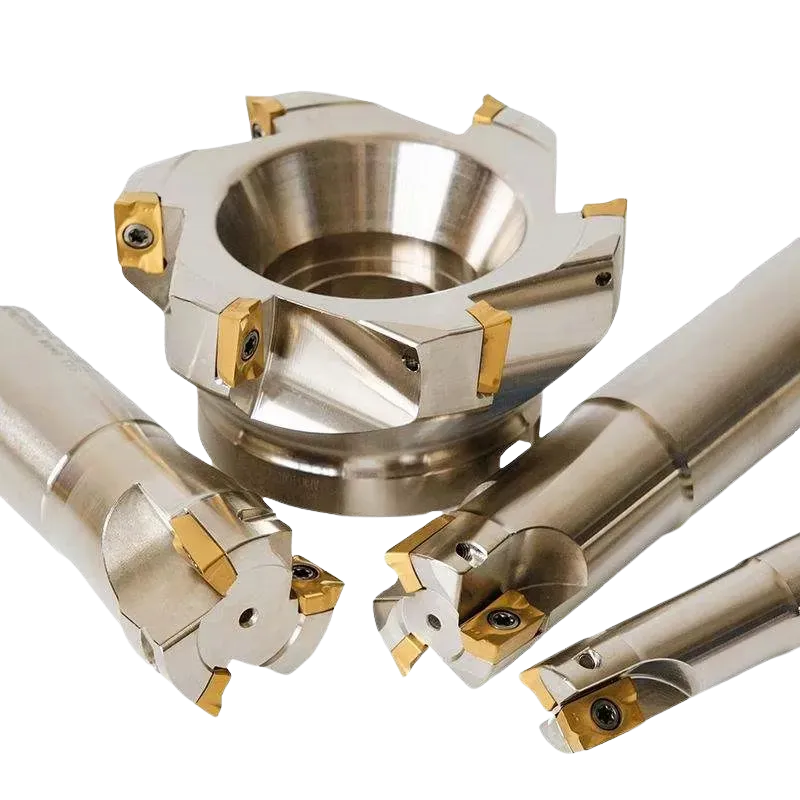
Inserti e frese per fresatura
Soluzioni di inserti e frese per fresatura frontale, fresatura a spalla, profilatura e sgrossatura.
Visualizza gli utensili da fresatura
Frese in metallo duro massiccio
Frese a testa quadrata, a punta sferica, con raggio d’angolo, per sgrossatura, a raggio d’azione esteso e specifiche per determinati materiali.
Visualizza le frese a candela
Strumenti per la foratura
Punte con punta sostituibile, sistemi U-drill e soluzioni di utensili di foratura specifici per ogni applicazione.
Visualizza gli strumenti per la realizzazione dei fori
Utensili da taglio su misura
Inserti basati su disegni, utensili per stampi, profili speciali, frese su misura, marcatura e imballaggio.
Visualizza utensili personalizzatiScegliere l'utensile adatto al processo di lavorazione
Operazioni diverse richiedono sistemi di utensili diversi. Si parta dal processo, quindi si verifichino il materiale del pezzo, il codice dell'utensile, le dimensioni, la rigidità della macchina e l'obiettivo di produzione.

Gli inserti in carburo rimangono una delle famiglie di prodotti principali di ONMY
La homepage presenta la gamma completa di utensili, mentre la categoria degli inserti in carburo è oggetto di una voce dedicata e ben visibile per gli acquirenti alla ricerca di inserti per tornitura, inserti per fresatura, qualità, rompitrucioli e codici utensili equivalenti.
Invia un disegno, un campione di utensile o un problema di lavorazione
Quando un utensile da catalogo non risulta adeguato, ONMY è in grado di valutare inserti non standard, profili personalizzati, frese speciali e utensili specifici per determinate applicazioni, in base al pezzo effettivo e alle condizioni di lavorazione.

Realizzato per richieste tecniche relative agli utensili nel settore B2B
La homepage dovrebbe aiutare un acquirente a comprendere rapidamente l'intera gamma dei vostri prodotti, a individuare il percorso corretto per la scelta del prodotto e a fornire informazioni sufficienti per un preventivo utile.
Gamma completa di prodotti
Inserti in metallo duro, portainserti, frese, frese a candela in metallo duro integrale, utensili per foratura e utensili su misura.
Sostituzione e approvvigionamento
Quando si valutano le alternative, partire da un codice ISO, dal codice del fornitore attuale, da un disegno o da un campione di utensile.
Contributo di ingegneria personalizzata
Esaminare le dimensioni, i profili, la portata, il raggio, il rivestimento, il materiale e i vincoli operativi.
Assistenza per distributori e OEM
Discutere di forniture ricorrenti, marcatura dei prodotti, etichette, imballaggi e sviluppo della gamma di prodotti.
Dicci cosa devi lavorare
Una richiesta di informazioni sugli utensili dovrebbe includere più del semplice nome del prodotto. Inviate le informazioni tecniche disponibili in modo che il team possa valutare la scelta corretta degli utensili.
Inviateci le vostre richieste relative agli utensili
Il modulo riportato di seguito è generato dal modulo WPForms con ID 14.
