
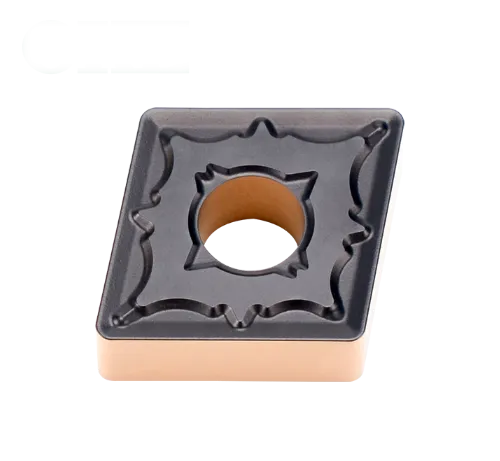

Wendeschneidplatte CNMG
CNMG-Wendeschneidplattenwinkel:0° Negative Spanleitstufe mit beidseitigem Spanbrecher;
80° Rhombus-Dreheinsatz;
Primäres Werkstückmaterial: das beste cnmg Einsatz für rostfreien Stahl, Messing, Bronze, Aluminium und Gusseisen; ;
Brecheranwendung: grob, schwer, halbscharf;
Passend dazu cnmg-Einsatzwerkzeughalter: PCBNR/L, PCLNR/L, MCLNR/L,MCBNR/L;
Grad: Sowohl PVD als auch CVD;
Material: Wolframkarbid;
CNMG Einsatz kann durch die Kombination verschiedener Spanbrecher und Sorten mehrere Arbeitsgänge bewältigen.
CNMG-Einsatz-Spezifikation
Das CNMG-Einsatzabmessungen Es gibt vier Hauptkategorien: (ISO-Norm) CNMG120404, CNMG120408, CNMG120412 und CNMG190616; (ANSI-Norm) CNMG332, CNMG431, CNMG432, CNMG433, CNMG543, CNMG643.
Die verschiedenen Abmessungsvarianten ermöglichen es, unterschiedliche Kundenanforderungen und Arbeitsbedingungen zu erfüllen.
CNMG-Einsatzwerkzeughalter



MCLNR/L

CNMG-Einsatz Einleitung
CNMG-Einsätze: Das Wesentliche
- Die Form: Rhombisch (Diamant) mit einem eingeschlossenen Winkel von 80 Grad.
- Freiraum-Winkel: 0 Grad.
- Schnittkanten: Doppelseitig, mit zwei Schneidkanten pro Einsatz für mehr Kosteneffizienz.
- Chipbreaker-Geometrien: Eine breite Palette von Spanbrecherausführungen verschiedener Hersteller, die auf bestimmte Werkstoffe und Bearbeitungsvorgänge (Schruppen, Schlichten usw.) zugeschnitten sind.
- Wichtigste Verwendungszwecke: Ideal für eine Vielzahl von Dreharbeiten, einschließlich Plandrehen und Profilieren, an einer Vielzahl von Werkstückmaterialien.
Gängige Materialien, für die CNMG-Einsätze verwendet werden
- Stähle: Verschiedene Stahlsorten, einschließlich Kohlenstoff- und legierter Stähle.
- Rostfreie Stähle: CNMG-Wendeplatten können verschiedene Edelstahlsorten effektiv bearbeiten.
- Gusseisen: Geeignet für viele Anwendungen aus Gusseisen.
- Einige Hochtemperatur-Legierungen: Abhängig von der jeweiligen Legierung und Sorte.
Vorteile der CNMG-Einsätze
- Kostengünstig: Aufgrund ihrer doppelseitigen Ausführung und ihrer breiten Verfügbarkeit.
- Vielseitig: Dank einer breiten Palette von Sorten und Spanbrechern eignen sie sich für viele Bearbeitungsanwendungen.
- Gute Chip-Kontrolle: Gut konzipierte Spanbrecher sorgen für einen effektiven Spanfluss und schützen Werkstück, Werkzeug und Maschine.
- Starke geometrische Form: Die 80-Grad-Diamantform bietet Stärke und Steifigkeit für verschiedene Schneidszenarien.
Wichtige Überlegungen
- Stimmen Sie die Sorte auf Ihr Material ab: Die Wahl der richtigen Wendeplattenbeschichtung und Substratzusammensetzung ist entscheidend für eine optimale Werkzeugstandzeit und Leistung in dem spezifischen Material, das Sie schneiden.
- Wählen Sie den richtigen Chipbreaker: Die Geometrie des Spanbrechers hat erheblichen Einfluss auf die Spanbildung und den Spanbruch. Sie sollte in Abhängigkeit vom Werkstoff und der Art der Bearbeitung gewählt werden.
- Steifigkeit der Maschine: Vergewissern Sie sich, dass Ihre Maschine über genügend Leistung und Steifigkeit verfügt, um die Schnittkräfte zu bewältigen, die CNMG-Wendeplatten erzeugen können.
CNMG Einsatz Abmessungen (ISO)
| ISO-Bezeichnung | Beschrifteter Kreis (IC) | Dicke | Eckradius |
|---|---|---|---|
| CNMG 120404 | 12,7 mm (0,5") | 4,76 mm (0,187") | 0,4 mm (0,016") |
| CNMG 120408 | 12,7 mm (0,5") | 4,76 mm (0,187") | 0,8 mm (0,031") |
| CNMG 120412 | 12,7 mm (0,5") | 4,76 mm (0,187") | 1,2 mm (0,047") |
| CNMG 160608 | 16mm (0.63") | 6,35 mm (0,25") | 0,8 mm (0,031") |
| CNMG 160612 | 16mm (0.63") | 6,35 mm (0,25") | 1,2 mm (0,047") |
| CNMG 190612 | 19,05 mm (0,75") | 6,35 mm (0,25") | 1,2 mm (0,047") |
Beispiel: CNMG 120408
- 12: Beschrifteter Kreis (IC) von 12,7 mm (ca. 0,5 Zoll)
- 04: Dicke von 4,76 mm (ca. 0,187 Zoll)
- 08: Eckenradius von 0,8 mm (ca. 0,031 Zoll)
Schlüssel Abmessungen
Eingeschriebener Kreis (IC): Der Durchmesser des größten Kreises, der in den Einsatz passt. Übliche IC-Größen sind:
- 12,7mm (0,5″)
- 16mm (0.63″)
- 19,05mm (0,75″)
Die Dicke: Beeinflusst die Festigkeit der Wendeplatte und die Anzahl der nutzbaren Schneidkanten. Übliche Dicken sind:
- 3,18mm (0,125″)
- 4,76mm (0,187″)
- 6,35mm (0,25″)
Eckradius: Beeinflusst die Oberflächengüte und die Festigkeit an der Schnittkante. Übliche Größen sind:
- 0,4mm (0,016″)
- 0,8mm (0,031″)
- 1,2mm (0,047″)
F.A.Q.
Form:
TNMG: Dreieckiger Einsatz mit einem eingeschlossenen 60-Grad-Winkel.
CNMG: Rautenförmiger Einsatz mit einem eingeschlossenen Winkel von 80 Grad.
Schnittige Stärke:
TNMG: Dreieckige Wendeschneidplatten mit sechs Schneidkanten sind sehr stabil und eignen sich für Schrupp- und Semi-Schlichtbearbeitungen.
CNMG: Im Vergleich zu wendeschneidplatten TNMG, Es verfügt über 8 Schneidkanten, was wirtschaftlicher ist; der Spitzenwinkel von 80 Grad sorgt für mehr Stabilität; es eignet sich für die Grob- und Schlichtbearbeitung.
1. Die Form: CNMG-Wendeschneidplatten sind diamantförmige Wendeschneidplatten mit einem eingeschlossenen Winkel von 80 Grad.
2. Material: Sie werden in der Regel aus Wolframkarbid hergestellt, das sehr hart und verschleißfest ist. CNMG-Wendeschneidplatten können häufig mit Beschichtungen versehen werden, um ihre Leistung zu erhöhen, z. B. durch Verschleißfestigkeit oder verbesserten Spanfluss.
3. Verwendung: CNMG-Wendeschneidplatten werden bei Dreharbeiten auf Drehmaschinen zum Formen und Schneiden von Materialien wie Stahl, rostfreiem Stahl, Gusseisen und Nichteisenmetallen verwendet.
4. Befestigung: Die Wendeschneidplatten werden sicher in einem Werkzeughalter gehalten und bieten mehrere Schneidkanten.
CNMG-Einsatzgeometrie :
- C: Rautenform (80-Grad-Einschlusswinkel)
- N: Negativer Spanwinkel (sorgt in der Regel für eine stärkere Schneidkante)
- M: Mittlere Toleranzklasse (eine Allzwecktoleranz für Passgenauigkeit und Präzision)
- G: Geschliffene Oberfläche (zeigt an, dass die Oberfläche der Wendeplatte für die Genauigkeit geschliffen wurde)
Vorteile der CNMG-Einsätze:
- Stärke: Die Diamantform und der 80-Grad-Winkel sorgen für vier robuste Schneidkanten, die sich hervorragend für schwerere Bearbeitungen eignen.
- Vielseitigkeit: Sie können für verschiedene Dreharbeiten wie Schruppen, Halbschlichten und sogar für einige Schlichtarbeiten verwendet werden.
- Kostengünstig: Mehrere Schneidkanten pro Wendeschneidplatte verlängern deren Lebensdauer und senken die Werkzeugkosten.
Ja, eine CNMG 543-Wendeplatte ist dicker als eine CNMG 433-Wendeplatte. Hier ist der Grund dafür:
Bei einer CNMG-Bezeichnung steht die dritte Ziffer des Größencodes für die Dicke der Einlage.
- CNMG 433: Die "3" steht für eine Dicke von 3/16″.
- CNMG 543: Die "5" steht für eine Dicke von 5/16″.
Daher ist der CNMG 543 dicker als der CNMG 433.
Lassen Sie mich wissen, wenn Sie andere Einlagenstärken vergleichen möchten!
Die Wahl der besten CNMG-Wendeschneidplatte für den Stahl 4340 hängt von mehreren Faktoren ab, u. a:
Art der Operation:
- Roughing: Erfordert eine Wendeschneidplattensorte mit hoher Zähigkeit und Verschleißfestigkeit, um hohen Schnittkräften und Spanbelastungen standzuhalten.
- Fertigstellung: Priorität hat die Oberflächengüte, daher ist eine härtere, feinkörnigere Sorte besser. Sie müssen dies mit der Verschleißfestigkeit abwägen.
Spezifische 4340-Eigenschaften:
- Wärmebehandlung: Wurde das 4340 gehärtet? Härteres 4340 erfordert noch härtere Einsatzsorten, möglicherweise mit speziellen Beschichtungen.
Nachfolgend finden Sie einige häufig empfohlene CNMG-Einsatzsorten für 4340 mit ihren Stärken:
Allgemein verwendbare Klassen:
- CVD-beschichtete Sorten (z. B. PVD-TiAlN): Bieten ein gutes Gleichgewicht zwischen Zähigkeit und Verschleißfestigkeit beim Schruppen und Vorschlichten.
- PVD-Beschichtung mit einer Aluminiumoxid (Al2O3)-Schicht: Bietet eine bessere Hitzebeständigkeit, gut für höhere Geschwindigkeiten in 4340 mit mittlerer Härte.
Endbearbeitungsorientierte Noten
- Feinkörnige, nicht beschichtete Sorten: Für eine bessere Oberflächengüte bei weicherem 4340, aber schnellerer Verschleiß.
- CBN (Cubic Boron Nitride): Superhartes Material für hervorragende Oberflächengüte bei gehärtetem 4340, aber teurer und spröder.
Beliebt Einsatz Hersteller und Notenbeispiele
- Sandvik Coromant: GC4415, GC4425 (CVD-beschichtete Sorten vielseitig für 4340)
- Kennametal: KCP25B, KC5010 (gut für gehärtetes 4340)
- Walter: WPP10S, WPP20S (universell einsetzbar, gute Ausgangsbasis)
- Mitsubishi: UE6110 (unbeschichtetes Feinkorn für die Endbearbeitung)
Wichtige Überlegungen
- Chipbreaker-Stil: Stimmen Sie den Spanbrecher auf Ihren Arbeitsgang und die Härte des 4340 ab, um die Spanbildung zu kontrollieren und eine Beschädigung der Schneidkante zu vermeiden.
- Kühlmittel: Die richtige Verwendung von Kühlmitteln ist besonders bei härteren Werkstücken aus 4340 wichtig.
Empfehlung:
Beginnen Sie mit einer vielseitigen CVD-beschichteten Sorte, die für die Härte Ihres 4340-Stahls geeignet ist. Konsultieren Sie immer die Datenblätter der Hersteller und die Bearbeitungsempfehlungen für Ihre spezifische Wendeplattensorte.
Lassen Sie es mich wissen, wenn Sie Details zu den folgenden Punkten haben, und ich kann Ihnen eine maßgeschneiderte Empfehlung für die Einstufung geben:
- Art der Drehbearbeitung (Schruppen, Schlichten)
- Härte Ihres 4340-Materials
- Besondere Anforderungen an die Oberflächenbeschaffenheit
Ja, eine CNMG 543-Wendeplatte hat eine bestimmte Dicke. Hier ist, wie man es verstehen kann:
Bei der CNMG-Bezeichnung steht die dritte Zahl im Größencode für die Dicke der Einlage in Sechzehntel Zoll.
- CNMG 543: Die "5" steht für eine Dicke von 5/16″ eines Zolls.
Lassen Sie es mich wissen, wenn Sie die Dicke anderer CNMG-Einsätze wissen möchten oder einen bestimmten Vergleich im Sinn haben!
Die Wissenschaft hinter Hartmetalleinsätzen: Wie sie hergestellt werden und warum sie so stark sind
Hartmetalleinsätze gehören zu den vielseitigsten und haltbarsten Schneidwerkzeugen auf dem Markt. Aber wie werden sie hergestellt? Und was macht sie so stark? In diesem Video erforschen wir die Wissenschaft hinter Hartmetalleinsätzen, von den Eigenschaften von Wolframkarbid bis hin zum Herstellungsprozess.
Unsere Produktionskapazitäten










