
Leitfaden für Anfänger zu U-Bohrer-Einsätzen
Der U-Bohrer, eines der am häufigsten verwendeten Werkzeuge für die Bohrlochbearbeitung, wird in der Regel mit verschiedenen Namen bezeichnet, z. B. Flachlochbohrer, Wasserstrahlbohrer, Gewaltbohrer, Schnellbohrer, T-Bohrer, Einsatzbohrer usw. Die Standardbezeichnung sollte Wendeschneidplattenbohrer oder Maschinenfutterbohrer lauten. Der Begriff "U-Bohrer" geht auf den Sandvik Coromant T-MAX U-Bohrer zurück, der dann in der Branche weit verbreitet war und sich allmählich zu einer gängigen Bezeichnung entwickelte.
Welche Arten von Einsätzen werden in U-Bohrern verwendet?
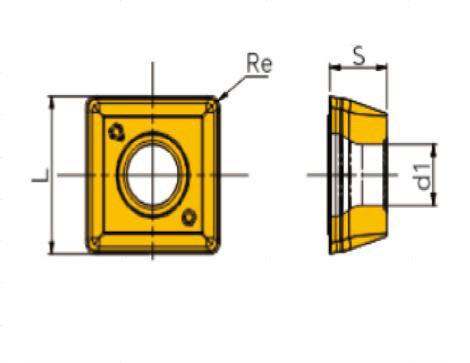
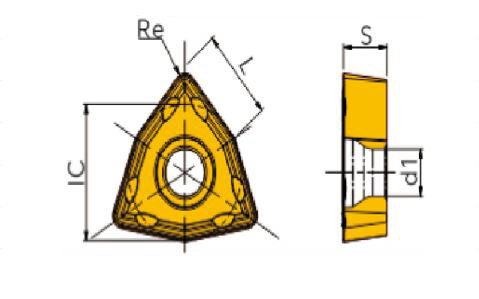
Es gibt mehrere gängige Arten von SPMG, SOMT, WCMTWCMX, die spezifischen Daten können der folgenden Tabelle entnommen werden.

| Modell | L | S | RE |
|---|---|---|---|
| SOMT050204-PC FPA010 | 4.9 | 2.38 | 0.4 |
| SOMT060204-PC FPA010 | 5.7 | 2.38 | 0.4 |
| SOMT070306-PC FPA010 | 6.8 | 2.8 | 0.6 |
| SOMT08T306-PC FPA010 | 7.9 | 3.97 | 0.6 |
| SOMT09T308-PC FPA010 | 9.2 | 3.97 | 0.8 |
| SOMT11T308-PC FPA010 | 11 | 3.97 | 0.8 |
| SOMT130408-PC FPA010 | 12.8 | 4.4 | 0.8 |
| SOMT150510-PC FPA010 | 15 | 4.8 | 1 |
| Modell | L | S | RE |
|---|---|---|---|
| SPMG050204-EC FPA010 | 5 | 2.38 | 0.4 |
| SPMG060204-EC FPA010 | 6 | 2.38 | 0.4 |
| SPMG07T308-EC FPA010 | 7.94 | 3.97 | 0.8 |
| SPMG090408-EC FPA010 | 9.8 | 4.3 | 0.8 |
| SPMG110408-EC FPA010 | 11.5 | 4.8 | 0.8 |
| SPMG140512-EC FPA010 | 14.3 | 5.2 | 1.2 |
| Modell | L | IC | S | RE |
|---|---|---|---|---|
| WCMT030208-TM FPA005 | 3.8 | 5.56 | 2.38 | 0.8 |
| WCMT040208-TM FPA005 | 4.3 | 6.35 | 2.38 | 0.8 |
| WCMT050308-TM FPA010 | 5.4 | 7.94 | 3.18 | 0.8 |
| WCMT06T308-TM FPA010 | 6.5 | 9.525 | 3.97 | 0.8 |
| WCMT080412-TM FPA010 | 8.7 | 12.7 | 4.76 | 1.2 |
Die Typen WC, SP und SO sind die am häufigsten verwendeten U-Bohrer Einsätze in der Metallbearbeitung. Bohrvorgänge sind gut geeignet für den Einsatz von Wendeschneidplattenbohrer weil sie die für den Werkzeugwechsel benötigte Zeit reduzieren. Die Technik der Verwendung u Bohrer als Schruppen ist sehr erfolgreich. Tiefere Kavitäten oder Löcher lassen sich durch mehrere axiale Schnitte mit einem Bohrer oder Fräser. Dieses Verfahren eignet sich besonders für die Schruppbearbeitung. Da die Hauptschneidkräfte axial entlang der Spindel konzentriert werden, ist es energieeffizient, effektiv und reduziert die Anforderungen an die Maschinenspindel. Das Bohren von Löchern für das Wendeschneidplatten-Bohrwerkzeug ist der erste Schritt bei der Innenbearbeitung. Fräsen einfügen Prozess. Der einzigartige Spanbrecher verfügt über ein einzigartiges Design mit gewellten Kanten. Dies gewährleistet sowohl eine hohe Kantenfestigkeit als auch eine effektive Spanbrechung.
Tipps für die Bearbeitung mit U-Bohreinsätzen
Unregelmäßige Oberflächenbohrungen
Unregelmäßig
Konvex
Konkav
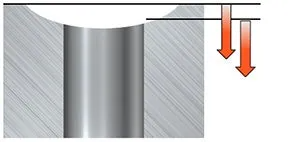
- Verwenden Sie den kürzestmöglichen Bohrer, um die Vibrationsneigung zu minimieren und die Auswirkungen der Durchbiegung zu verringern.
- Empfohlene Startwerte für die Schnittgeschwindigkeit und den niedrigsten empfohlenen Vorschub
- Nicht empfohlen für 6-7×DC, wenn der Konkavradius gleich oder kleiner als der Bohrradius ist
Vorgebohrte Löcher

Um die Schnittkraft zwischen der zentralen und der peripheren Wendeschneidplatte auf einem akzeptablen Niveau zu halten, sollte das vorgebohrte Loch nicht größer sein als DC/4
Querbohrungen
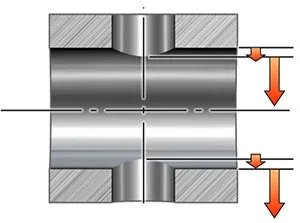
Herausforderungen:
- Die Chip-Evakuierung ist betroffen und könnte problematischer werden
- Das Entgraten an der Kreuzung ist schwierig. Die Gratbildung muss so gering wie möglich sein.
- Verursacht mehr Werkzeugverschleiß als konventionelles Bohren
Leitlinien:
- Bei Löchern mit unterschiedlichem Durchmesser: zuerst das größere Loch bohren, um die Gratbildung zu verringern
- Beginnen Sie mit dem niedrigsten empfohlenen Vorschub während der Überquerung der Löcher
- Nicht empfohlen bei langspanenden Werkstoffen aufgrund der Spanabfuhr beim Durchfahren von Löchern
Bohren von schrägen Eingängen/Ausgängen
Erzeugt ungleichmäßige und übermäßige Kräfte, die auf die Schneiden wirken
- Intermittierendes Schneiden, wenn der Bohrer in das Werkstück ein- und austritt
- Erhöht die Wahrscheinlichkeit von Vibrationen
- Kann das Bohrprofil verzerren
- Verursacht mehr Werkzeugverschleiß als konventionelles Bohren
Allgemeine Empfehlungen:
- Stabilität ist entscheidend. Ein kleines Verhältnis von Länge zu Durchmesser hilft, die Toleranzen einzuhalten
- Das Fräsen einer kleinen ebenen Fläche wird empfohlen, wenn Werkstücke mit einer großen Neigung eingegeben werden.
Abgewinkelte oder geneigte Flächen, Eingang
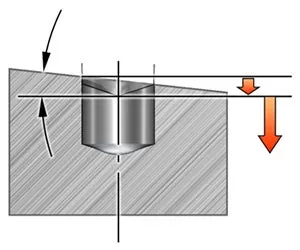
- Verwenden Sie den kürzestmöglichen Bohrer, um die Vibrationsneigung zu minimieren und die Auswirkungen der Durchbiegung zu verringern.
- Beginnen Sie mit der niedrigsten empfohlenen Schnittgeschwindigkeit und 1/3 des niedrigsten empfohlenen Vorschubs (oder niedriger), bis Sie vollständig eingerastet sind, und kehren Sie dann zum normalen Vorschub zurück.
- 4-5×DC der schräge Eingang kann um bis zu 15º geneigt werden
- 6-7×DC der schräge Eingang kann um bis zu 10º geneigt werden
Schräge oder geneigte Flächen, Ausgang
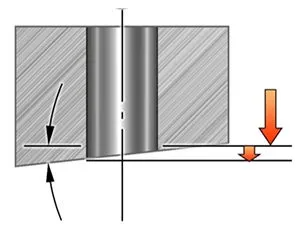
- Verwenden Sie den kürzestmöglichen Bohrer, um die Vibrationsneigung zu minimieren und die Auswirkungen der Durchbiegung zu verringern.
- Empfohlene Startwerte für Schnittgeschwindigkeit und niedrigsten empfohlenen Vorschub (oder niedriger)
- 4-5×DC der schräge Ausgang kann um bis zu 15º geneigt werden
- 6-7×DC der schräge Ausgang kann um bis zu 5º geneigt werden
Bohren asymmetrisch gekrümmter Oberflächen
- Verwenden Sie den kürzestmöglichen Bohrer, um die Biegung des Bohrers von der Mitte nach außen zu minimieren, ähnlich wie bei einer schrägen Fläche.
- Reduzieren Sie den Vorschub auf 1/3 der anfänglichen Penetrationsrate für eine konkave Oberfläche
- Der Radius der gekrümmten Oberfläche sollte größer sein als der Bohrradius
- Nicht empfohlen für 6-7×DC Bohrer
Wie U-Bohreinsätze funktionieren und welche Anwendungen sie haben
Das U-Bohrer, auch bekannt als Bohrer mit Wendeschneidplatten, ist ein Werkzeug, das hauptsächlich zum hocheffizienten Bohren von Löchern in verschiedenen Materialien verwendet wird. Im Folgenden wird ausführlich erklärt, wie ein U-Bohrer funktioniert:

1. Bestandteile und Struktur
- U-Bohrer-Körper: Dies ist der Hauptteil des U-Bohrers, der normalerweise aus einem robusten Material besteht. Er hat zwei Plattensitze: einen in der Nähe der Mitte und einen am Umfang. Diese Sitze nehmen die austauschbaren Einsätze (Schneiden) auf.
- Einsätze: Die U-Bohrer verwenden zwei Wendeschneidplatten: die Zentraler Einsatz und die Peripherieeinsatz. Der zentrale Einsatz schneidet das Material im Kern des Lochs, während der periphere Einsatz die äußeren Kanten schneidet. Die äußere Wendeschneidplatte leistet im Allgemeinen mehr Arbeit, da sie eine größere Schneidfläche bearbeitet.
2. Schneidprozess
- Doppelte Schneidwirkung: Da sich der U-Bohrer mit hoher Geschwindigkeit dreht, greifen beide Wendeplatten gleichzeitig in das Werkstück ein. Der mittlere Einsatz schneidet den inneren Teil des Lochs und der äußere Einsatz den äußeren Durchmesser. Diese Kombination macht den U-Bohrer hocheffizient, da die Schnittlast auf zwei Wendeplatten verteilt wird.
- Kühlmittel-System: U-Bohrer sind in der Regel mit inneren Kühlmittelkanälen ausgestattet. Das Kühlmittel fließt durch diese Kanäle und kühlt direkt die Schneidzone, wodurch Hitze und Reibung reduziert werden. Außerdem hilft es, die Späne aus dem Bohrloch zu spülen.
3. Bohrvorgang
- Ausrichten und Positionieren: Vor dem Bohren wird das Werkstück auf dem Maschinentisch oder einer Vorrichtung fest eingespannt. Der Mittelpunkt des U-Bohrers wird entweder durch CNC-Programmierung oder durch manuelle Positionierung auf die vorgesehene Bohrstelle ausgerichtet.
- Den Schnitt einleiten: Die Maschinenspindel dreht sich, und der U-Bohrer beginnt, sich in das Werkstück zu bewegen. Die zentrale Wendeschneidplatte beginnt mit dem Bohren des Kerns, dicht gefolgt von der peripheren Wendeschneidplatte. Während das Werkzeug tiefer eindringt, tragen beide Wendeplatten weiterhin effizient Material ab.
- Chip-Evakuierung: Beim Abtragen des Materials fallen Späne an. Diese Späne werden durch die kombinierte Wirkung der rotierenden Wendeschneidplatten und des inneren Kühlmittels aus der Bohrung herausgeschleudert, was zur Beseitigung der Späne beiträgt und Verstopfungen verhindert.
- Beendigung der Bohrung: Sobald der U-Bohrer die programmierte Tiefe erreicht hat, zieht sich das Werkzeug zurück und hinterlässt ein fertiges Loch. Aufgrund der hohen Präzision der Wendeschneidplatten und der Konstruktion des Werkzeugkörpers ist die Bohrung in der Regel genau und erfordert keine weitere Nachbearbeitung.
4. Vorteile von U-Bohrern
- Hoher Wirkungsgrad: Da der U-Bohrer mit zwei Wendeplatten gleichzeitig schneidet, arbeitet er im Vergleich zu herkömmlichen Bohrern mit viel höheren Geschwindigkeiten und Vorschüben, was die Zykluszeit reduziert.
- Präzision: Die Konstruktion des U-Bohrers gewährleistet einen genauen Lochdurchmesser, so dass zusätzliche Nachbearbeitungsschritte wie Aufbohren oder Reiben oft überflüssig sind.
- Kühlmittel-Effizienz: Die eingebauten Kühlmittelkanäle halten die Wendeschneidplatten beim Hochgeschwindigkeitsbohren kühl, verringern den Verschleiß und verlängern die Lebensdauer der Werkzeuge.
5. Betriebliche Erwägungen
- Auswahl einfügen: Es ist wichtig, die richtige Wahl zu treffen Material einfügen und Geometrie auf der Grundlage des Werkstückmaterials (z. B. Stahl, Aluminium, Gusseisen). Die Verwendung der richtigen Wendeschneidplatten gewährleistet glattere Schnitte und verlängert die Standzeit der Werkzeuge.
- Schnittparameter: Die Bohrgeschwindigkeit und der Vorschub sollten entsprechend dem Material und der Tiefe des Lochs eingestellt werden. Eine zu hohe Vorschubgeschwindigkeit kann zu übermäßigem Verschleiß oder zur Beschädigung der Schneidplatten führen.
- Kühlmittelfluss: Stellen Sie sicher, dass das Kühlmittelsystem richtig eingestellt ist und funktioniert. Zu wenig Kühlmittel kann zu Überhitzung und vorzeitigem Ausfall des Werkzeugs führen.
Was sind U-Bohreinsätze und warum sind sie so beliebt?
U Bohrereinsätze sind Schneidwerkzeuge, die in indexierbaren U-Bohrern verwendet werden und speziell für das hocheffiziente Bohren von Löchern entwickelt wurden. Diese Einsätze bestehen in der Regel aus Hartmetall oder anderen harten Materialien, die hohen Schnittgeschwindigkeiten und Temperaturen standhalten können. Sie sind austauschbar, d. h. wenn ein Einsatz stumpf wird, können Sie ihn austauschen, anstatt den gesamten Bohrer zu ersetzen, was sie kostengünstig macht.
warum U-Bohreinsätze so beliebt sind:
Hohe Effizienz: U-Bohrer mit Wendeschneidplatten können Löcher viel schneller bohren als herkömmliche Spiralbohrer, da sie mit zwei Wendeschneidplatten gleichzeitig schneiden - eine für die Lochmitte und eine für den Umfang. Dies reduziert die Bearbeitungszeit erheblich.
Kosteneffektiv: Da die Einsätze austauschbar sind, sinken die Gesamtkosten für die Werkzeuge. Anstatt einen ganzen Bohrer zu ersetzen, müssen Sie nur die abgenutzten Einsätze austauschen.
Vielseitigkeit: U-Bohreinsätze kann auf verschiedenen Materialien wie Stahl, Edelstahl, Gusseisen und Nichteisenwerkstoffen eingesetzt werden. Für unterschiedliche Anwendungen sind verschiedene Einsatzgeometrien und Beschichtungen erhältlich.
Präzision: U-Bohreinsätze bieten eine hohe Präzision beim Bohren und erzeugen oft Löcher mit minimalem Bedarf an sekundären Endbearbeitungen wie Aufbohren oder Reiben.
Kühlmittelzufuhr: Viele U-Bohrer sind mit inneren Kühlmittelkanälen ausgestattet, die die Wendeschneidplatten während des Bohrens kühlen und so die Lebensdauer des Werkzeugs und die Spanabfuhr verbessern.
Wichtige Überlegungen bei der Verwendung von U-Bohreinsätzen
Um eine optimale Leistung beim Einsatz von U-Bohreinsätzen zu gewährleisten, müssen mehrere Faktoren berücksichtigt werden:
1. Auswahl des Einsatzmaterials
Wählen Sie den richtigen Wendeplattenwerkstoff (Hartmetall, beschichtetes Hartmetall usw.) entsprechend dem Werkstoff des Werkstücks. Unterschiedliche Materialien erfordern spezifische Wendeplatten, um die besten Ergebnisse zu erzielen. Zum Beispiel können härtere Wendeplatten für das Bohren durch harte Stähle erforderlich sein, während weichere Materialien wie Aluminium eine speziellere Geometrie der Wendeplatte erfordern können.
2. Schnittgeschwindigkeit und Vorschubgeschwindigkeit
Die Schnittgeschwindigkeit und der Vorschub sollten für das Werkstückmaterial und den Einsatztyp geeignet sein. Zu hohe Vorschübe können zum Ausfall der Wendeschneidplatte führen, während zu niedrige Vorschübe zu schlechter Spanbildung oder übermäßiger Wärmeentwicklung führen können.
Konsultieren Sie die Richtlinien des Herstellers für die empfohlenen Geschwindigkeiten und Vorschübe und passen Sie diese je nach Materialhärte und Bohrtiefe an.
3. Kühlmittelmanagement
Stellen Sie sicher, dass das Kühlmittel richtig in die Schneidzone geleitet wird. Kühlmittel hilft, die Hitze zu reduzieren, Werkzeugverschleiß zu verhindern und die Spanabfuhr zu unterstützen. U-Bohrer sind oft mit inneren Kühlmittelkanälen ausgestattet, aber Sie müssen sicherstellen, dass diese Kanäle richtig funktionieren.
Die Verwendung von zu wenig Kühlmittel oder ein verstopfter Kühlmittelkanal kann zu Überhitzung, verkürzter Lebensdauer des Werkzeugs und schlechter Lochqualität führen.
4. Korrekter Einbau des Einsatzes
Stellen Sie sicher, dass die Einsätze ordnungsgemäß im U-Bohrer-Körper sitzen und gesichert sind. Ein unsachgemäßer Einbau kann zu einem Verrutschen der Einsätze, einer schlechten Lochqualität oder sogar zu einer Beschädigung des Werkzeugkörpers führen.
Prüfen Sie regelmäßig den Verschleiß der Wendeplatten und tauschen Sie sie aus, wenn sie stumpf sind, um eine Beschädigung des Werkstücks oder des Werkzeugs zu vermeiden.
5. Chip-Evakuierung
Überwachen Sie die Spanabfuhr während des Bohrvorgangs. Eine unzureichende Spanabfuhr kann dazu führen, dass die Späne das Loch verstopfen, was zu Werkzeugversagen, Überhitzung oder Beschädigung des Werkstücks führen kann.
Passen Sie die Vorschubgeschwindigkeit oder den Kühlmittelfluss an, wenn die Späne nicht effektiv aus dem Loch entfernt werden.
6. Bohrlochtiefe und -genauigkeit
U-Bohrer sind ideal für die schnelle Herstellung von Löchern, aber die Genauigkeit kann je nach Einstellung und Material variieren. Bei tiefen Löchern ist auf eine korrekte Ausrichtung des U-Bohrers zu achten, um Abweichungen zu vermeiden, die zu konischen oder unrunden Löchern führen können.
7. Überwachung des Einsatzverschleißes
Achten Sie auf den Verschleiß der Wendeplatten während des Einsatzes. Abgenutzte Wendeschneidplatten können sich negativ auf die Qualität der Bohrung auswirken und außerdem zu einer übermäßigen Erwärmung führen, wodurch sich das Risiko eines Bruchs oder einer Beschädigung des Werkstücks erhöht.
Regelmäßige Inspektionen und ein rechtzeitiger Wechsel der Wendeschneidplatten sind unerlässlich, um die Qualität der Bohrungen zu erhalten und die Lebensdauer der Werkzeuge zu verlängern.
Wenn Sie diese Richtlinien befolgen und die richtige Wendeplatte für die jeweilige Anwendung verwenden, können Sie die Effizienz, Kosteneffizienz und Präzision von U-Bohrern in Ihrem Bearbeitungsprozess maximieren
Schlussfolgerung
Das U-Bohrung ist ein Bohrwerkzeug mit Hartmetalleinsätzen, das sich durch einfache Handhabung und Kosteneffizienz auszeichnet. Um die Bearbeitung einer Vielzahl von Werkstoffen zu erleichtern, hat ONMY U-Bohrung Einsätze sind in verschiedenen Ausführungen und Größen erhältlich. Die U-Drill-Einsätze von ONMY bieten neben einer hohen Zerspanungsleistung auch eine energiesparende und effiziente Lösung. Für hochwertige U-Drill-Einsätze wenden Sie sich an ONMY! Kontaktieren Sie uns, wir beantworten gerne alle Ihre Fragen und Anliegen.



