Ein Rückseitenwerkzeug, oft auch als BF-Fräser bezeichnet, ist ein spezielles Schneidwerkzeug für die Präzisionsbearbeitung. Es wird in erster Linie verwendet, um eine flache, rechtwinklige Oberfläche auf der Rückseite einer Bohrung oder eines Gewindelochs zu erzeugen. Dieses Verfahren wird als Rückseitenbearbeitung bezeichnet.
Verkürzung der Zerspanungszeit um mindestens 80% im Vergleich zu herkömmlichen Handwerkzeugen
Eliminiert kostspielige sekundäre Arbeitsgänge und spart Zeit durch clevere Prozessverbesserungen
Standard-Hartmetall-Wendeschneidplatten eignen sich für eine breite Palette von Materialien und reduzieren die Materialkosten
Das Werkzeug ermöglicht schwere unterbrochene Schnitte ohne übermäßiges Rattern
Mindestdurchmesser der Vorbohrung Ø10,4 mm
Unbegrenztes Verhältnis von Tiefe zu Durchmesser mit Stützführungen
Einfacher und schneller Werkzeugwechsel
Maximaler Hinterbohrungsdurchmesser bis zum 1,6-fachen des Bohrdurchmessers
Rückwärtssenker mit Anfasung sind erhältlich.
Verwenden Sie SKD61-Material, das stoßfester, verschleißfester und stabiler ist.
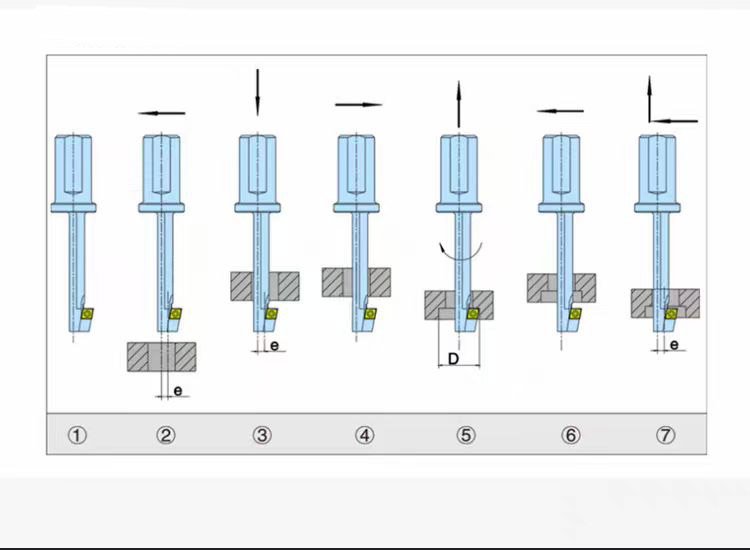
Einfache Programmierung durch einfaches Versetzen der Zentren zwischen Maschinenspindel und Bohrung.
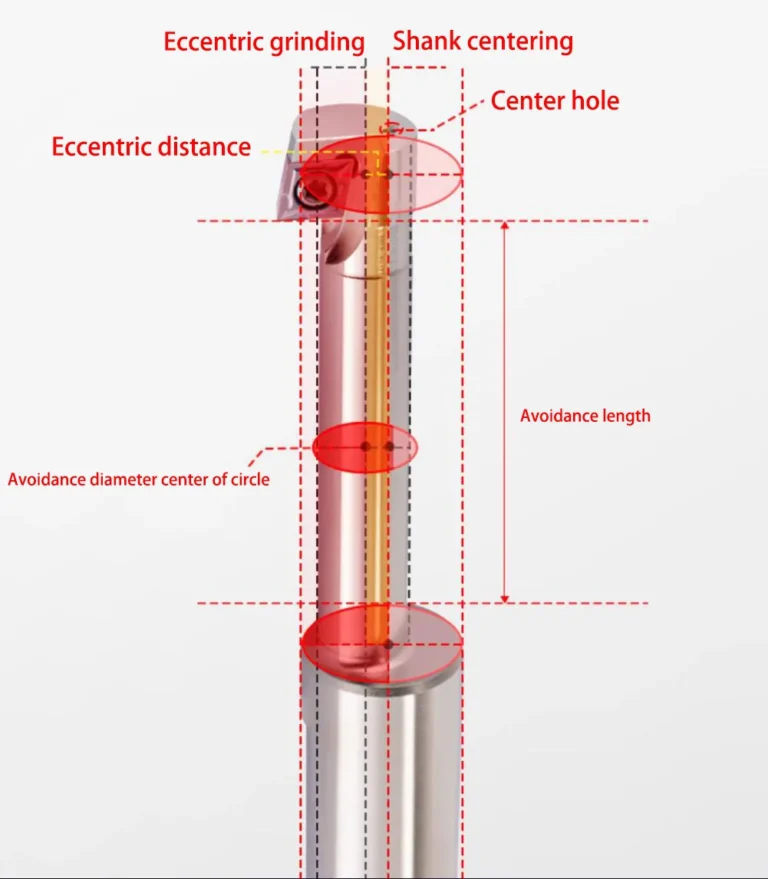
Exzenterschleifverfahren
Unter der Prämisse der Gewährleistung der Steifigkeit, die Verwendung von exzentrischen Schleifen Prozess kann effektiv vermeiden, die leer.
Gut konzipiert
Präzisionsgefertigtes, schraubenversetztes Design, die Klingen sind ohne Lücken montiert, um die Steifigkeit zu erhöhen. Vermeiden Sie Klingenverluste durch Vibrationen und verbessern Sie den Bearbeitungseffekt.
Exzentrischer Rückenfleck Stirnloch
Lösen Sie die Verarbeitung Schmerzpunkte, die Verarbeitung der Rückseite versenkt Löcher nicht brauchen, um die Oberfläche zu drehen, erheblich verbessern die Effizienz der Verarbeitung
Rost- und Korrosionsschutz
Galvanische Behandlung, so dass das Produkt korrosionsbeständig, verschleißfest, oxidationsbeständig ist, die Klinge und der Mähbalken eng anliegen, hohe Dichtigkeit, umfassende Präzision besser
Klemmverfahren für die seitliche Befestigung
Die Oberfläche des Werkzeughalters ist parallel und flach gefräst, wodurch die Spannkraft stärker und weniger rutschig während der Bearbeitung ist.
Auswechselbare Standardeinsätze
Austauschbar CCMT Einsätze reduzieren die Verarbeitungskosten
Klares Branding der Spezifikationen
Lasergravur für ein klareres Branding der Spezifikationen
Rückseitenmessgerät Modell Beschreibung
Modell der Schneidemaschine
Rotierender Durchmesser( ΦDc)
KopfdurchmesserΦDc1
L1
L2
Gesamtlänge (L)
Schaftdurchmesser (ΦDs)
Schnitttiefe(ap)
Hartmetalleinsatz
Schraube
Schraubenschlüssel
M10-1810-C16
18
10.4
53
40
95
16
4
CCMT160204
M2.5*6
T8
M12-2013-C16
20
12.4
53
40
100
16
4
M14-2315-C16
23
14.2
63
50
110
16
4.5
CCMT09T304
M4*9
T15
M16-2617-C20
26
16.4
86
68
150
20
5
M20-3321-C25
33
20.7
88
75
150
25
5.5
M24-4025-C25
40
24.6
90
78
150
25
8
Empfohlene Schnittbedingungen
ISO
Werkstück
Härte
Schnittgeschwindigkeit(M/Min)Min-Suit-Max
Vorschub(mm/t)Min-Suit-Max
P
Allgemeiner Stahl
180-280HB
100/150/200
0.05/0.15/0.2
Gussstahl
180-281HB
100/150/200
0.05/0.1/0.15
M
Martensitischer rostfreier Stahl
200-330HB
100/150/200
0.05/0.15/0.2
Austenitischer rostfreier Stahl
200HB
80/130/160
0.05/0.1/0.15
K
Stahlguss
250HB
100/150/200
0.05/0.15/0.25
N
Hochtemperatur-Legierungen
/
200/300/350
0.05/0.15/0.25
S
Titan-Legierung
/
30/40/60
0.03/0.05/0.08
Hinweis: Die oben genannten Schnittbedingungen sind ungefähre Richtwerte und müssen je nach mechanischer Steifigkeit und Werkstücksteifigkeit, Schnitttiefe usw. angepasst werden.
Interessiert an unserem Backspot Face Tool?
ONMY Toolings wächst in diesen Jahren rasant, und wir freuen uns immer über Partner, die mit uns zusammenarbeiten, um manuelle Vorteile zu erzielen und gemeinsam zu wachsen!
Was Sie brauchen, ist ein echter Veteran in der CNC-Werkzeugindustrie. Lassen Sie sich von ONMY-Werkzeugen dabei helfen, die Nr. 1 in diesem Bereich zu werden.