
U 型鑽頭刀片新手指南
U 型鑽頭是孔加工最常用的工具之一,通常有不同的名稱,如淺孔鑽頭、噴水鑽頭、暴力鑽頭、快速鑽頭、T 型鑽頭、刀片鑽頭等。標準的名稱應該是可轉位刀片鑽或機床夾頭鑽。U 型鑽頭」一詞起源於山特維克可樂滿 T-MAX U 型鑽頭,後來在業界廣泛流傳,逐漸演變成通用名稱。
U 型鑽中使用的刀片類型有哪些?
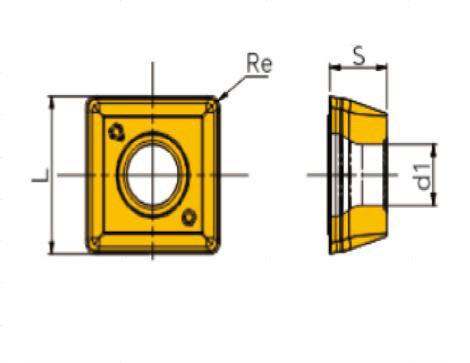
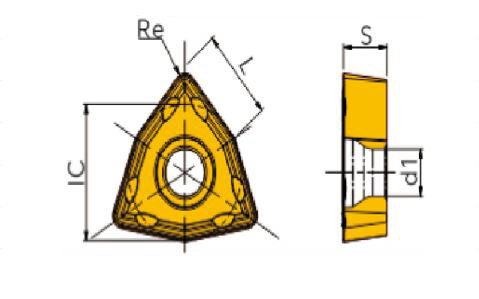
有幾種常見的 SPMG, SOMT, WCMT, WCMX,具體資料可參考下表。

| 型號 | L | S | RE |
|---|---|---|---|
| Somt050204-PC FPA010 | 4.9 | 2.38 | 0.4 |
| Somt060204-PC FPA010 | 5.7 | 2.38 | 0.4 |
| Somt070306-PC FPA010 | 6.8 | 2.8 | 0.6 |
| somt08t306-pc fpa010 | 7.9 | 3.97 | 0.6 |
| somt09t308-pc fpa010 | 9.2 | 3.97 | 0.8 |
| somt11t308-pc fpa010 | 11 | 3.97 | 0.8 |
| Somt130408-PC FPA010 | 12.8 | 4.4 | 0.8 |
| Somt150510-PC FPA010 | 15 | 4.8 | 1 |
| 型號 | L | S | RE |
|---|---|---|---|
| SPMG050204-EC FPA010 | 5 | 2.38 | 0.4 |
| SPMG060204-EC FPA010 | 6 | 2.38 | 0.4 |
| SPMG07T308-EC FPA010 | 7.94 | 3.97 | 0.8 |
| SPMG090408-EC FPA010 | 9.8 | 4.3 | 0.8 |
| SPMG110408-EC FPA010 | 11.5 | 4.8 | 0.8 |
| SPMG140512-EC FPA010 | 14.3 | 5.2 | 1.2 |
| 型號 | L | IC | S | RE |
|---|---|---|---|---|
| WCMT030208-TM FPA005 | 3.8 | 5.56 | 2.38 | 0.8 |
| WCMT040208-TM FPA005 | 4.3 | 6.35 | 2.38 | 0.8 |
| WCMT050308-TM FPA010 | 5.4 | 7.94 | 3.18 | 0.8 |
| WCMT06T308-TM FPA010 | 6.5 | 9.525 | 3.97 | 0.8 |
| WCMT080412-TM FPA010 | 8.7 | 12.7 | 4.76 | 1.2 |
最常用的類型為 WC、SP 和 SO。 U 鑽 刀片在金屬加工中的應用。鑽孔作業非常適合使用 可轉換刀片鑽頭 因為它們減少了更換刀具所需的時間。使用以下技術 u 操練 作為粗加工是非常成功的。更深的空腔或孔洞可以使用鑽頭或其他工具進行多次軸向切削來製造。 銑刀. .此方法特別適用於粗加工。由於主要切削力沿主軸軸向集中,因此省力、有效,並可降低對機器主軸的要求。為刀片鑽頭鑽孔是內孔加工的第一步。 插入銑削 加工過程。獨特的斷屑器採用獨一無二的波浪邊緣設計,既能確保刀刃強度,又能有效斷屑。.
使用 U 型鑽頭刀片的加工提示
不規則表面鑽孔
不規則
凸面
凹面
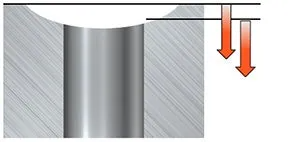
- 使用盡可能最短的鑽頭,以減少震動趨勢和撓度的影響
- 切削速度的建議起始值和最低建議進給量
- 凹面半徑與鑽頭半徑相同或更小時,不建議使用 6-7×DC
預鑽孔

為了使中央刀片與周邊刀片的切削力平衡在可接受的水平,預鑽孔的尺寸不應大於 DC/4
橫向鑽孔
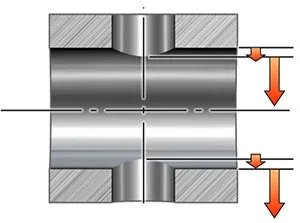
挑戰:
- 晶片撤離受到影響,可能會變得更棘手
- 在交叉處進行去毛刺作業相當困難。毛刺的形成必須盡可能減少。
- 比傳統鑽孔造成更多刀具磨損
指引:
- 針對不同直徑的孔:先鑽較大的孔,以減少毛刺的形成
- 過孔時以建議的最低進給量開始
- 不建議使用於長切削材料,因為在過孔時會有切屑排出
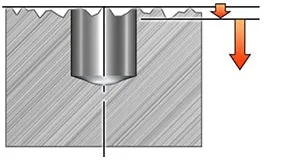
鑽斜出入口
在切削刃上產生不均勻和過大的作用力
- 當鑽頭進入/離開工件時,會出現斷續切削的情況
- 增加震動的機會
- 可扭曲鑽孔輪廓
- 比傳統鑽孔造成更多刀具磨損
一般建議:
- 穩定性至關重要。較小的長度直徑比有助於保持公差。
- 進入傾斜度較大的工件時,建議銑削一個小平面
有角度或傾斜的表面、入口
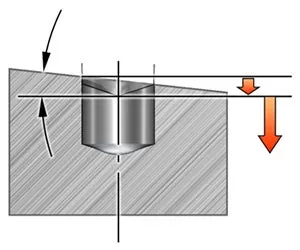
- 使用盡可能最短的鑽頭,以減少震動趨勢和撓度的影響
- 以建議的最低切削速度和建議的最低進給量的 1/3 開始(或更低),直到完全接合,然後回復正常進給量
- 4-5×DC 傾斜入口的角度可達 15º
- 6-7×DC 傾斜入口的角度可達 10º
有角度或傾斜的表面,出口
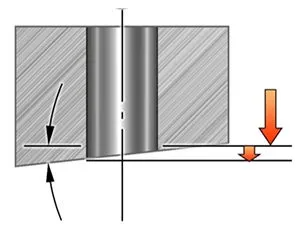
- 使用盡可能最短的鑽頭,以減少震動趨勢和撓度的影響
- 切削速度的推薦起始值和最低推薦進給(或更低)值
- 4-5×DC 傾斜出口的角度可達 15º
- 6-7×DC 傾斜出口的角度可達 5º
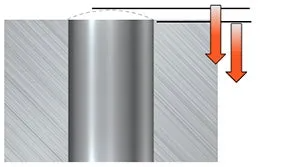
不對稱曲面鑽孔
- 使用盡可能短的鑽頭,以減少鑽頭從中心向外彎曲,類似於傾斜的表面
- 對於凹面,將進給量減少至初始滲透率的 1/3
- 曲面半徑應大於鑽頭半徑
- 不建議用於 6-7×DC 鑽機
U 型鑽頭刀片的工作原理與應用範圍
該 U 鑽, 又稱為可轉換刀片鑽頭,是一種主要用於在各種材料上高效率鑽孔的工具。下面將詳細解釋如何使用 U 鑽 作品:

1.元件與結構
- U 型鑽頭本體:這是 U 型鑽頭的主要部分,通常由堅固的材料製成。它有兩個刀片座:一個靠近中心,另一個在周邊。這些刀座可固定可更換的刀片(切削刃)。
- 插件:U 型鑽使用兩種可轉換刀片: 中心插入 和 週邊插件.中心刀片切削孔核心的材料,而周邊刀片則切削外緣。外圍刀片通常做更多的工作,因為它處理較大的切削面。
2.切割過程
- 雙切割動作:當 U 型鑽高速旋轉時,兩個刀片會同時夾住工件。中心刀片切削內孔,外側刀片切削外徑。由於切削負荷分散在兩個刀片上,因此這種組合使 U 型鑽具有極高的效率。
- 冷卻系統:U 型鑽頭通常設計有內部冷卻槽。冷卻液流經這些通道,直接冷卻切削區域,減少熱量與摩擦。它也有助於將切屑沖出鑽孔。
3.鑽孔作業
- 對齊和定位:鑽孔前,先將工件穩固地夾持在機床工作台或夾具上。透過 CNC 程式或手動定位,將 U 型鑽的中心對準預定的孔位。
- 啟動切割:機器主軸旋轉,U 型鑽頭開始進入工件。中心刀片開始鑽芯切削,周邊刀片緊隨其後。隨著刀具的深入,兩個刀片繼續有效率地切削材料。
- 晶片撤離:切削材料時,會產生切屑。在旋轉刀片與內部冷卻液的共同作用下,這些切屑會被排出孔外,有助於清除切屑並防止堵塞。
- 完成鑽探:當 U 型鑽頭達到預設深度後,刀具會縮回,留下一個完成的孔。由於刀片的高精度及刀身的設計,孔的精度通常很高,不需要再加工。
4.U 型操練的優點
- 高效率:由於 U 型鑽頭使用兩個刀片同時切削,因此相較於傳統鑽頭,其操作速度及進給速度都高出許多,可縮短週期時間。
- 精確度:U 型鑽的設計可確保孔徑精確,通常不需要額外的精加工,如鑽孔或鉸孔。
- 冷卻效率:內建的冷卻槽可讓刀片在高速鑽孔時保持冷卻,減少磨損並延長刀具壽命。
5.營運考量
- 插入選擇選擇正確的至關重要 插入材料 根據工件材質(例如鋼材、鋁材、鑄鐵)選擇合適的刀具幾何形狀。使用正確的刀片能確保更平滑的切削效果,並延長刀具使用壽命。.
- 切割參數:鑽孔速度及進給率應根據材料及孔深來調整。如果進給率過高,會造成刀片過度磨損或損壞。
- 冷卻液流量:確保冷卻液系統設定並正常運作。冷卻液不足會導致過熱及工具過早失效。
什麼是 U 型鑽頭?為什麼它們很受歡迎?
U 鑽頭刀頭 可轉位U型鑽頭所使用的切削刀具,專為高效鑽孔而設計。此類刀片通常採用硬質合金或其他高硬度材料製成,能承受高速切削與高溫環境。其可替換特性意味著當刀片鈍化時,無需更換整支鑽頭,僅需替換刀片即可,因此具備成本效益。.
U 形鑽頭刀片受歡迎的原因:
高效率:帶刀片的 U 型鑽比傳統麻花鑽鑽孔速度更快,因為它們同時使用兩個刀片切削 - 一個用於鑽孔中心,另一個用於鑽孔周邊。這可大幅縮短加工時間。
成本效益高:由於刀片可更換,因此可降低整體刀具成本。與其更換整個鑽頭,您只需要更換磨損的刀片。
多功能性: U 型鑽頭刀片 可應用於各種材料,例如鋼、不銹鋼、鑄鐵及有色金屬材料。不同的刀片幾何形狀和塗層可適用於不同的應用。.
精密度高:U 型鑽頭的鑽孔精度很高,通常只需最少的二次精加工,如鑽孔或鉸孔。
冷卻液輸送:許多 U 型鑽頭設計有內冷卻槽,可在鑽孔時冷卻刀片,提高刀具壽命及排屑效果。
使用 U 型鑽頭時的重要注意事項
使用 U 型鑽頭時,為了確保最佳的性能,需要考慮幾個因素:
1.刀片材料選擇
根據工件材料選擇正確的刀片材料(硬質合金、塗層硬質合金等)。不同的材料需要特定的刀片才能達到最佳效果。例如,鑽穿硬鋼時可能需要較堅硬的刀片,而像鋁等較軟的材料則可能需要較特殊幾何形狀的刀片。
2.切削速度與進給率
切削速度及進給率應適合工件材料及刀片類型。過高的進給率會造成刀片故障,而過低的進給率則可能造成切屑形成不良或過度積熱。
請參考製造商的指導方針,瞭解建議的速度和進給量,並根據材料硬度和孔深進行調整。
3.冷卻液管理
確保冷卻液正確導入切削區。冷卻液有助於減少熱量、防止刀具磨損,並有助於排屑。U 型鑽頭通常附有內部冷卻水道,但您必須確保這些水道運作正常。
使用冷卻液不足或冷卻液通道阻塞會導致過熱、刀具壽命縮短、孔的品質變差。
4.正確安裝插件
確保刀片正確地安裝及固定在 U 型鑽頭本體上。安裝不當會導致刀片移位、孔的品質變差,甚至損壞刀體。
定期檢查刀片磨損情況,並在刀片變鈍時更換刀片,以免損壞工件或刀具。
5.晶片撤離
在鑽孔過程中監控排屑情況。排屑不良會造成切屑堵塞孔洞,導致工具故障、過熱或工件損壞。
如果切屑無法有效排出孔外,請調整進給率或冷卻液流量。
6.孔深和精度
U 型鑽頭是快速製孔的理想工具,但精確度會因設定與材料的不同而有所差異。對於深孔,請確保 U 型鑽頭正確對齊,以避免偏差,因為偏差可能會導致錐形孔或不圓孔。
7.刀片磨損監測
在使用過程中,請隨時注意刀片的磨損情況。磨損的刀片會對孔的品質產生負面影響,也可能造成過熱,增加工件破損或損壞的風險。
定期檢查和及時更換刀片對於保持孔的品質和延長刀具壽命是非常重要的。
只要遵循這些準則,並使用適合應用的刀片,您就能在加工作業中,將 U 型鑽的效率、成本效益及精確度發揮到極致
總結
該 U-drill 是一種內含硬質合金刀片的鑽削工具,其特點在於操作簡便且具成本效益。為便於加工多種材料,ONMY U-drill 刀片提供多種型號與尺寸選擇。ONMY U型鑽刀片除具備高切削效率外,更提供節能高效的解決方案。如需高品質U型鑽刀片,請聯繫ONMY!歡迎隨時與我們聯繫,我們將樂意解答您任何疑問或顧慮。.



