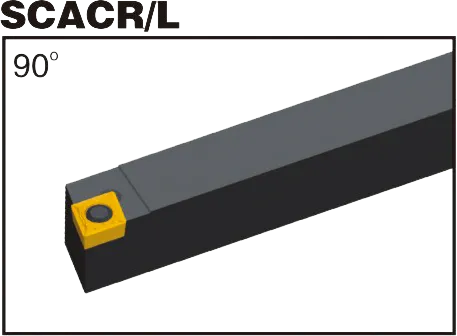
CCMT車削刀具 CCMT 刀片角度:7° 正前角刀片,單面斷屑槽80° 菱形車削刀片;CCMT車削刀具 規格:CCMT060204/CCMT09T304/CCMT09T308/CCMT090308/CCMT1204;;建議用於鋼、不銹鋼、鑄鐵、耐熱合金;斷路器應用:半精車、精車、一般用途及粗車;匹配 CCMT 插入車削 工具架:SCACR/L、SLCR/L、SCFCR、SLCR;;材質 : 碳化鎢等級:PVD 和 CVD;也許你想知道: CCMT 對 CCGT. 立即取得報價 CCMT 刀片座 CCMT 插入簡介: CCMT 插件:要點形狀: 內含 80 度角的菱形 (鑽石)。淨空角度: 7 度 (正)切割邊緣: 雙面設計,每個刀片提供兩個切削刃,符合成本效益。Chipbreaker Geometries: 不同製造商提供多樣化的斷屑槽。這些都是針對特定材料和加工作業(粗加工、精加工等)量身打造的。主要用途: 適用於各種材料的車削、端面加工及仿形加工。CCMT 圓刀片適用的常見材料鋼材: 各種鋼種,包括碳鋼和合金鋼。不銹鋼: CCMT 刀片可加工不同類型的不銹鋼。鑄鐵: 適用於許多鑄鐵應用。某些高溫合金: 視特定合金和等級而定。CCMT 刀片的優勢成本效益高: 由於其雙面設計和廣泛的可用性。多用途: 各種等級和斷屑槽使其適用於許多加工應用。良好的晶片控制: 設計精良的斷屑槽可確保有效的切屑流動,並保護工件、刀具和機器。正前角: 這可提高切割效率,並降低許多材料的切割力。重要注意事項將等級與您的材料相匹配: 選擇正確的刀片塗層和基材成分,對於您所切削的特定材料的最佳刀具壽命和性能至關重要。選擇正確的 Chipbreaker: 斷屑槽的幾何形狀對切屑的形成和斷裂有重大影響。應根據材料和加工作業類型來選擇。機器剛性: 確保您的機器有足夠的剛性和功率來處理 CCMT 刀片可能產生的切削力、 CCMT 刀片尺寸 (ISO) 類型CCMT 螺絲孔徑(mm) LEICSDIRE CCMT0602046.46.352.382.80.4 CCMT0602086.46.352.382.80.8 CCMT09T3049.79.5253.974.40.4 CCMT09T3089.79.5253.974.40.8 CCMT12040412.912.74.765.560.4 CCMT12040812.912.74.765.560.8 CCMT12041212.912.74.765.561.2 範例:CCMT 09T308 09: 9.52 公釐(約 0.375 英吋)的刻字圓 (IC)T3: 厚度為 3.18 公釐(約 0.125 英吋)08: 轉角半徑 0.8 公釐(約 0.031 英吋)主要尺寸刻字圓圈 (IC): 適合插入的最大圓的直徑。常見的 IC 尺寸包括6.35 公釐(0.25 吋)9.52 公釐(0.375 吋)12.7 公釐(0.5 吋)厚度: 影響刀片強度及可用切削刃的數量。常見的厚度包括1.58 公釐(0.062 吋)3.18mm (0.125″)4.76 公釐(0.187 吋)轉角半徑: 影響切削刃的表面光潔度和強度。常見尺寸包括0.2mm (0.008″)0.4mm (0.016″)0.8mm (0.031″) 立即取得報價 硬質合金刀片背後的科學:鎢鋼刀片的製造過程及強度原因 硬質合金刀片是目前用途最廣且最耐用的切削工具。但它們是如何製成的呢?是什麼讓它們如此堅固?在本影片中,我們將探討硬質合金刀片背後的科學,從碳化鎢的特性到製造過程。 我們的生產能力 尋找最適合您應用的 CCMT 插件 - 獲得專家協助! 立即取得報價