Şekil: Eşkenar dörtgen (elmas), 80 derecelik bir iç açıya sahiptir.
Açıklık Açısı: 0 derece
Kesme Kenarları: Çift taraflı, maliyet etkinliği için kesici uç başına iki kesme kenarı sunar.
Çip Kırıcı Geometriler: Çeşitli üreticilerin çok çeşitli talaş kırıcı stilleri mevcuttur. Bunlar belirli malzemelere ve işleme operasyonlarına (kaba işleme, ince işleme vb.) göre uyarlanmıştır.
Anahtar Kullanımlar: Öncelikle genel tornalama işlemleri ve çeşitli malzemeler üzerinde bazı kaplama işleri için kullanılır.
CNMA Uçlarının Kullanıldığı Yaygın Malzemeler
Dökme Demir: Birçok dökme demir uygulaması için uygundur.
CNMA Uçların Avantajları
Uygun maliyetli: Çift taraflı tasarımları sayesinde kesici uç başına daha uzun takım ömrü sunar.
Çok yönlü: Çok çeşitli kaliteler ve talaş kırıcılar, bunları birçok işleme uygulaması için uygun hale getirir.
Güçlü Geometrik Şekil: 80 derecelik elmas şekli, boyutlarına göre güç ve sağlamlık sağlar.
Önemli Hususlar
Notu Malzemenizle Eşleştirin: Doğru kesici uç kaplamasını ve alt tabaka bileşimini seçmek, kestiğiniz özel malzemede optimum takım ömrü ve performansı için çok önemlidir.
Doğru Çip Kırıcıyı Seçin: Talaş kırıcı geometrisi, talaşların nasıl oluştuğunu ve kırıldığını önemli ölçüde etkiler. Malzemeye ve işleme operasyonunun türüne göre seçilmelidir.
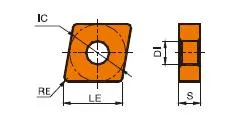
CNMA Kesici Uç Boyutları (ISO)
TİP
CNMA INSERT DİYAMENTASYONLARI (mm)
LE
IC
S
DI
RE
CNMA120404
12.9
12.7
4.76
5.16
0.4
CNMA120408
12.9
12.7
4.76
5.16
0.8
CNMA120412
12.9
12.7
4.76
5.16
1.2
CNMA120416
12.9
12.7
4.76
5.16
1.6
CNMA160608
16.1
15.875
6.35
6.35
0.8
CNMA160612
16.1
15.875
6.35
6.35
1.2
CNMA160616
16.1
15.875
6.35
6.35
1.6
CNMA190612
19.3
19.05
6.35
7.94
1.2
CNMA190616
19.3
19.05
6.35
7.94
1.6
Örnek: CNMA 120408
12: Yazılı Daire (IC) 12,7 mm (yaklaşık 0,5 inç)
04: Kalınlık 4,76 mm (yaklaşık 0,187 inç)
08: Köşe yarıçapı 0,8 mm (yaklaşık 0,031 inç)
Anahtar Boyutlar
Yazıtlı Daire (IC): Ek parçanın içine sığan en büyük dairenin çapı. Yaygın IC boyutları şunları içerir:
12,7 mm (0,5″)
16mm (0,63″)
19,05 mm (0,75″)
Kalınlık: Kesici uç mukavemetini ve kullanılabilir kesme kenarı sayısını etkiler. Yaygın kalınlıklar şunları içerir:
3,18 mm (0,125″)
4,76 mm (0,187″)
6,35 mm (0,25″)
Köşe Yarıçapı: Yüzey kalitesini ve kesme kenarındaki mukavemeti etkiler. Yaygın boyutlar şunları içerir:
Karbür Uçların Arkasındaki Bilim: Nasıl Yapıldıkları ve Neden Bu Kadar Güçlü Oldukları
Karbür kesici uçlar, mevcut en çok yönlü ve dayanıklı kesme aletlerinden bazılarıdır. Peki ama nasıl üretiliyorlar? Ve onları bu kadar güçlü yapan nedir? Bu videoda, tungsten karbürün özelliklerinden üretim sürecine kadar karbür kesici uçların arkasındaki bilimi keşfedeceğiz.
Üretim Kapasitemiz
Uygulamanız için Mükemmel CNMA Insert'i Bulun - Uzman Yardımı Alın!