İç ve Dış Diş

Dişler, modern dünyayı sessizce bir arada tutan, makine mühendisliğinin isimsiz kahramanlarıdır. Akıllı telefonunuzun anakartını sabitleyen mikroskobik vidalardan bir asma köprüyü stabilize eden devasa yapısal cıvatalara kadar tüm bu bağlantılar mükemmel bir geometrik eşleşmeye dayanır. Bu mekanik el sıkışmanın merkezinde dış dişler ve iç dişler arasındaki temel ayrım yer alır.
Sorunsuz bir şekilde kenetlenebilmeleri için teorik olarak aynı diş profilini (metrik veya birleşik standart gibi) paylaşmaları gerekirken, gerçek dünyadaki fiziksel geometrileri tamamen tersinedir.
Bir dış diş, bir silindirin veya koninin dış yüzeyine işlenir - klasik bir cıvata veya vidayı düşünün. Bir dış diş için geometrik mantık basittir: büyük çap tepeden tepeye mesafedir ve silindirin maksimum dış genişliğini temsil eder. Tersine, küçük çap, parçanın en ince ve yapısal olarak en savunmasız çekirdeğini temsil eden dişlerin köklerinde ölçülür.
Öte yandan bir iç diş, tıpkı bir somun veya motor bloğunun içindeki dişler gibi, bir deliğin iç yüzeyine kesilir. Burada geometrik perspektif değişir. Büyük çap artık dişin köklerinin derinliklerinde gizlidir - deliğin içindeki kesimin en geniş kısmıdır. Küçük çap, iç dişlerin tepelerini temsil eder ve bu da pratik işleme açısından, dişleri kesmeden önce açmanız gereken ilk deliğin boyutuna doğrudan karşılık gelir.
Bu “tersine çevrilmiş” geometrik ilişkiyi anlamak sadece teorik bir alıştırma değildir; herhangi bir mühendis veya makinist için çok önemli bir ilk adımdır. Toleransları nasıl hesapladığımızdan atölyede seçtiğimiz özel kesici takımlara kadar her şeyi belirler.
İşlev ve Çiftleşme İlişkisi
İşlev ve Çiftleşme Rolü
- Dış Diş (Erkek diş / Dış vida dişi): Aktif, yerleştirici bileşen olarak hareket eder. Tipik olarak cıvata, vida, saplama, kurşun vida veya iç dişe geçen herhangi bir erkek bağlantı elemanı üzerindedir.
- İç Diş (Dişi diş / İç vida dişi): Pasif, alıcı bileşen olarak görev yapar. Tipik olarak somunlarda, muhafazalardaki dişli deliklerde, dişli eklerde, flanşlarda veya dış dişi kabul eden ve tutan herhangi bir parçada bulunur.
Sıkma / Eksenel Yükleme Sırasında Yük Taşıma Özellikleri Dişli bir bağlantı gerilimle yüklendiğinde (birbirinden ayrıldığında), kuvvetler geometri nedeniyle her iki tarafa farklı etki eder:
| Aspect | Dış Diş (cıvata/vida üzerinde) | İç Diş (somun/delik içinde) |
|---|---|---|
| Diş kanadındaki birincil yük | Diş kanadı eksenel kuvveti aktarır | Diş kanadı eksenel kuvveti aktarır |
| Diş üzerinde stres | Diş tepesi (üstte) sıkıştırılmış | Diş kökü (altta) sıkıştırılmış |
| İplik kökü üzerinde stres | Diş kökü (dolgu alanı) gerilme stresine maruz kalır (en kritik bölge) | Diş tepesi gerilme stresine maruz kalır |
| Tipik gerilim yoğunlaşma konumu | Diş kökü filetosunda yüksek gerilme konsantrasyonu (çentik etkisi + çekme yükü) | Stres daha dağınıktır, ancak ilk giren dişler orantısız şekilde yüksek yük taşır |
| Yük dağılımı | İlgili konu başlıkları arasında daha eşit (ancak ilk birkaç konu başlığında hala en yüksek) | Oldukça üniform olmayan; ilk 3-5 diş genellikle toplam yükün 60-80%'sini taşır (hatveye, malzemeye, uyuma bağlı olarak) |
| Güç avantajı | Genel olarak daha yüksek çekme dayanımı kapasitesi (katı kesit, gerilime göre daha büyük kök alanı) | Delik etrafındaki malzemenin azalması ve çember gerilimi riski nedeniyle daha düşük doğal mukavemet |
| Yaygın arıza modu (aşırı yük altında / yorulma) | Diş kökü kırılması, kök filetosunda yorulma çatlağı başlangıcı, şaftta gerilme kopması | Diş sıyırma (iç dişlerde kesme hatası), somun genişlemesi / patlaması, çekme hatası |
Temel Mühendislik Öngörüleri
- Çoğu standart cıvatalı bağlantıda mühendisler, iç dişi sıyırmak yerine dış dişin (cıvata) ilk olarak gerilimde (sünek boyun/şaftın kırılması) başarısız olacağı şekilde tasarım yapar - bu daha güvenli, daha öngörülebilir bir arıza modu olarak kabul edilir (cıvata kırılır ancak somun/gövde sağlam kalır).
- İç dişler sıyrılmaya daha yatkındır çünkü:
- Dişleri destekleyen malzeme daireseldir (daha az kesit alanı).
- Çember (çevresel) çekme gerilimi somunu/deliği genişletme eğilimindedir.
- Yük ilk birkaç diş üzerinde yoğunlaşır.
- Yüksek mukavemetli uygulamalarda (Grade 8/10.9/12.9 cıvatalar) somun, somun sıyrılması yerine cıvata arızasını teşvik etmek için genellikle cıvatadan biraz daha yumuşak yapılır.
Dış dişler tipik olarak kök gerilimi yoluyla çekme yüklerini taşır ve daha yüksek genel mukavemet sunarken, iç dişler kök üzerinde basınç yüklerini taşır, ancak sıyırma ve çember patlamasına karşı daha savunmasızdır - bu nedenle tasarım önceliği genellikle iç dişi aşırı yükten korumaya verilir.
İşleme Yöntemleri ve Proses Rotaları
Geometrik teoriden makine atölyesinin gerçekliğine geçtiğimizde, dış ve iç dişler arasındaki farklar bariz bir şekilde fiziksel hale gelir. Bir diş için tüm üretim stratejisi tek bir kritik faktör tarafından belirlenir: erişilebilirlik. Bu tek değişken, bir kesici takımın malzemeyi ne kadar kolay kavrayabileceğini, soğutma sıvısının kesme bölgesine ne kadar etkili bir şekilde ulaşabileceğini ve en önemlisi metal talaşlarının nereye gideceğini belirler.
Harici İşleme: “Açık Hava” Avantajı
Bir dış dişin işlenmesi genellikle oldukça erişilebilir bir işlemdir. İşlem bir silindirin dışında gerçekleştiği için “açık” bir kesme ortamıdır. Soğutma sıvısı doğrudan kesme kenarına akıtılabilir ve metal talaşlar doğal olarak iş parçasından uzaklaşabilir.
Bu özgürlük, çok çeşitli yüksek verimli üretim yöntemlerine olanak tanır:
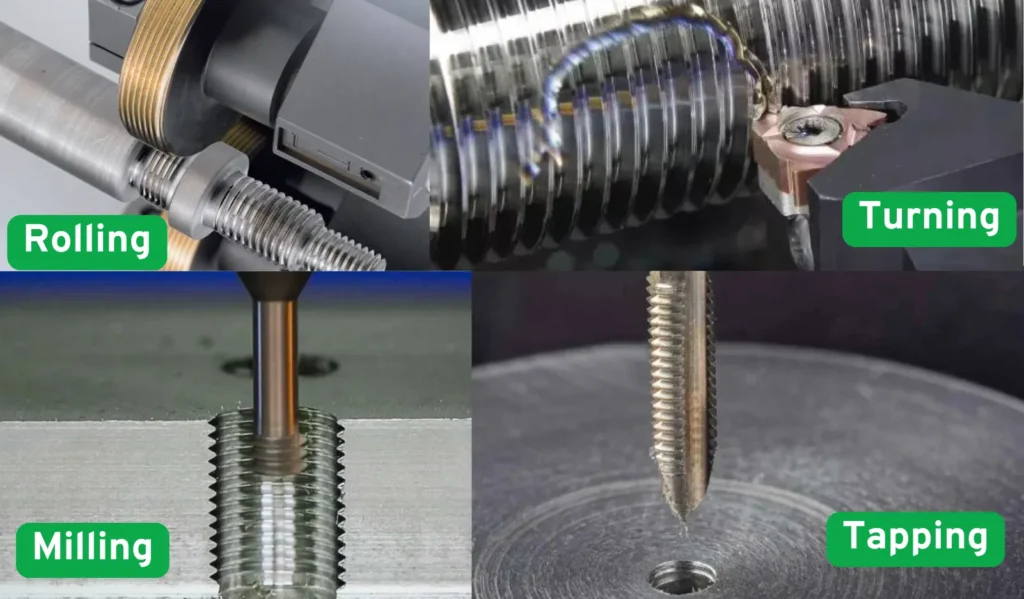
- İplik çevirme: Tek noktalı torna tezgahı kullanma diş açma ucu hassasiyet ve esneklik için standarttır.
- İplik yuvarlanıyor: Seri üretim ve yüksek mukavemetli bağlantı elemanları (otomotiv cıvataları gibi) için haddeleme tartışmasız kraldır. Metal kesmek yerine, sertleştirilmiş çelik kalıplar diş profilini işlenmemiş parçaya bastırır ve soğuk dövme yapar. Bu, sıfır talaş üretir ve iş sertleşmesi yoluyla dişin yorulma mukavemetini önemli ölçüde artırır.
- Kalıplarla Diş Açma: Genellikle manuel onarımlar veya manuel tornalarda hızlı kurulumlar için kullanılır.

İç İşleme: Klostrofobik Zorluk
İç dişlerin kesilmesi - özellikle kör deliklerde (parçanın tamamını geçmeyen delikler) - tamamen farklı bir canavar. İşleme ortamı kapalı ve klostrofobiktir. Soğutma sıvısı deliğin dibine ulaşmakta zorlanır ve talaş tahliyesi mühendisin birincil düşmanı haline gelir. Paketlenmiş bir talaş, bir kesici takımı anında koparabilir ve hem takımı hem de potansiyel olarak pahalı iş parçasını tahrip edebilir.
Bu kısıtlamaları aşmak için makinistler özel tekniklere başvurur:
- Dokunarak: Küçük ve orta büyüklükteki delikler için en yaygın yöntemdir. Kılavuzlar, deliğe sürülürken dişleri kesen özel döner aletlerdir. Kör delikler için spiral yivli kılavuzlar yoğun olarak kullanılır çünkü geometrileri, tıpkı bir matkap ucu gibi talaşları aktif olarak yukarı ve delikten dışarı çeker.
- Dahili Diş Açma (Sıkıcı): Torna tezgahında daha büyük delikler için kullanılır. Buradaki en büyük zorluk takım rijitliğidir. Kesici uç, deliğin içine ulaşan bir delik işleme çubuğuna monte edilmelidir. Delik derinse, yüksek uzunluk/çap (L/D) çıkıntı oranı takımı titreşime ve diş finisajını bozan “gevezeliğe” karşı oldukça hassas hale getirir.
- Diş Frezeleme: Dönen bir CNC'nin kullanıldığı gelişmiş bir CNC tekniği freze bıçağı delikten aşağı spiraller çizer. Kolayca dışarı atılan daha küçük talaşlar oluşturur ve bir kılavuzun çok fazla tork gerektireceği sert malzemelerin veya çok büyük iç dişlerin işlenmesi için oldukça tercih edilir.
| Boyut | Dış Diş (Erkek / Dış) | İç Diş (Dişi / İç) | Zorluk / Maliyet / Risk Karşılaştırması | Tipik Uygulama Notları |
|---|---|---|---|---|
| Ana İşleme Yöntemleri | 1. Ovalama (seri üretim için en çok tercih edilen) 2. Tek Noktadan Tornalama (torna) 3. Ovalama Kalıpları / Planet Kalıplar (kalıp haddeleme) 4. Ovalama Frezeleme 5. Diş Açma Diş Taşlama (ultra hassasiyet için) | 1. Şekillendirme / Akış Kılavuz Çekme (talaşsız soğuk şekillendirme) 2. Diş Frezeleme (oldukça esnek) 3. Kesme Kılavuz Çekme (geleneksel) 4. Tek Noktalı İç Tornalama (torna) 5. Broşlama / İtme (nadir, büyük çaplar) | Genel olarak dahili önemli ölçüde daha zor | Dış: haddeleme baskın; İç: şekillendirme/öğütme hızla yükseliyor |
| Takım Sertliği Gereksinimi | Düşük (kısa çıkıntı, açık dış yüzey) | Çok yüksek (uzun ince alet / musluk çıkıntısı, titreşime / kırılmaya eğilimli) | Dahili >> Harici | Küçük çaplı iç parçalar (M3 ve altı) en sağlam olanlarıdır |
| Çip Tahliye Zorluğu | Son derece kolay (çipler dışarı doğru uçar, açık alan) | Son derece zor (kapalı delik, talaşlar sıkışabilir, paketlenebilir ve aleti kırabilir) | Dahili >> Harici | Kör delikli iç parçalar en büyük baş ağrısıdır |
| Soğutma Sıvısı / Yağlama Erişimi | Kolay (harici taşkın veya geçiş aleti mümkündür, doğrudan kesim bölgesine ulaşır) | Zor (aletin içinden soğutma sıvısı, yüksek basınç veya MQL gerektirir; aksi takdirde aşırı ısınma/yapışma) | Dahili çok daha zor | Sert malzemeler (titanyum, paslanmaz) iç parçalar için yüksek basınç gerektirir |
| Alet Ömrü | Daha uzun (yuvarlama neredeyse sınırsız; tornalama/ frezeleme iyi) | Daha kısa (özellikle küçük çaplı kesme kılavuzları: genellikle sadece düzinelerce ila yüzlerce delik) | Birçok durumda dahili 5-20× daha kısa | Yüksek hacimli iç kılavuz çekme sık takım değişimi gerektirir |
| Çevrim Süresi / İşlem Hızı | Hızlı (yuvarlanma: parça başına saniye; dönüş de hızlı) | Daha yavaş (kılavuz çekme düşük hız + gagalama/tersine çevirme gerektirir; frezeleme esnek ancak daha uzun yol) | Dahili 30%-200% yavaş | Kitlesel dış haddeleme ezici hız avantajına sahiptir |
| Küçük Çap Sınırı (Metrik) | M1.0-M0.8 hala nispeten uygulanabilir | M1.0 ve altı çok zorlayıcı; M1.2-M1.4 zaten zor; M0.8- genellikle özel süreçlere ihtiyaç duyar | Dahili daha sınırlı | Tıbbi/uzay küçük dişleri genellikle harici olarak tasarlanmıştır |
| En Zor Özellikler | Büyük kaba hatve, ultra uzun dişler, ince duvarlı borular (titreşim/deformasyon riski) | Küçük çaplı derin delikler + ince hatve, kör delikler, yüksek sertlikteki malzemeler (HRC>40), süper alaşımlar (Inconel, Ti) | - | İç kör + ince + kesmesi zor = kabus kombinasyonu |
| Yüzey İşlemi ve Mukavemet | En iyi haddeleme (soğuk iş sertleştirme, Ra 0,2-0,4 µm, yorulma dayanımı +30-50%) | Şekillendirme kılavuz çekme en iyisi (tane inceltme, haddeleme gibi yüksek mukavemet); kesme kılavuz çekme daha düşük | Dış haddeleme > İç şekillendirme > diğerleri | Yüksek yorulmalı parçalar, haddelenmiş dış veya şekillendirilmiş iç parçalara öncelik verir |
| Maliyet Sıralaması (Seri Üretim) | En düşük haddeleme → Kalıp haddeleme → Tornalama/Frezeleme → Taşlama | En düşük kılavuz çekme (talaşsız) → Diş frezeleme (esnek ancak pahalı aletler) → Kesme kılavuz çekme (ucuz aletler ancak kısa ömürlü) | Dahili genellikle daha yüksek maliyet | Harici haddeleme, hacim için maliyet/performans kralıdır |
| Yaygın Sorunlar ve Riskler | Haddeleme öncesi kötü işlenmemiş parça yüzeyi → kalıp kırılması İnce cidarlı haddeleme/tornalama → ovallik/genişleme Hatveye neden olan titreşim | Kılavuz kırılması (en yaygın felaket) Kör delik eksik son dişler Şekillendirme/kesme sonrası geri yaylanma büyüklüğü Zayıf talaş tahliyesi → safra kesesi/kırılma | İç risk çok daha yüksek | İç parçalardaki kırık muslukların çıkarılması son derece pahalı olabilir |

İplik Denetiminin Ters Mantığı
Hassas üretim dünyasında, ölçemediğiniz bir şeyi kontrol edemezsiniz. Dış ve iç dişlerin geometrik özelliklerinin ters olması gibi, bunları kontrol etmek için kullanılan aletler de ölçtükleri parçaların tam fiziksel karşıtlarıdır. Atölyede bir dişin kalitesini doğrulamak için, makineciler yeni işlenen parçayı test etmek amacıyla “mükemmel” bir eşleşme parçası kullanırlar ve büyük ölçüde Git/Gitme prensibine dayanırlar.
Dış Dişlerin İncelenmesi
Parçanın Çevrelenmesi Cıvata gibi bir dış dişi değerlendirirken, birincil endişe, çok gevşek olmadan standart bir somuna sorunsuz bir şekilde geçip geçmeyeceğidir.
- İplik Halkası Göstergeleri: Standart atölye aleti diş halkası ölçerdir. Bir çift halinde gelir: “Go” halkası ve “No-Go” halkası. Go halkası, maksimum malzeme durumunda mükemmel boyutta bir somunu taklit eder; aşırı kuvvet olmadan cıvataya tamamen diş açmalıdır. No-Go halkası minimum hatve çapı sınırını kontrol eder ve iki turdan fazla diş açmamalıdır.
- Hassas Ölçüm: Basit bir geçti/kaldı yerine kesin sayısal veriler için kalite kontrol müfettişleri İplik Mikrometresi hatve çapını doğrudan ölçmek için özel V şekilli örslerle donatılmıştır. Yüksek hassasiyetli laboratuvar ortamlarında Üç Telli Yöntem altın standarttır. Mühendisler, diş oluklarına üç hassas taşlanmış tel yerleştirerek ve bunlar boyunca ölçüm yaparak gerçek hatve çapını son derece hassas bir şekilde hesaplayabilirler.
İç Dişlerin İncelenmesi
Derinlikleri Araştırmak Dişli bir deliğin incelenmesi, işleme ile aynı erişilebilirlik zorluklarını sunar. Deliğin içini kolayca göremezsiniz, bu nedenle tamamen dokunsal geri bildirime ve özel problara güvenmeniz gerekir.
- Dişli Tapa Göstergeleri: Halka mastarın tersi olan diş tapası mastarı son derece hassas, sertleştirilmiş çelik bir cıvataya benzer. “Go” ucu, ana ve hatve çaplarının standart bir cıvatayı kabul edecek kadar büyük olduğunu kanıtlayarak, diş açılmış deliğin dibine kadar sorunsuz bir şekilde diş açmalıdır. “No-Go” ucu deliğin çok büyük kesilmediğini doğrular.
- İç Ölçüm Zorluğu: Bir iç diş çapının gerçek sayısal ölçümünü elde etmek oldukça zordur. Özel iç diş mikrometreleri mevcut olsa da bunlar hassas ve hantaldır. Genellikle, kritik havacılık veya tıbbi bileşenler için, iç geometrinin doğrulanması, deliğin iç kısmının bir kalıbının dökülmesini veya özel uçlu gelişmiş bir Koordinat Ölçüm Makinesi (CMM) kullanılmasını gerektirir.

Toleranslar ve Uyumlar
Harici bir cıvata ve dahili bir diş açılmış delik teorik profillerine göre mükemmel bir şekilde işlenmiş olsa bile, yine de birbirine vidalanmayabilir. Neden mi? Çünkü mekanik tertibatların çalışması için çok küçük, kontrollü bir miktar “görünmez alan” gerekir - yağlama, korozyon önleyici kaplama veya sadece takılmadan elle monte edilebilme yeteneği için izin. Bu mikroskobik tampon bölge, Toleranslar ve Uygunlukların titiz kuralları tarafından yönetilir.
Yaygın olarak kullanılan Metrik (ISO) vida dişi sisteminde, iç ve dış vida dişleri arasındaki ayrım mühendislik planlarında hemen anlaşılır ve sadece kullanılan harflerin durumuyla gösterilir.
- Dış Diş Toleransları (Küçük Harf): Cıvata ve vida gibi dış dişler için tolerans bantları her zaman küçük harflerle gösterilir (örn,
g,h,e). Örneğin, standart bir cıvata için yaygın bir tolerans sınıfı 6g'dir. “6” sayısı hassasiyet derecesini (tolerans penceresinin boyutunu) tanımlarken, “g” harfi bu pencerenin konumunu belirtir. “g” konumu, cıvatanın izin verilen maksimum boyutunun teorik temel boyuttan kasıtlı olarak biraz daha küçük kesildiği ve küçük bir açıklığın garanti edildiği anlamına gelir. - İç Diş Toleransları (Büyük Harf): Buna karşılık, iç diş tolerans bantları her zaman büyük harflerle gösterilir (örn,
G,H). Standart bir somun genellikle bir 6H tolerans. “H”, diş açılmış deliğin izin verilen en küçük boyutunun teorik temel boyuta tam olarak eşit olduğunu gösterir (sıfır alt sapmaya sahiptir).
6H iç diş ile 6g dış dişi eşleştirdiğinizde, mühendislikte en yaygın standart boşluk uyumunu yaratırsınız. Matematik, birbirlerine asla mükemmel bir şekilde çarpmayacaklarını garanti eder ve sorunsuz çalışma için yeterli alan bırakır.
Sonuç olarak, bu toleranslar en kritik şekilde Hatve Çapına (diş sırtlarının ve olukların eşit genişliğe sahip olduğu teorik silindir) uygulanır. Standart bir metrik diş için teorik hatve çapı (d2), nominal çap (d) ve hatve (P) kullanılarak aşağıdaki formülle hesaplanır:
d2 = d - 0,6495P
Bu spesifik boyutun atanmış tolerans bandı içinde kontrol edilmesi, daha önce tartışılan hem işleme hem de denetim süreçlerinin nihai hedefidir.
Kapsamlı Sistem Karşılaştırması: Harici ve Dahili Dişler
| Özellik / Boyut | Dış Diş (Erkek) | İç Diş (Dişi) |
| Geometrik Konum | Bir silindirin veya koninin dış yüzeyini kesin. | Delinmiş veya açılmış bir deliğin iç yüzeyini kesin. |
| Tipik Bileşenler | Cıvatalar, makine vidaları, saplamalar, kurşun vidalar, dişli şaftlar. | Somunlar, dişli flanşlar, motor bloklarındaki veya makine yataklarındaki delikler. |
| Büyük Çap (D / d) | Tepeden tepeye mesafeyi temsil eder. En büyük dış boyuttur (Nominal Boyut). | Kökten köke mesafeyi temsil eder. Deliğin derinliklerine gizlenmiş en geniş kesimdir. |
| Minör Çap (D1 / d1) | Kök çapını temsil eder. Bağlantı elemanının en ince, yapısal olarak en hassas çekirdeğidir. | Tepe çapını temsil eder. Diş açmadan önce gereken kılavuz matkap boyutunu doğrudan belirler. |
| Birincil İşleme Süreçleri | Tek noktadan diş açma, ovalama (soğuk şekillendirme/dövme), kalıplarla diş açma, diş frezeleme. | Kılavuz çekme (kesme veya form kılavuzları), iç diş tornalama (delik açma), diş frezeleme. |
| İşleme Ortamı | Açık havada kesim. Soğutma sıvısı için mükemmel erişilebilirlik ve yerçekimi/santrifüj kuvveti ile doğal talaş tahliyesi. | Kapalı/Klaustrofobik. Özellikle kör deliklerde. Yüksek talaş paketleme riski ve zayıf soğutma sıvısı penetrasyonu. |
| Kalıplama Zorlukları | Genellikle son derece rijit takım kurulumları. Takım aşınmasını görsel olarak izlemek kolaydır. | Paketlenmiş talaşlar nedeniyle takım kırılmaya meyillidir. Dahili sıkıcı çubuklar yüksek çıkıntı (L/D) oranlarından muzdariptir ve bu da titreşime/çatırtıya yol açar. |
| Atölye Katında Denetim | Diş Halkası Göstergeleri (Go/No-Go). Gösterge, işlenmiş parçayı sarar. | İplik Tapası Göstergeleri (Git/Gitme). Gösterge, işlenmiş deliğin iç kısmını problar. |
| Hassas Ölçüm | Dişli mikrometreler (V-anvil), Üç Tel Yöntemi, optik karşılaştırıcılar. | Özel iç mikrometreler, Koordinat Ölçüm Makineleri (CMM) veya iç döküm kalıplama. |
| ISO Metrik Toleranslar | Küçük harflerle gösterilir (örn, 6g, 6h). Cıvata üzerindeki boşluk payını kontrol eder. | Büyük harflerle gösterilir (örn, 6H, 6G). Deliğin minimum boyut sınırını kontrol eder. |
SSS
Referanslar & Daha Fazla Okuma
- Sandvik Coromant - Diş Açma Bilgi Merkezi Dünyanın önde gelen kesici takım üreticilerinden birinden kapsamlı bir kılavuz. Hem dış hem de iç operasyonlar için diş tornalama, diş frezeleme ve kesici uç seçimi hakkında derinlemesine uygulama tavsiyeleri sunar. Web sitesi: https://www.sandvik.coromant.com/en-us/knowledge/machining-formulas-definitions/threading
- OSG Tooling - Kılavuz Çekme Sorun Giderme ve Kılavuzu OSG, delik açma ve diş açma aletlerinde küresel bir liderdir. Teknik kütüphaneleri, içten diş açmanın karmaşıklıklarını, uygun kılavuz matkap boyutu hesaplamalarını ve kör deliklerde talaş tahliyesine yönelik çözümleri anlamak için mükemmel bir kaynaktır. Web sitesi: https://www.osgtool.com/resources/technical
- Engineers Edge - ISO Metrik Diş Standartları ve Toleransları Tasarım mühendisleri için hayati bir referans. Bu site, ISO metrik diş profilleri için ayrıntılı çizelgeler ve mühendislik hesaplayıcıları sağlar. 6H (dahili) ve 6g (harici) tolerans sınıfları bu makalede ele alınmıştır. Web sitesi: https://www.engineersedge.com/hardware/metric-external-thread-sizes1.htm
- Makine El Kitabı (Endüstriyel Basın) Genellikle “Makine Endüstrisinin İncili” olarak anılır. Basılı bir el kitabı olmasına rağmen, Üç Telli ölçüm yöntemi, diş geometrisi formülleri ve malzemeye özgü safra önleme stratejileri için nihai yetkili kaynak olmaya devam etmektedir. Web sitesi: https://industrialpress.com/machinerys-handbook/