Genellikle BF-kesici olarak adlandırılan arka nokta yüzey takımı, hassas işleme için tasarlanmış özel bir kesme takımıdır. Öncelikle delinmiş veya diş açılmış bir deliğin arkasında düz, dik bir yüzey oluşturmak için kullanılır. Bu işlem arka nokta kaplama olarak bilinir.
Geleneksel el aletlerine kıyasla talaş kesme süresini en az 80% azaltın
Akıllı süreç iyileştirmeleri sayesinde maliyetli ikincil işlemleri ortadan kaldırır ve zamandan tasarruf sağlar
Standart karbür değiştirilebilir kesici uçlar çok çeşitli malzemelere uyum sağlar ve malzeme maliyetlerini azaltır
Takım, aşırı gevezelik olmadan ağır kesintili kesimlere izin verir
Minimum pilot delik çapı Ø10,4 mm
Destek kılavuzları ile sınırsız derinlik/çap oranı
Kolay ve hızlı takım değişimi
Sondaj çapının 1,6 katına kadar maksimum arka delik çapı
Pahlı arka nokta havşaları mevcuttur.
SKD61 malzeme kullanın, darbeye daha dayanıklı, aşınmaya daha dayanıklı ve daha kararlı.
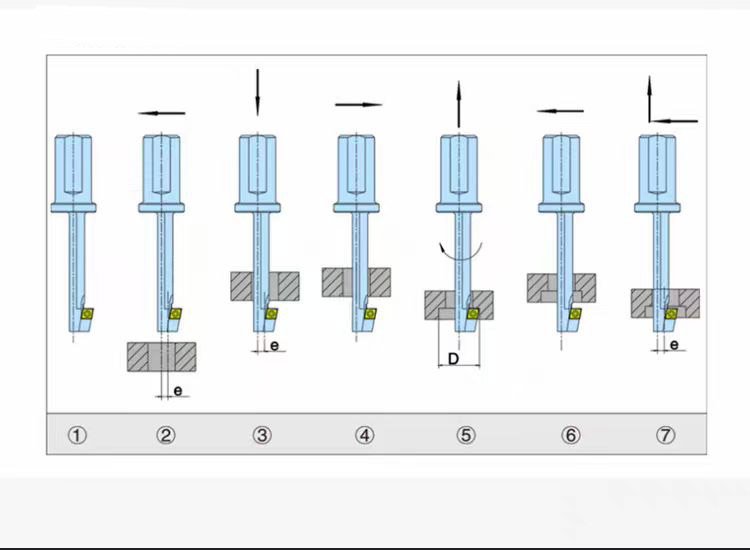
Makine mili ve delik arasındaki merkezleri kaydırarak kolay programlama.
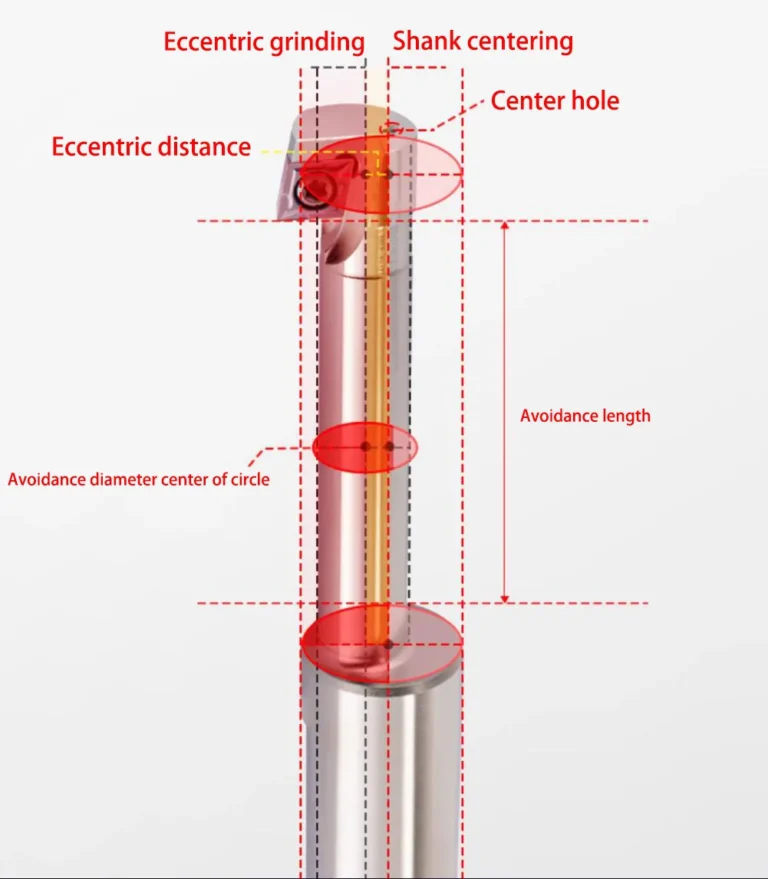
Eksantrik taşlama işlemi
Sertliğin sağlanması öncülüğünde, eksantrik öğütme işleminin kullanılması boşluğu etkili bir şekilde önleyebilir.
İyi tasarlanmış
Hassas hazırlanmış, vidalı off-set tasarımı, bıçaklar gelişmiş sağlamlık için boşluksuz monte edilmiştir. Titreşimden kaynaklanan bıçak kaybını önler, daha iyi işleme etkisi sağlar.
Eksantrik arka nokta yüz deliği
İşleme sorunlarını çözer, arka havşa deliklerinin işlenmesi için yüzeyi döndürmeye gerek yoktur, işleme verimliliğini büyük ölçüde artırır
Pas ve korozyon önleme
Elektrokaplama işlemi, böylece ürün korozyona dayanıklı, aşınmaya dayanıklı, oksidasyona dayanıklı, bıçak ve kesici çubuk yakın uyum, yüksek sızdırmazlık, kapsamlı hassasiyet daha iyi
Yan sabitleme sıkma yöntemi
Takım tutucunun yüzeyi paralel ve düz olarak frezelenmiştir, bu da bağlama kuvvetini daha güçlü ve işleme sırasında daha az kaygan hale getirir.
Daha net spesifikasyon markalaması için lazer kazıma
Arka nokta yüz aleti Model Açıklaması
Kesici modeli
Dönen çap ( ΦDc)
Kafa çapıΦDc1
L1
L2
Toplam Uzunluk (L)
Şaft çapı (ΦDs)
Kesme derinliği (ap)
Karbür uç
Vida
İngiliz Anahtarı
M10-1810-C16
18
10.4
53
40
95
16
4
CCMT160204
M2.5*6
T8
M12-2013-C16
20
12.4
53
40
100
16
4
M14-2315-C16
23
14.2
63
50
110
16
4.5
CCMT09T304
M4*9
T15
M16-2617-C20
26
16.4
86
68
150
20
5
M20-3321-C25
33
20.7
88
75
150
25
5.5
M24-4025-C25
40
24.6
90
78
150
25
8
Önerilen kesim koşulları
ISO
İş parçası
Sertlik
Kesme hızı (M/Min) Min-Suit-Max
Besleme (mm/t) Min-Suit-Max
P
Genel çelik
180-280HB
100/150/200
0.05/0.15/0.2
Kalıp Çeliği
180-281HB
100/150/200
0.05/0.1/0.15
M
Martensitik paslanmaz çelik
200-330HB
100/150/200
0.05/0.15/0.2
Östenitik paslanmaz çelik
200HB
80/130/160
0.05/0.1/0.15
K
Dökme çelik
250HB
100/150/200
0.05/0.15/0.25
N
Yüksek sıcaklık alaşımları
/
200/300/350
0.05/0.15/0.25
S
Titanyum alaşımı
/
30/40/60
0.03/0.05/0.08
Not: Yukarıdaki kesme koşulları yaklaşık ölçütlerdir ve mekanik sertliğe ve iş parçası sertliğine, kesme derinliğine vb. göre ayarlanması gerekir.
Arka nokta yüz aracımızla ilgileniyor musunuz?
ONMY Toolings bu yıllarda hızla büyüyor ve manuel faydalar elde etmek ve birlikte büyümek için birlikte çalışacak ortakları her zaman memnuniyetle karşılıyoruz!