
절삭 공구와 금속 부품은 종종 다음과 같은 고급 코팅을 사용합니다. PVD와 CVD 를 사용하여 경도, 내마모성, 부식 방지 등과 같은 표면 특성을 개선할 수 있습니다. 그렇다면 이 두 가지 일반적인 코팅 공정의 차이점은 무엇일까요?
이 가이드에서는 PVD와 CVD 방법론의 주요 차이점, 그에 따른 코팅 특성, 이상적인 응용 분야, 인서트 및 엔드밀 절삭의 이점에 대해 살펴봅니다.
PVD 및 CVD 코팅 공정의 작동 원리
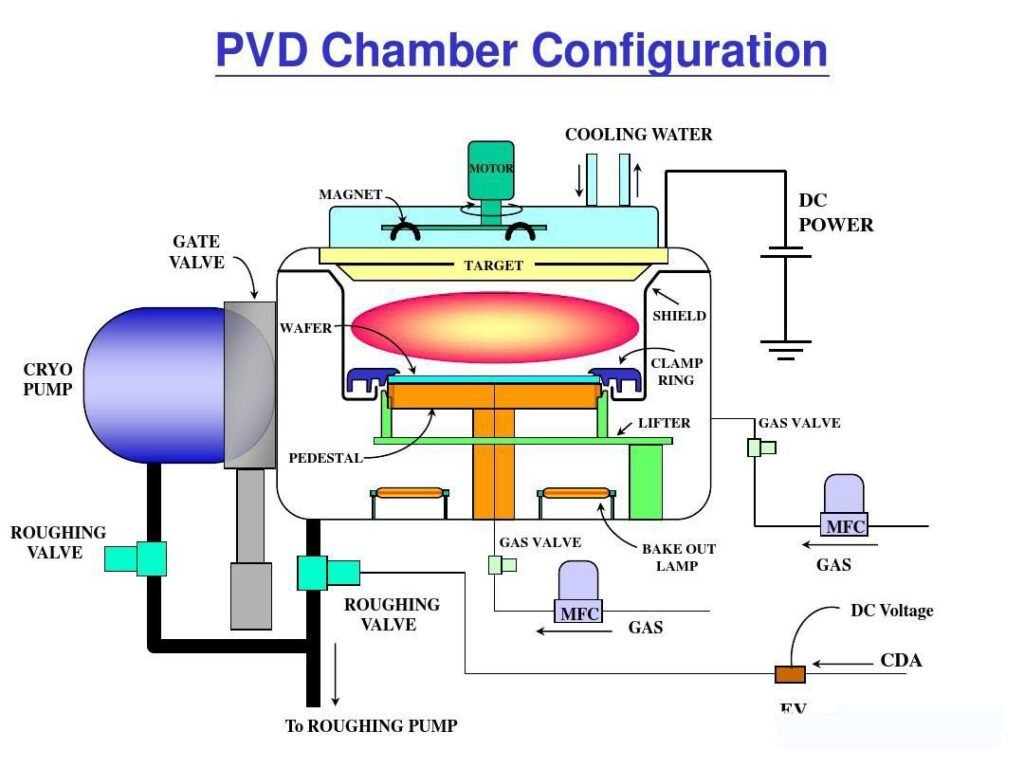
PVD(물리적 기상 증착)는 대상 기판을 진공 챔버에 넣은 다음 마그네트론 스퍼터링 또는 증발을 사용하여 코팅 재료를 기화시킵니다. 이 증기는 응축되어 기판 표면에 박막 코팅으로 균일하게 증착됩니다. 온도는 일반적으로 200-500°C 범위입니다.
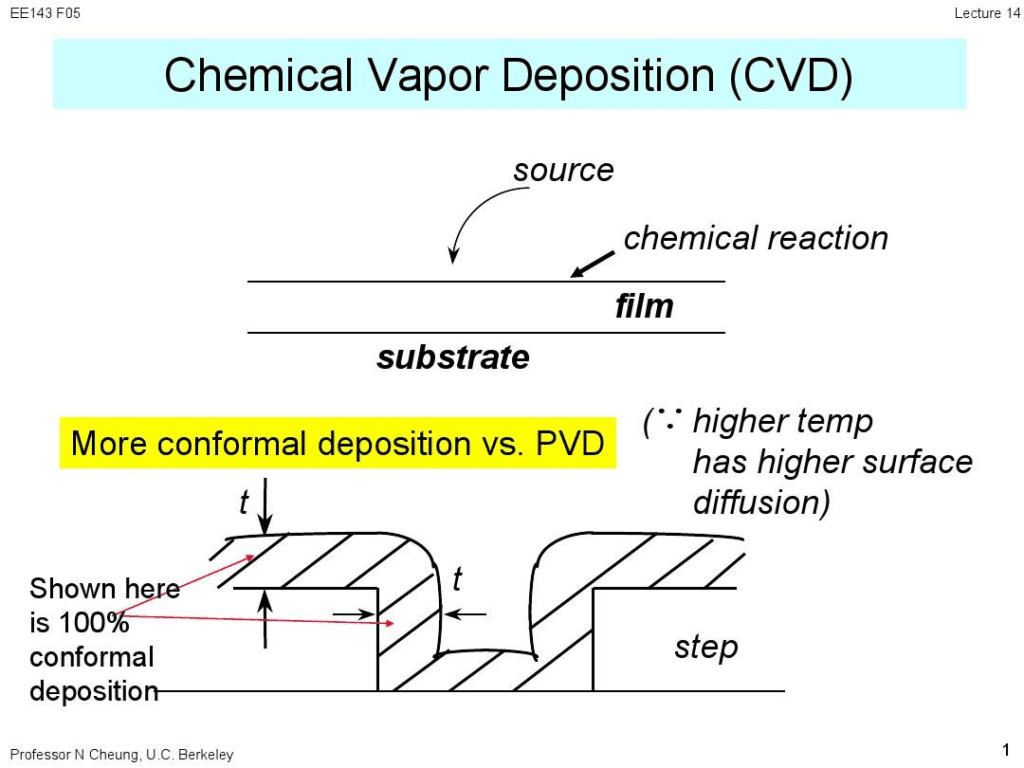
CVD(화학 기상 증착)는 메탄, 수소, 암모니아와 같은 전구체 가스 간의 화학 반응을 통해 표면을 코팅합니다. 이러한 반응물은 가열된 표면에서 분해되고 반응하여 원하는 코팅을 균일하게 증착합니다. CVD 반응은 900~1,100°C의 매우 높은 온도에서 발생합니다.
코팅 특성 및 성능의 차이
PVD 공정은 일반적으로 1~5미크론 두께의 더 얇고 밀도가 높으며 균일한 코팅을 생성합니다. CVD는 최대 30미크론까지 훨씬 더 두꺼운 코팅을 우수한 접착력으로 증착할 수 있지만 복잡한 형상에서는 균일하지 않습니다.
PVD 코팅은 밀도가 높기 때문에 더 단단하고 내마모성이 뛰어난 경향이 있습니다. CVD 코팅은 1000°C 이상의 고온을 견디는 반면, PVD는 약 750°C의 고온을 견딥니다.
일반적인 PVD 코팅은 티타늄 질화물(TiN), 티타늄 알루미늄 질화물(TiAlN), 크롬 질화물(CrN)입니다. CVD 옵션에는 티타늄 카바이드(TiC), 티타늄 질화물(TiN), 실리콘 카바이드(SiC)가 있습니다.
PVD 및 CVD를 위한 최고의 애플리케이션
작고 복잡한 부품을 균일하게 코팅하는 PVD는 엔드밀, 수술 기구, 엔진 부품 및 장식 마감재와 같은 절삭 공구에 이상적입니다.
CVD는 접착력과 내열성이 뛰어나 기계 부품 합금, 반도체의 확산 장벽, 부식 방지 코팅에 적합합니다.
밀링 인서트 및 절삭 공구를 위한 PVD와 CVD 비교
For 밀링 인서트 절삭 공구에서 PVD의 경도는 내마모성과 공구 수명을 향상시킵니다. 그러나 CVD 코팅은 더 낮은 절삭력을 가능하게 합니다. CVD는 또한 더 높은 절삭 온도를 더 잘 견딥니다.
PVD 코팅 엔드밀은 알루미늄 및 비철 합금의 고속 가공에 탁월합니다. CVD 인서트는 티타늄, 니켈 및 코발트 합금에서 우수한 성능을 발휘합니다. 최적의 성능을 위해 공작물에 적합한 PVD 또는 CVD 코팅을 선택하십시오.
가장 많이 사용되는 카바이드 공구 코팅 유형
질화 티타늄(TiN)
다재다능한 일꾼: TiN은 특유의 금색으로 쉽게 식별할 수 있는 가장 널리 알려진 공구 코팅 중 하나로, 높은 경도와 낮은 마찰 계수의 균형 잡힌 조합을 제공하여 다양한 용도에 다용도로 사용할 수 있는 비용 효율적인 제품입니다.
| 기능 | 설명 |
| 경도 | 약 2,300 HV(비커스 경도) |
| 최대 작동 온도 | ~600°C(1,100°F) |
| 마찰 계수 | ~0.4 |
| 주요 이점 | 우수한 내마모성, 마찰 및 열 감소, 재료 접착 방지(빌드업 엣지). |
| 일반적인 애플리케이션 | 비철 소재 및 저합금강과 중합금강의 범용 드릴링, 밀링 및 선삭. |
탄화 티타늄(TiCN)
강화된 경도 및 내마모성: 질화 티타늄 매트릭스에 탄소를 통합함으로써 TiCN 코팅은 TiN에 비해 경도가 높고 윤활성이 향상되어 마모성이 높은 응용 분야에 특히 효과적입니다.
| 기능 | 설명 |
| 경도 | 약 3,000 HV |
| 최대 작동 온도 | ~400°C(750°F) |
| 마찰 계수 | ~0.2 |
| 주요 이점 | 경도와 내마모성이 뛰어나며 TiN보다 마찰이 적습니다. |
| 일반적인 애플리케이션 | 주철, 실리콘 함량이 높은 알루미늄 합금, 스테인리스강과 같은 연마성 소재를 가공합니다. 스탬핑 및 펀칭 작업에도 사용됩니다. |
티타늄 알루미늄 질화물(TiAlN) 및 알루미늄 티타늄 질화물(AlTiN)
고온 챔피언: 이 코팅은 고속 및 건식 가공 분야에 가장 적합한 선택입니다. 알루미늄을 첨가하면 고온에서 알루미늄 산화물 보호층이 생성되어 코팅의 열 안정성과 산화 저항성이 크게 향상됩니다. TiAlN과 AlTiN의 주요 차이점은 알루미늄 대 티타늄 비율에 있으며, 일반적으로 알루미늄 함량이 더 높은 AlTiN이 우수한 고온 성능을 제공합니다.
| 기능 | 설명 |
| 경도 | TiAlN: ~2,800 HV, AlTiN: ~3,400 HV |
| 최대 작동 온도 | TiAlN: ~800°C(1,470°F), AlTiN: ~900°C(1,650°F) |
| 마찰 계수 | ~0.5 – 0.7 |
| 주요 이점 | 내열성 및 내산화성이 뛰어나 고온에서도 경도를 유지합니다. |
| 일반적인 애플리케이션 | 경화강, 니켈 기반 초합금, 티타늄 합금과 같이 가공하기 어려운 소재의 고속 밀링, 드릴링, 선삭 가공에 적합합니다. 건식 또는 거의 건식 가공에 이상적입니다. |
질화 크롬(CrN)
끈적임 방지 솔루션: CrN 코팅은 낮은 마찰 계수와 우수한 접착 방지 특성으로 잘 알려져 있습니다. 따라서 공작물 재료가 절삭 공구에 달라붙는 경향이 있는 응용 분야에 특히 적합합니다.
| 기능 | 설명 |
| 경도 | 약 2,200 HV |
| 최대 작동 온도 | ~700°C(1,300°F) |
| 마찰 계수 | ~0.3 |
| 주요 이점 | 윤활성, 인성 및 내식성이 우수합니다. 가장자리가 쌓이는 것을 방지합니다. |
| 일반적인 애플리케이션 | 알루미늄, 구리, 황동과 같은 비철 소재의 가공. 성형 및 스탬핑 분야에도 사용됩니다. |
다이아몬드형 탄소(DLC)
비철 가공을 위한 탁월한 윤활성: DLC 코팅은 다이아몬드에 가까운 높은 경도와 매우 낮은 마찰 계수의 탁월한 조합을 제공합니다. 따라서 비철 및 연마성 소재를 가공할 때 탁월한 성능을 발휘합니다.
| 기능 | 설명 |
| 경도 | 1,500 - 9,000 HV(특정 DLC 유형에 따라 크게 달라짐) |
| 최대 작동 온도 | ~350°C(660°F) |
| 마찰 계수 | ~0.1 – 0.2 |
| 주요 이점 | 마찰이 매우 적고 경도가 높으며 내마모성이 뛰어납니다. |
| 일반적인 애플리케이션 | 알루미늄 합금, 흑연, 복합재 및 기타 비철 소재의 가공. 고온에서 화학 반응이 일어나기 때문에 철 소재 가공에는 적합하지 않습니다. |
새롭고 개선된 코팅 기술의 지속적인 개발은 가공 성능의 한계를 계속 넓혀가고 있습니다. 다양한 소재의 장점을 결합한 다층 코팅과 나노 복합 코팅은 이러한 혁신의 선두에 서 있으며, 가장 까다로운 응용 분야에 더욱 뛰어난 경도, 인성 및 온도 저항성을 제공합니다. 올바른 코팅 선택은 모든 가공 공정을 최적화하여 생산성을 높이고 부품 품질을 향상시키는 데 중요한 요소입니다.
일반적인 CVD 코팅
- 질화 티타늄(TiN): PVD를 통해서도 적용되지만, 일부 등급의 선삭 및 드릴링 인서트 CVD TiN 코팅을 활용하며, 이는 종종 다층 코팅 방식의 일부로 사용됩니다.
- 티타늄 카보나이트(TiCN): 특히 강철 가공에서 우수한 내마모성 때문에 CVD를 통해 자주 적용됩니다.
- 알루미늄 산화물(Al₂O₃): 이것이 CVD 코팅의 특징입니다. 고온에서 열 및 화학적 안정성이 뛰어나 주철 및 강철의 고속 절단에 적합합니다. 거의 독점적으로 CVD를 통해 적용됩니다.
일반적인 PVD 코팅
- 질화 티타늄(TiN): 가장 일반적인 “금” 코팅은 종종 PVD를 통해 적용됩니다. 드릴, 밀, 탭에 다용도로 사용되는 범용 코팅입니다.
- 티타늄 알루미늄 질화물(TiAlN): 내열성이 뛰어난 고성능 PVD 코팅. 알루미늄은 고온에서 보호 산화물 층을 형성하여 고속 및 건식 가공에 탁월합니다.
- 알루미늄 질화 티타늄(AlTiN): TiAlN과 유사하지만 알루미늄 함량이 더 높아 고온 응용 분야에서 훨씬 더 높은 경도와 우수한 성능을 제공합니다. 경화강 및 초합금 가공을 위한 최상위 PVD 코팅입니다.
- 질화 크롬(CrN): 이 PVD 코팅은 낮은 마찰 계수와 접착 방지(점착 방지) 특성으로 알루미늄 및 구리와 같은 비철 소재 가공에 탁월하다는 평가를 받고 있습니다.
- 다이아몬드형 탄소(DLC): 알루미늄 합금, 흑연 및 복합재와 같은 비철 및 연마성 소재 가공에 이상적인 마찰이 매우 적은 표면을 제공하는 PVD 전용 코팅입니다.
요약 표
| 코팅 | 기본 방법 | 메서드의 주요 특징 |
| 질화 티타늄(TiN) | PVD 및 CVD | 일반적인 용도의 PVD, 다층 코팅의 경우 CVD. |
| 탄화 티타늄(TiCN) | PVD 및 CVD | 높은 내마모성을 위한 CVD, 날카로운 도구의 인성을 위한 PVD. |
| 알루미늄 산화물(Al₂O₃) | CVD | 고온 및 화학적 안정성. |
| 질화 티타늄 알루미늄(TiAlN) | PVD | 높은 경도와 내열성, 낮은 온도에서 사용해도 선명도가 유지됩니다. |
| 질화 알루미늄(AlTiN) | PVD | 뛰어난 고온 경도, 저온 적용으로 선명도를 유지합니다. |
| 질화 크롬(CrN) | PVD | 저마찰, 접착 방지, 낮은 온도 적용으로 선명도를 유지합니다. |
| 다이아몬드형 탄소(DLC) | PVD | 탁월한 윤활성, 낮은 온도에서 사용해도 선명도가 유지됩니다. |
절삭 공구에 CVD 또는 PVD가 더 낫습니까? 왜 그럴까요?
PVD는 경도가 더 우수한 반면 CVD는 더 높은 온도 저항성을 제공합니다. PVD는 고속 비철 가공에 가장 적합하고 CVD는 티타늄과 같은 거친 소재에 적합합니다.
PVD 코팅과 CVD 코팅의 온도 제한은 어떻게 되나요?
PVD 코팅은 최대 약 750°C까지 잘 견디는 반면, CVD 코팅은 대부분의 경우 1000°C 이상에서도 견딜 수 있습니다.
일반적으로 PVD와 CVD 중 어떤 코팅이 접착력이 더 우수합니까?
CVD 코팅은 일반적으로 고온 화학 결합 공정 덕분에 기판에 대한 접착력이 뛰어납니다.
어떤 산업에서 PVD 및 CVD 코팅에 가장 많이 의존하고 있나요?
PVD는 의료, 항공우주, 자동차, 플라스틱 사출 성형에 널리 사용됩니다. CVD는 항공우주, 발전, 반도체, 광학 분야에서 흔히 사용됩니다.
PVD에 비해 CVD 코팅을 얼마나 두껍게 적용할 수 있습니까?
CVD는 화학 반응으로 인해 일반적으로 최대 30마이크론 두께의 코팅을 증착합니다. PVD는 일반적으로 5미크론 미만의 더 얇은 코팅으로 제한됩니다.
결론
PVD와 CVD 코팅 공정의 뚜렷한 장점을 이해하면 용도에 적합한 기술을 선택할 수 있습니다. PVD는 균일성과 경도를 제공하는 반면 CVD는 내열성과 접착력을 제공합니다. 절삭 공구의 경우 고정밀 비철 작업에는 PVD를, 티타늄 및 니켈 합금과 같은 거친 소재에는 CVD를 선택하세요. 올바른 코팅을 통해 가공 및 부품 성능을 최적화할 수 있습니다.



