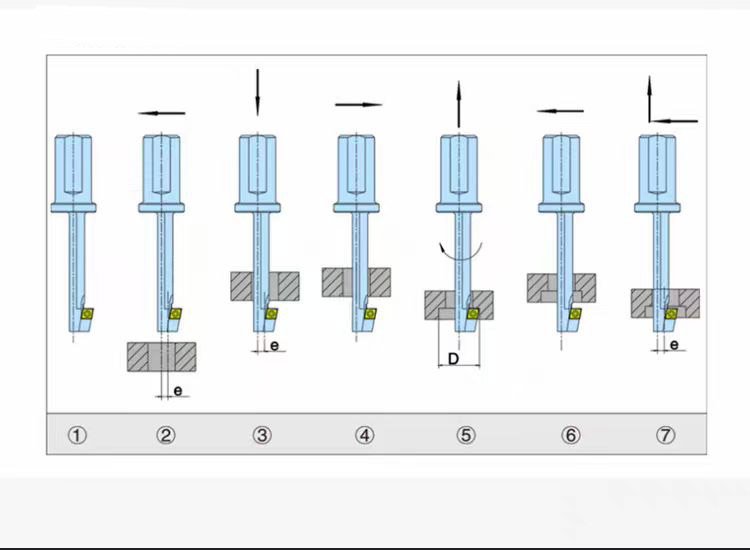
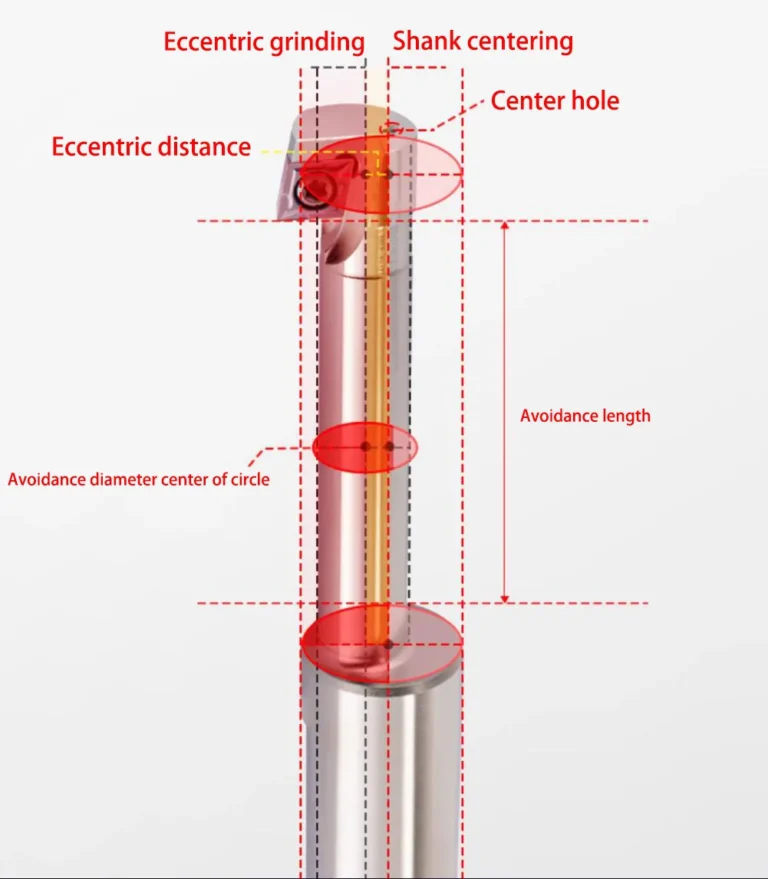
백 스팟 얼굴 도구 백 스팟 페이스 도구는 흔히 BF 커터라고도 하는 정밀 가공을 위해 설계된 특수 절삭 공구입니다. 주로 드릴링하거나 탭한 구멍의 뒷면에 평평하고 수직인 표면을 만드는 데 사용됩니다. 이 프로세스를 백 스팟 페이싱이라고 합니다. 기존 수공구에 비해 칩 절삭 시간을 최소 80% 단축합니다.현명한 프로세스 개선을 통해 비용이 많이 드는 2차 작업을 없애고 시간 절약표준 초경 인덱서블 인서트는 다양한 재료를 수용하고 재료 비용을 절감합니다.과도한 채터링 없이 무거운 중단 컷이 가능한 도구최소 파일럿 홀 직경 Ø10.4mm서포트 가이드가 있는 무제한 깊이 대 직경 비율쉽고 빠른 도구 교체최대 보링 직경의 1.6배에 달하는 최대 백보어 직경모따기가 있는 백스팟 카운터싱크를 사용할 수 있습니다.충격에 강하고 내마모성이 뛰어나며 안정성이 높은 SKD61 소재를 사용합니다.또한 쉽게 확인할 수 있는 자동 백 스팟 페이싱 도구 애플리케이션 볼트 헤드 시트면차동 케이스 - 구형 및 평면밸브 시트 포켓게이트 밸브 유성 기어 캐리어기어박스 케이스랜딩 기어요청 시 모따기 및 기타 형태가 있는 특수 인서트 제공 최소 파일럿 홀 Ø10.4mm견고하고 다재다능한 기능뒷면 스폿면, 카운터보어 챔퍼VMC용 백 챔퍼 도구인터럽트된 표면에서 작동 브로셔 보기 문의 보내기 간편한 NC 프로그래밍 기계 스핀들과 홀 사이의 중심을 간단히 오프셋하여 쉽게 프로그래밍할 수 있습니다. 편심 연삭 공정 강성을 보장한다는 전제하에 편심 연삭 공정을 사용하면 공극을 효과적으로 방지할 수 있습니다. 잘 설계된 디자인 정밀하게 제작된 스크류 오프셋 설계의 블레이드는 틈새 없이 장착되어 강성이 향상되었습니다. 진동으로 인한 블레이드 손실을 방지하고 더 나은 가공 효과를 제공합니다. 편심 백 스팟 페이스 홀 가공 문제점을 해결하고 뒷면 카운터 싱크 구멍을 처리하면 표면을 돌릴 필요가 없으므로 가공 효율성이 크게 향상됩니다. 녹 및 부식 방지 전기 도금 처리, 제품이 내식성, 내마모성, 내 산화성, 블레이드와 커터 바가 밀착되고 높은 견고성, 포괄적 인 정밀도가 향상됩니다. 측면 고정 클램핑 방법 공구 홀더의 표면은 평평하고 평평하게 밀링되어 있어 가공 시 클램핑력이 강하고 미끄러움이 적습니다. 교체 가능한 표준 인서트 교환 가능 CCMT 삽입은 처리 비용을 절감합니다 명확한 사양 브랜딩 보다 명확한 사양 브랜딩을 위한 레이저 각인 백 스팟 페이스 도구 모델 설명 커터 모델회전 직경(ΦDc)헤드 직경ΦDc1L1L2총 길이(L)섕크 직경(ΦD)컷 깊이(ap)카바이드 인서트나사렌치 M10-1810-C161810.4534095164CCMT160204M2.5*6T8 M12-2013-C162012.45340100164 M14-2315-C162314.26350110164.5CCMT09T304M4*9T15 M16-2617-C202616.48668150205 M20-3321-C253320.78875150255.5 M24-4025-C254024.69078150258 권장 절단 조건 ISO공작물경도절단 속도(M/최소)최소-최대피드(mm/t)최소-수트-최대 P일반 강철180-280HB100/150/2000.05/0.15/0.2 금형 강철180-281HB100/150/2000.05/0.1/0.15 M마르텐사이트 스테인리스 스틸200-330HB100/150/2000.05/0.15/0.2 오스테나이트 스테인리스 스틸200HB80/130/1600.05/0.1/0.15 K주강250HB100/150/2000.05/0.15/0.25 N고온 합금/200/300/3500.05/0.15/0.25 S티타늄 합금/30/40/600.03/0.05/0.08 참고: 위의 절단 조건은 대략적인 기준이며 기계적 강성 및 공작물 강성, 절삭 깊이 등에 따라 조정해야 합니다. 백 스팟 페이스 툴에 관심이 있으신가요? 온마이툴링은 최근 몇 년 동안 빠르게 성장하고 있으며, 수작업으로 이익을 얻고 함께 성장할 수 있는 파트너를 언제나 환영합니다! 지금 문의