백 스폿 페이스 툴은 카운터보어 카운터싱크의 가공을 자동화하도록 설계되었으며 정지, 후진 및 기타 기계 보조 장치 없이 작동합니다.
진동 인서트 후퇴 메커니즘은 기계 내 냉각 압력(최소 20bar, 최대 50bar) 원리와 결합하여 스와프와 먼지로 인해 인서트가 후퇴하지 않도록 보장합니다.
수직 및 수평 머신 모두에 사용할 수 있습니다.
지름 6.5mm-21mm가 표준 제품이며, 0.5mm가 등급입니다.
인서트는 다양한 크기로 제공되며 텅스텐 카바이드로 만들어집니다.
공구의 독특한 내부 냉각 칩 제거 설계로 인서트 창에서 쇳조각과 먼지를 적시에 제거할 수 있어 인서트 후퇴의 안정성을 보장합니다.
안전핀의 고급화
인서트가 과도하게 마모된 경우, 자동으로 공구 홀더를 샹크에서 분리하여 공작물, 공구 홀더 및 기계를 보호합니다.
또한 프로그램 오류 및 공작물의 부적절한 클램핑이 발생할 경우 공작물을 보호합니다.
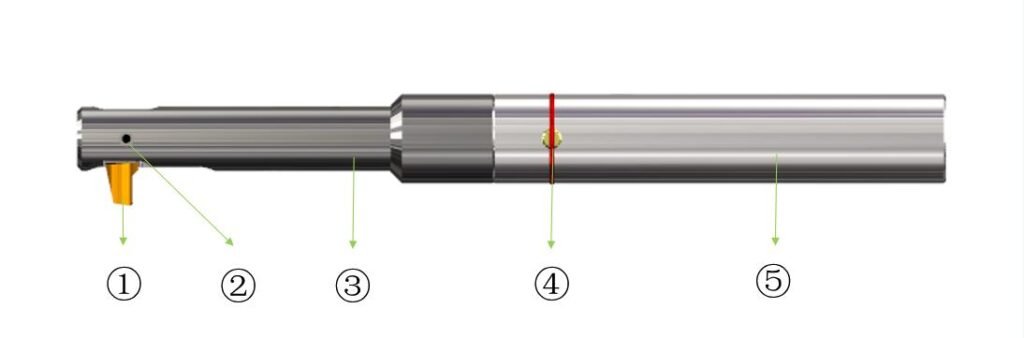
도구 설명
카바이드 인서트
2. 핀 찾기
3. 도구 홀더
4. 안전핀
5. 도구 생크
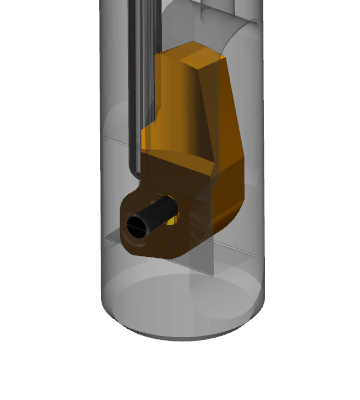
도구 작동 원리
①
②
③
④
절삭유 압력을 받으면 피스톤이 제어 핀을 밀어 인서트를 밀어 인서트가 후퇴하기 시작합니다.
인서트가 커터 본체 안으로 들어가면 압력 표면이 뒤집히고 제어 핀(여전히 일정한 압력을 받고 있음)이 인서트가 커터 본체 안으로 완전히 밀려 들어갈 때까지 인서트 끝의 곡면을 따라 인서트를 계속 밀어줍니다.
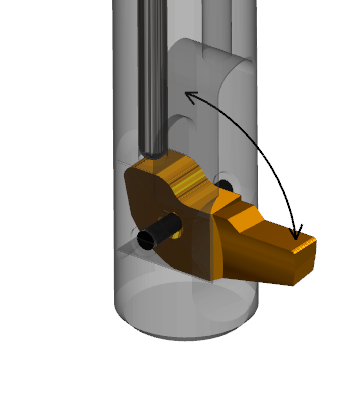
인서트가 제어 핀에 의해 공구 본체에 완전히 통합된 후 공구를 공작물 오버보어를 통해 축 방향(Z 방향)으로 이동할 수 있습니다.
기계의 내부 냉각이 꺼지고 스핀들이 회전하기 시작하고(권장 속도로) 인서트가 작업 위치로 펼쳐집니다. 내부 냉각은 냉각 구멍을 통해 인서트의 절삭 날에 도달할 수 있습니다. 카운터보어 카운터싱킹이 완료되면 공구가 가공 시작 위치로 돌아갑니다. 이 시점에서 기계의 내부 냉각이 켜지고 드라이브 인서트가 다시 켜집니다. 을 누르면 도구 본체로 다시 들어갑니다.
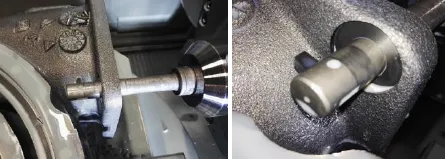
사례 처리
공작물
산업: 산업: 자동차
공작물: 터빈 하우징
소재:GGG40
기술: D14.0 카운터보어 D26.0 평평한 표면
기계: 수평 머시닝 센터
스핀들 속도: 400r/min
피드: 0.05mm/회전
공작물
산업: 산업: 자동차
공작물 : 스티어링 너클
재질 : 알루미늄 합금
프로세스 : ɸ13.0 이상 및 카운터 ɸ30.0 평면
기계: 수직 머시닝 센터
스핀들 속도: 500r/min
피드: 0.05mm/회전
공작물
산업 : 해양
공작물 : 베어링 블록
재질 : S355J2G3
프로세스 : ɸ12.8 이상 카운터 ɸ33.0 평면
기계 : 수평 머시닝 센터
스핀들 속도: 400r/min
피드:0.005mm/회전
고객사는 이전에 카운터싱크 홀 가공을 위해 수동 공구를 사용했습니다. 당사의 자동 페이싱 공구를 도입함으로써 점대면 가공 수동 공구 설치가 더 이상 필요하지 않아 작업자 안전을 보장합니다. 표면 가공 품질이 향상되었으며 가공 시간이 크게 단축되었습니다.
자동 백 스팟 페이싱 도구에 관심이 있으신가요?
ONMY 툴링스는 최근 몇 년간 급속히 성장하고 있으며, 우리는 항상 함께 협력하여 상호 이익을 실현하고 함께 성장할 파트너를 환영합니다!