DCMT-Wendeschneidplatte bedeutet eine diamantförmige (55 Grad), wendbare Schneidplatte mit einem Freiwinkel von 7 Grad, moderaten Toleranzen und einem eingebauten Spanbrecher.
Diese Wendeschneidplatten werden üblicherweise für verschiedene Dreharbeiten in der Metallbearbeitung verwendet.
Der Nasenradius hat entscheidende Auswirkungen auf die Oberflächengüte, den Spanbruch und die Festigkeit der Wendeplatte.
Wir bieten verschiedene Radien an, um die Arbeitsqualität zu verbessern. Im Allgemeinen führt ein kleiner Nasenradius zu einer geringen Schnitttiefe, reduziert Vibrationen und verbessert den Spanbruch.
Auf der anderen Seite ist der große Nasenradius für hohe Vorschubgeschwindigkeiten, große Schnitttiefen und eine hohe Kantenstabilität geeignet.
Das Verhältnis zwischen Nasenradius und Schnitttiefe beeinflusst die Vibrationsneigung.
DCMT-Einsatzwerkzeughalter
DCMT-Einsatz Bedeutung
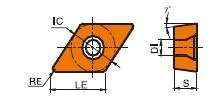
Verstehen des DCMT-Einfügungscodes
D: Form: Rhombisch (Raute) mit einem eingeschlossenen Winkel von 55 Grad.
C: Freiraumwinkel: 7 Grad (positiv)
M: Toleranzen: Mittlere Toleranz ist Standard, andere Präzisionstoleranzen sind jedoch möglich.
T: Chipbreaker-Stil und Lochkonfiguration. Dieser Buchstabe bezeichnet die spezifische Chipbreaker-Geometrie und ob der Einsatz ein Loch hat oder nicht. Chipbreaker-Varianten sind zahlreich und herstellerspezifisch.
Numerische Ziffern:
Erste zwei Ziffern: Durchmesser des beschrifteten Kreises (IC) in Millimetern. Um das ungefähre Zoll-Äquivalent zu erhalten, teilen Sie diese Zahl durch 25,4.
Nächste zwei Ziffern: Dicke in Millimetern. Teilen Sie durch 25,4, um in Zoll umzurechnen.
Letzte zwei Ziffern: Radius der Nase in Millimetern. Zum Umrechnen in Zoll durch 25,4 dividieren.
DCMT-Einsatzabmessungen (ISO und ANSI)
DCMT-Einsatzgrößen
DCMT-Bezeichnung
Beschrifteter Kreis (IC)
Dicke
Gemeinsame Eckradien
DCMT 21.51 (DCMT 0702)
0.25" (1/4")
0.094" (3/32")
0.0156" (1/64")
DCMT 070204
7,94 mm (0,313")
2,38 mm (0,094")
0,4 mm (0,016")
DCMT 32,51 (DCMT 11T3)
0.5" (1/2")
0.156" (5/32")
0.0312" (1/32"), 0.0469" (3/64"), 0.0625" (1/16")
DCMT 11T304
11 mm (0,433")
3,18 mm (0,125")
0,4 mm (0,016")
DCMT 11T308
11 mm (0,433")
3,18 mm (0,125")
0,8 mm (0,031")
Beispiel: DCMT 11T308
Rhombische Form (Diamant) mit einem eingeschlossenen Winkel von 55 Grad
7 Grad positiver Freiwinkel
Mittlere Toleranz
Herstellerspezifische Spanbrecher- und Lochkonfiguration
11 mm Durchmesser des eingeschriebenen Kreises (ca. 0,43″ in Zoll)
Die Wissenschaft hinter Hartmetalleinsätzen: Wie sie hergestellt werden und warum sie so stark sind
Hartmetalleinsätze gehören zu den vielseitigsten und haltbarsten Schneidwerkzeugen auf dem Markt. Aber wie werden sie hergestellt? Und was macht sie so stark? In diesem Video erforschen wir die Wissenschaft hinter Hartmetalleinsätzen, von den Eigenschaften von Wolframkarbid bis hin zum Herstellungsprozess.
Unsere Produktionskapazitäten
Finden Sie den perfekten CNMG-Einsatz für Ihre Anwendung - Holen Sie sich die Hilfe von Experten!
Was Sie brauchen, ist ein echter Veteran in der CNC-Werkzeugindustrie. Lassen Sie sich von ONMY-Werkzeugen dabei helfen, die Nr. 1 in diesem Bereich zu werden.