VCGT-Einsatzwinkel :35 Grad 7° Positive Rake Insert mit einseitigem Chipbreaker; Aufschraubbarer Einsatz, Fertigbearbeitung; Passend dazu VCGT-Einsatz Werkzeughalter: SVJBR/L, SVABR/L, SVVBN, SVQBR/L, SVUBR/L; Auswahl an VCGT-Einsatztypen: (ISO) VCGT160404/ VCGT160408/ VCGT110302/ VCGT110304 (ANSI) VCGT331; VCGT Insert kann durch die Kombination verschiedener Spänebrecher und -sorten mehrere Arbeitsgänge bewältigen;
Die VCGT-Wendeschneidplatte wurde speziell für die Bearbeitung von Aluminiumlegierungen auf Drehmaschinen entwickelt und verfügt über einen speziellen Spanbrecher, der nicht nur das Problem der Spanverschleppung beseitigt, das bei der Endbearbeitung von Aluminiumlegierungen auftritt, sondern auch eine hervorragende Oberflächengüte gewährleistet.
Wesentliche Merkmale
Die Form: Die VCCT-Wendeschneidplatten haben eine 80°-Rhombenform (Diamant), die ihnen vier Schneidkanten verleiht, was die Wirtschaftlichkeit erhöht.
Positiver Neigungswinkel: Die Schneidfläche ist von der Schneide aus leicht nach vorne geneigt. Dies führt oft zu einem glatteren Schnitt mit geringerer Schnittkraft, der für bestimmte Materialarten geeignet ist.
Freiraum-Winkel: In der Regel etwa 7°, um ein Reiben am Werkstück zu vermeiden.
Scharfe Schnittkante: Der spitze Eckenradius sorgt für eine bessere Oberflächenqualität, insbesondere bei der Endbearbeitung.
Chipbreaker: VCGT-Wendeplatten können auf einer oder beiden Seiten Spanbrecher haben, um die Spanbildung und -kontrolle zu beeinflussen.
Beschichtungen: Häufig mit Materialien wie TiN, AlTiN usw. beschichtet, um die Verschleißfestigkeit und die Lebensdauer der Werkzeuge zu verbessern.
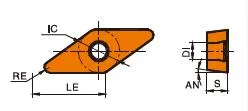
VCGT-Einsatz Spezifikation
Den VCGT-Code verstehen
Die Buchstaben und Zahlen in der VCGT-Bezeichnung geben Auskunft über den Einsatz:
V: 80° rhombische Form
C: 7° Freiwinkel
G: Gibt das spezifische Loch- und Chipbreaker-Design an (variiert je nach Hersteller)
T: Gibt die Toleranzklasse an (Genauigkeit der Größe)
Zahlen:
In der Regel stehen die ersten beiden Zahlen für den eingeschriebenen Kreis (Größe des Diamanten) in Sechzehntel Zoll (oder direkt in Millimetern bei ISO-Codes).
Die dritte Zahl steht für die Dicke in Sechzehntelzoll.
Die letzte Zahl gibt oft den Radius der Nase an (kleiner bedeutet schärfer).
Die Wissenschaft hinter Hartmetalleinsätzen: Wie sie hergestellt werden und warum sie so stark sind
Hartmetalleinsätze gehören zu den vielseitigsten und haltbarsten Schneidwerkzeugen auf dem Markt. Aber wie werden sie hergestellt? Und was macht sie so stark? In diesem Video erforschen wir die Wissenschaft hinter Hartmetalleinsätzen, von den Eigenschaften von Wolframkarbid bis hin zum Herstellungsprozess.
Unsere Produktionskapazitäten
Finden Sie den perfekten VCGT-Einsatz für Ihre Anwendung - Holen Sie sich die Hilfe von Experten!
Was Sie brauchen, ist ein echter Veteran in der CNC-Werkzeugindustrie. Lassen Sie sich von ONMY-Werkzeugen dabei helfen, die Nr. 1 in diesem Bereich zu werden.