вставка CNMA
Угол пластины CNMA: 0° Пластина с отрицательным передним углом и без стружколома;
Ромбическая токарная пластина 80°;
Основной материал заготовки: Твердый материал; чугун; сталь;
Код основного материала заготовки: P; ЧАС; К
Вставьте метод удержания: Штифт; Зажим;
Применение дробилки: черновая, получистовая, чистовая обработка;
Соответствующий держатель инструмента для пластин cnma: PCBNR/L, PCLNR/L, MCLNR/L,MCBNR/L;
Класс: PVD и CVD;
Материал: карбид вольфрама;
Держатель инструмента CNMA



МКЛНР/Л

Введение вставки CNMA:
Твердосплавные пластины CNMA: главное
- Форма: Ромбический (ромб) с внутренним углом 80 градусов.
- Угол зазора: 0 степени
- Режущие кромки: Двусторонняя обработка с двумя режущими кромками на пластину, что обеспечивает экономическую эффективность.
- Геометрия стружколома: Доступен широкий ассортимент стружколомов от различных производителей. Они адаптированы к конкретным материалам и операциям обработки (черновая, чистовая и т. д.).
- Ключевое использование: В основном используется для общих токарных операций и некоторых торцовочных работ с различными материалами.
Распространенные материалы, для которых используются пластины CNMA
- Чугун: Подходит для многих видов чугуна.
Преимущества пластин CNMA
- Экономически эффективно: Благодаря двусторонней конструкции обеспечивается более длительный срок службы инструмента на пластину.
- Универсальный: Широкий выбор сплавов и стружколомов делает их пригодными для многих операций механической обработки.
- Сильная геометрическая форма: Ромбовидная форма под углом 80 градусов обеспечивает прочность и жесткость для своего размера.
Важные соображения
- Сопоставьте класс с вашим материалом: Выбор правильного покрытия пластины и состава подложки имеет решающее значение для оптимального срока службы и производительности инструмента при обработке конкретного материала, который вы режете.
- Выберите правильный стружколом: Геометрия стружколома существенно влияет на формирование и разрушение стружки. Его следует выбирать в зависимости от материала и типа механической обработки.
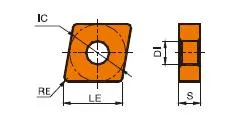
Размеры пластины CNMA (ISO)
| ТИП | РАЗМЕРЫ ВСТАВКИ CNMA (мм) | ||||
|---|---|---|---|---|---|
| ТО | IC | С | ОТ | РЭ | |
| CNMA120404 | 12,9 | 12,7 | 4,76 | 5.16 | 0.4 |
| CNMA120408 | 12,9 | 12,7 | 4,76 | 5.16 | 0.8 |
| CNMA120412 | 12,9 | 12,7 | 4,76 | 5.16 | 1.2 |
| CNMA120416 | 12,9 | 12,7 | 4,76 | 5.16 | 1,6 |
| CNMA160608 | 16.1 | 15,875 | 6.35 | 6.35 | 0.8 |
| CNMA160612 | 16.1 | 15,875 | 6.35 | 6.35 | 1.2 |
| CNMA160616 | 16.1 | 15,875 | 6.35 | 6.35 | 1,6 |
| CNMA190612 | 19,3 | 19.05 | 6.35 | 7,94 | 1.2 |
| CNMA190616 | 19,3 | 19.05 | 6.35 | 7,94 | 1,6 |
Пример: CNMA 120408.
- 12: Вписанный круг (IC) диаметром 12,7 мм (около 0,5 дюйма)
- 04: Толщина 4,76 мм (около 0,187 дюйма)
- 08: Угловой радиус 0,8 мм (около 0,031 дюйма)
Ключевые параметры
Вписанный круг (IC): Диаметр наибольшего круга, помещающегося внутри вставки. Общие размеры микросхем включают:
- 12,7 мм (0,5″)
- 16 мм (0,63″)
- 19,05 мм (0,75″)
Толщина: Влияет на прочность пластины и количество используемых режущих кромок. Обычная толщина включает в себя:
- 3,18 мм (0,125″)
- 4,76 мм (0,187″)
- 6,35 мм (0,25″)
Угловой радиус: Влияет на качество поверхности и прочность режущей кромки. Общие размеры включают в себя:
- 00,4 мм (0,016″)
- 00,8 мм (0,031″)
- 1,2 мм (0,047″)
The Science Behind Carbide Inserts: How They're Made and Why They're So Strong
Твердосплавные пластины являются одними из самых универсальных и долговечных режущих инструментов. Но как они сделаны? И что делает их такими сильными? В этом видео мы рассмотрим научные аспекты твердосплавных пластин: от свойств карбида вольфрама до производственного процесса.
Наши производственные возможности









