
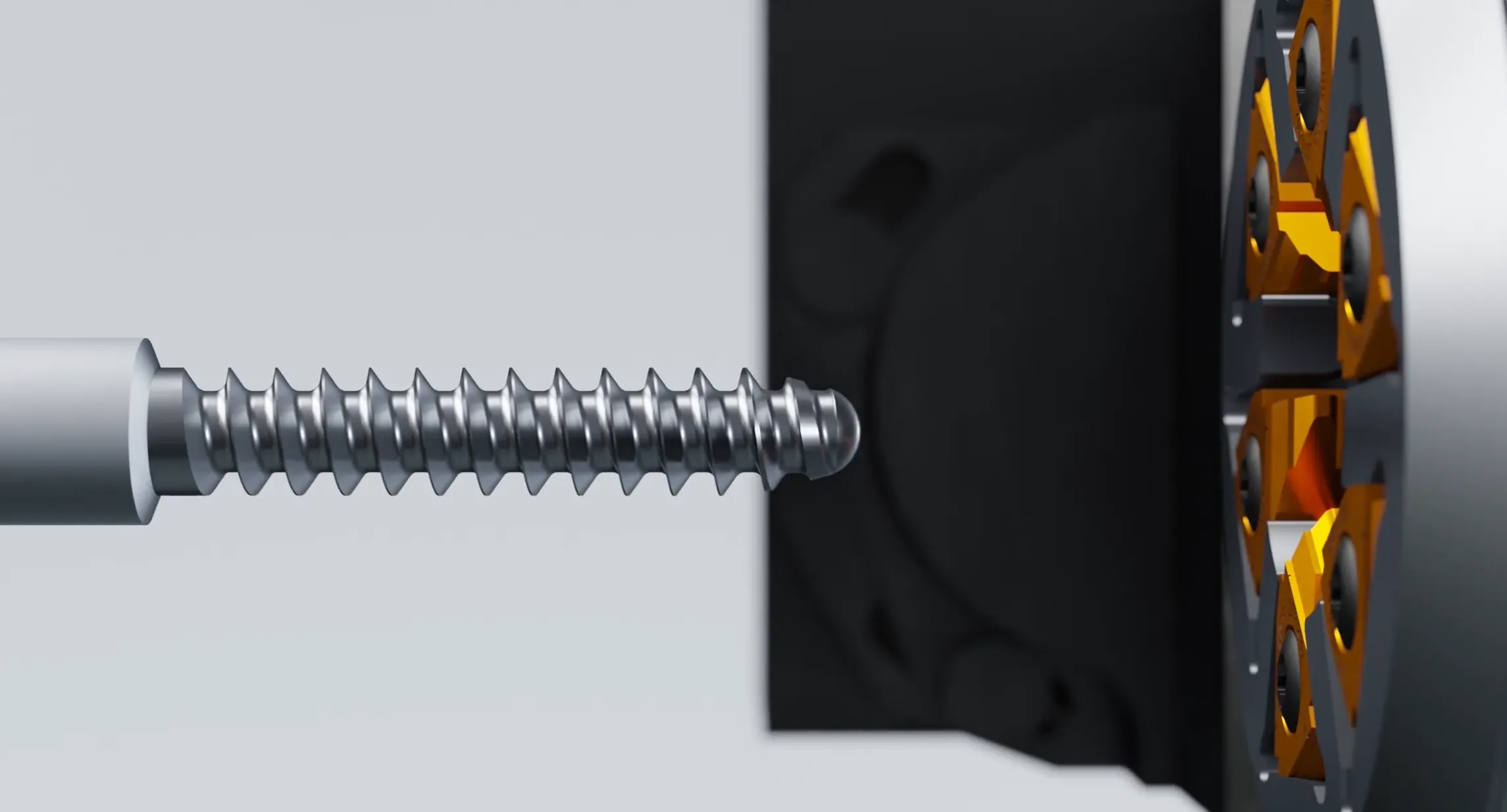
Inserti per la filettatura a vortice di viti ossee
Inserti a rotazione in carburo a profilo intero per filettature superficiali HA, filettature profonde HB e profili di viti ossee personalizzati. Sono disponibili corpi fresa D12 a sei inserti abbinati per la lavorazione di leghe di titanio e acciaio inossidabile per impianti.
- Profili standard HA e HB
- Profili personalizzati da disegni
- Quattro opzioni di rivestimento PVD
- Corpi fresa D12 a sei inserti
Inserti a profilo intero progettati in base alla geometria completa della vite
Gli inserti per la tornitura delle viti ossee OMTM vengono selezionati in base al profilo completo della filettatura, non solo al passo. La revisione del progetto comprende il passo della filettatura, il diametro maggiore, il diametro minore, gli angoli di fianco, la larghezza della cresta, i raggi di transizione, il senso di filettatura, il numero di filetti iniziali e la configurazione della fresa rispetto al corpo.
- Piattaforma per inserti triangolare T16A con tre taglienti utilizzabili
- Gamma standard di prodotti HA e HB con codici di ordinazione definiti
- Profili di inserti personalizzati per viti ortopediche e per impianti di produzione propria
- Tipo di carburo, preparazione del tagliente e rivestimento selezionati in base all'applicazione
Filettature delle viti ossee HA (superficiali) e HB (profonde)
HA e HB sono famiglie di filettature asimmetriche per viti ossee metalliche. Ogni prodotto deve essere verificato sulla base del disegno completo della vite e della configurazione effettiva della testa tornita.
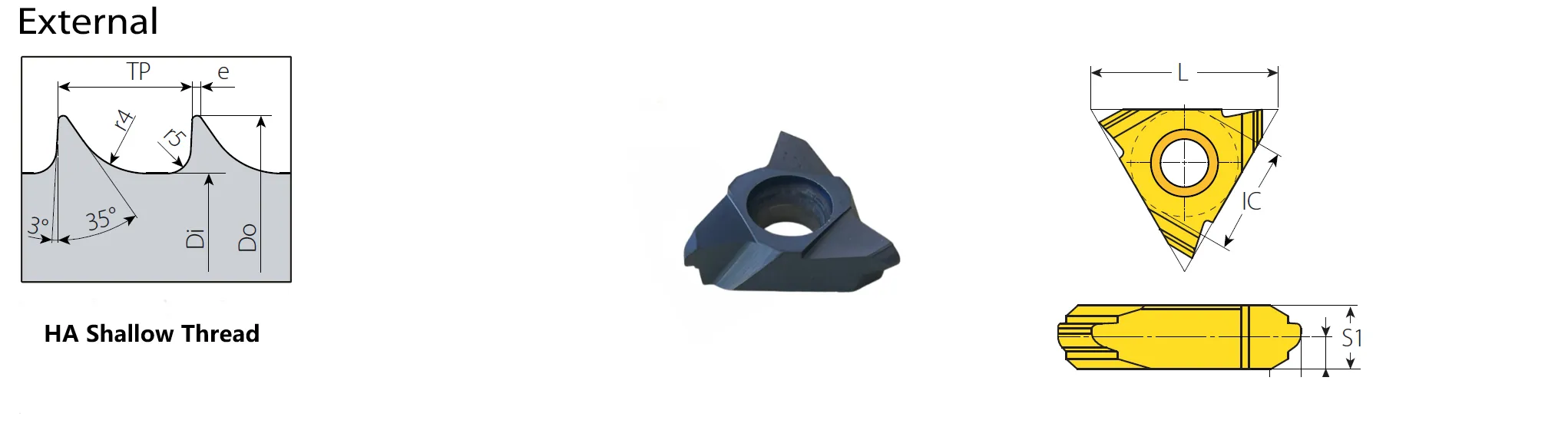
Inserti a filettatura superficiale HA per tornitura a vortice
Inserti a profilo completo per geometria asimmetrica superficiale della filettatura HA. Il profilo è definito da TP, Do, Di, r4, r5, larghezza della cresta e e dall’angolo di elica di riferimento beta.
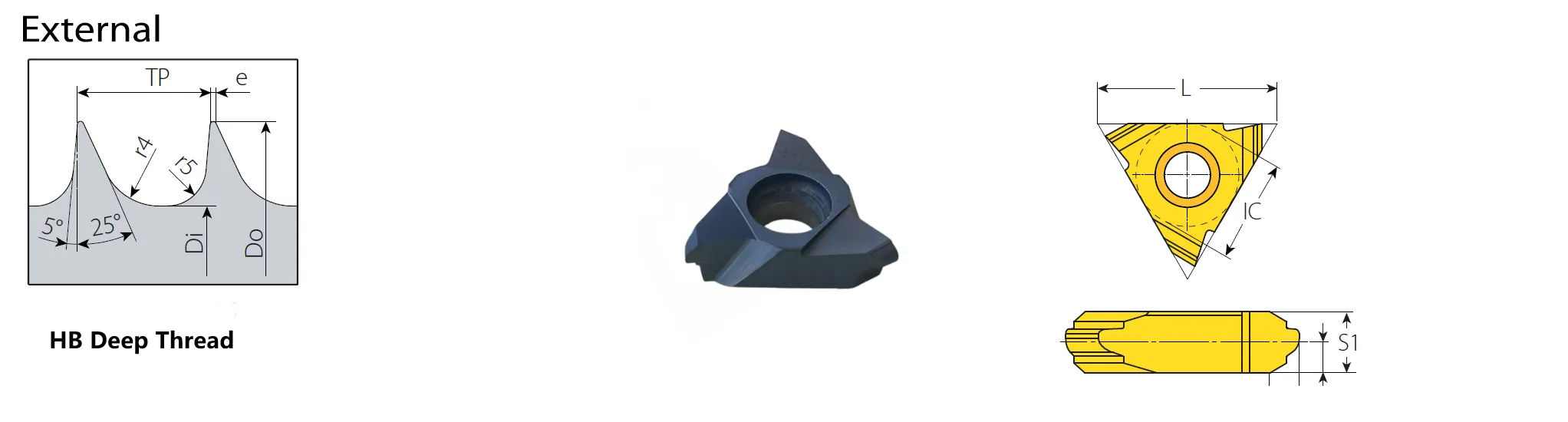
Inserti a filettatura profonda HB per tornitura a vortice
Inserti a profilo pieno per geometrie di filettatura HB asimmetriche profonde. Il diametro minore più ridotto crea un profilo di taglio più profondo e richiede una geometria dell’inserto specifica.
Dimensioni degli inserti HA e codici di ordinazione
Le dimensioni sono espresse in millimetri. GXX indica il tipo di carburo e di rivestimento selezionato.
| Nome del prodotto | Codice d'ordine | TP | Fare | Di | r4 | r5 | e | beta |
|---|---|---|---|---|---|---|---|---|
| HA1.5 Inserto rotante | BWI-T16A-HA15-P050-RH-GXX | 0.50 | 1.50 | 1.10 | 0.30 | 0.10 | 0.10 | 7,3° |
| HA2.0 Inserto rotante | BWI-T16A-HA20-P060-RH-GXX | 0.60 | 2.00 | 1.30 | 0.40 | 0.10 | 0.10 | 6,9° |
| HA2.7 Inserto rotante | BWI-T16A-HA27-P100-RH-GXX | 1.00 | 2.70 | 1.90 | 0.60 | 0.20 | 0.10 | 8,1° |
| HA3.5 Inserto rotante | BWI-T16A-HA35-P125-RH-GXX | 1.25 | 3.50 | 2.40 | 0.80 | 0.20 | 0.10 | 7,9° |
| HA4.0 Inserto rotante | BWI-T16A-HA40-P150-RH-GXX | 1.50 | 4.00 | 2.90 | 0.80 | 0.20 | 0.10 | 8,1° |
| HA4.5 Inserto rotante | BWI-T16A-HA45-P175-RH-GXX | 1.75 | 4.50 | 3.00 | 1.00 | 0.30 | 0.10 | 8,6° |
| HA5.0 Inserto rotante | BWI-T16A-HA50-P175-RH-GXX | 1.75 | 5.00 | 3.50 | 1.00 | 0.30 | 0.10 | 7,6° |
Dimensioni degli inserti HB e codici di ordinazione
I profili HB presentano una geometria asimmetrica della filettatura più profonda e richiedono un inserto dedicato a profilo intero.
| Nome del prodotto | Codice d'ordine | TP | Fare | Di | r4 | r5 | e | beta |
|---|---|---|---|---|---|---|---|---|
| HB4.0 Inserto rotante | BWI-T16A-HB40-P175-RH-GXX | 1.75 | 4.00 | 1.90 | 0.80 | 0.30 | 0.10 | 11,0° |
| HB6.5 Inserto rotante | BWI-T16A-HB65-P275-RH-GXX | 2.75 | 6.50 | 3.00 | 1.20 | 0.80 | 0.20 | 10,6° |
RH indica una filettatura destrorsa. Sono disponibili profili sinistrorsi e personalizzati in base alle esigenze del cliente, previa verifica del disegno. Le quote pubblicate sono dati di riferimento; la compatibilità definitiva dell'inserto deve essere confermata prima dell'ordine.
Come leggere il codice di ordinazione degli inserti
Il codice di ordinazione identifica la piattaforma dell'inserto, la famiglia di filettature, il diametro nominale, il passo, il senso di filettatura e la classe.
Opzioni di rivestimento per la lavorazione di leghe di titanio e acciaio inossidabile
La scelta del rivestimento viene valutata tenendo conto della precisa qualità del pezzo da lavorare, del substrato in carburo, della preparazione del tagliente, del metodo di lubrificazione e delle condizioni di taglio.
Leghe di titanio
L'analisi dell'applicazione si concentra sulla forza di taglio, l'adesione al materiale, la formazione di bave, la concentrazione di calore e la stabilità del tagliente.
Acciai inossidabili per impianti
La valutazione dell'applicazione si concentra sul rafforzamento meccanico, sull'usura adesiva, sul controllo dei trucioli, sulla resistenza dei bordi e sulla qualità ripetibile della superficie.
Selezione personalizzata dei gradi
La raccomandazione finale si basa sulla denominazione esatta del materiale, sulle condizioni della macchina, sull’erogazione del refrigerante e sul tipo di usura osservato.
Piattaforma di fresatura a sei inserti BWC12 / Z6 / T16A
La piattaforma di taglio BWC12 presenta un diametro di taglio di 12 mm, sei sedi per inserti e la piattaforma per inserti T16A. Sono disponibili diverse dimensioni di attacco per interfacce interne, esterne e a baionetta.
- Diametro di taglio DC: 12 mm
- Numero di inserti NOF: 6
- Piattaforma di inserimento: T16A
- Profili supportati: HA, HB e personalizzati
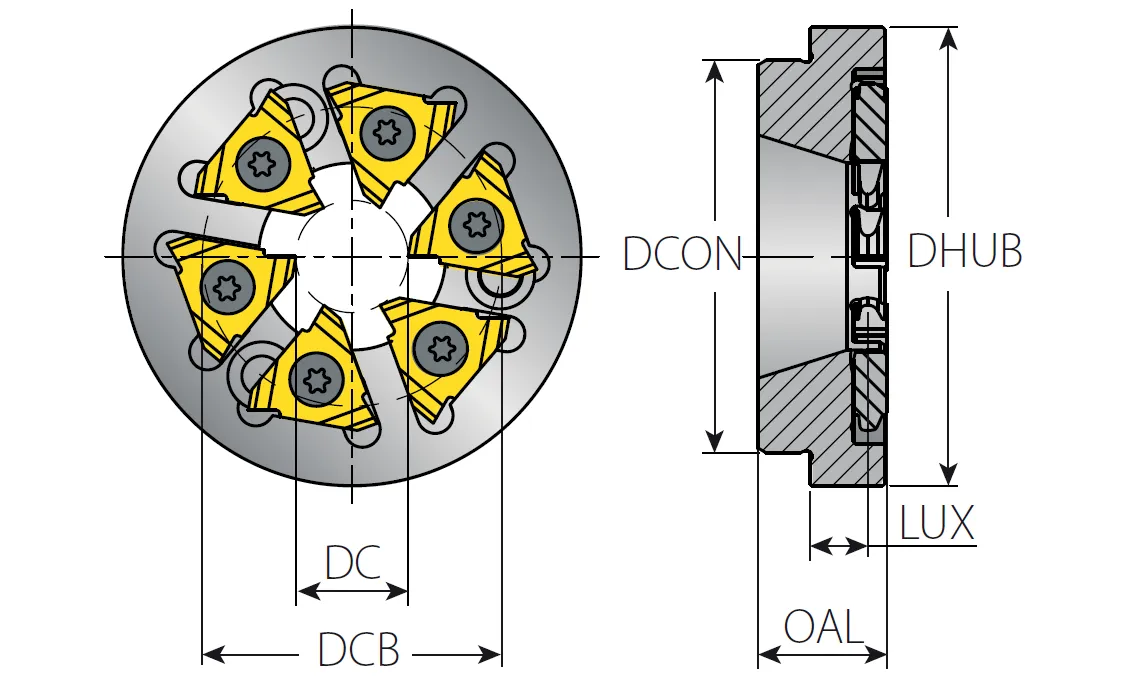
Specifiche del corpo della fresa a sei inserti D12
I simboli dimensionali seguono la convenzione di disegno consolidata per i corpi delle frese: DC, DCON, DHUB, OAL, LUX, DCB, DBY e NOF.
| Nome del prodotto | Codice d'ordine | Connessione | DC | DCON | DHUB | OAL | LUX | DCB | DBY | NOF |
|---|---|---|---|---|---|---|---|---|---|---|
| D12 Fresa esterna A 33/45 | BWC12-Z6-T16A-EA3345-L237 | Esterno A | 12 | 33 | 45 | 23.7 | 15.5 | 40 | - | 6 |
| Fresa interna D12 37/46 | BWC12-Z6-T16A-I3746-L163 | Interno | 12 | 37 | 46 | 16.3 | 14.5 | 30.5 | - | 6 |
| D12 Fresa esterna A 38,5/55 | BWC12-Z6-T16A-EA3855-L380 | Esterno A | 12 | 38.5 | 55 | 38.0 | 15.5 | - | - | 6 |
| Fresa interna D12 40/46-16,3 | BWC12-Z6-T16A-I4046-L163 | Interno | 12 | 40 | 46 | 16.3 | 14.5 | 32.5 | - | 6 |
| Fresa interna D12 40/46-16,8 | BWC12-Z6-T16A-I4046-L168 | Interno | 12 | 40 | 46 | 16.8 | 15.0 | 32.5 | - | 6 |
| D12 Fresa esterna A 40/49 | BWC12-Z6-T16A-EA4049-L158 | Esterno A | 12 | 40 | 49 | 15.8 | 7.5 | 33 | - | 6 |
| Taglierina a baionetta D12 42/44 | BWC12-Z6-T16A-BY4244-L243 | Baionetta | 12 | 42 | 44 | 24.3 | 13.5 | - | 32 | 6 |
| D12 Fresa esterna A 42/49 | BWC12-Z6-T16A-EA4249-L138 | Esterno A | 12 | 42 | 49 | 13.8 | 6.5 | 32 | - | 6 |
| D12 Taglierina esterna B 42/53 | BWC12-Z6-T16A-EB4253-L445 | Esterno B | 12 | 42 | 53 | 44.5 | 37.8 | 48 | - | 6 |
| Taglierina a baionetta D12 54/56 | BWC12-Z6-T16A-BY5456-L138 | Baionetta | 12 | 54 | 56 | 13.8 | 10.5 | - | 43.8 | 6 |
La scelta del corpo della fresa dipende dalla marca, dal modello e dal disegno dell'interfaccia dell'utensile azionato. Le dimensioni devono essere confermate prima della produzione.
Sviluppo di inserti rotanti personalizzati per viti ossee
Per i profili proprietari, la configurazione dell’inserto e del corpo della fresa viene valutata come un unico sistema di lavorazione.
Analisi del disegno
Verificare TP, Do, Di, angoli di fianco, raggi, larghezza della cresta, senso della filettatura, punti di inizio e tolleranze.
Analisi dei materiali
Verificare la lega di titanio o il tipo di acciaio inossidabile esatti e lo stato del materiale.
Recensione della macchina
Verificare il funzionamento della macchina, della testa rotante, del corpo della fresa, dell’interfaccia e dell’erogazione del refrigerante.
Progettazione degli utensili
Definire il profilo compensato, il tipo di carburo, la preparazione del tagliente e il rivestimento.
Fase di sperimentazione e approvazione
Valutare la precisione del profilo, la finitura superficiale, la presenza di bave, l'usura degli inserti e la ripetibilità.
Informazioni necessarie per un preventivo
Fornire le seguenti informazioni consente una revisione della documentazione tecnica più rapida e accurata.
Disegno di parti e filettature
Disegno completo della vite ossea, profilo della filettatura ingrandito, quote, tolleranze, senso di filettatura e numero di filetti.
Obiettivi relativi ai materiali e alla qualità
Tipo esatto di materiale, durezza o stato, finitura superficiale, requisiti relativi alle bave e problema di qualità attuale.
Configurazione della macchina e degli utensili
Modello della macchina, modello della testa rotante, disegno del corpo della fresa o dell'interfaccia, campione dell'inserto attualmente in uso e metodo di lubrificazione.
Domande frequenti
Gli inserti HA e HB possono essere utilizzati in modo intercambiabile?
No. Le filettature HA e HB presentano profondità, angoli di fianco, diametri, raggi e angoli di elica di riferimento diversi. L'inserto deve corrispondere al profilo completo.
È possibile inserire viti ossee di diverse dimensioni con la stessa macchina?
Solo quando la geometria completa della filettatura e la configurazione del corpo della fresa sono compatibili. Il passo da solo non è sufficiente a garantire l'intercambiabilità.
La macchina è in grado di lavorare leghe di titanio e acciaio inossidabile?
Sì, ma è necessario verificare il tipo di carburo, il rivestimento, la preparazione del tagliente, il liquido di raffreddamento e i parametri di taglio in base al materiale specifico.
Sono disponibili corpi di taglio compatibili?
Sì. La piattaforma BWC12 D12 a sei inserti è disponibile con diverse dimensioni di connessione interne, esterne e a baionetta.
Cosa occorre per realizzare un inserto personalizzato?
Si prega di fornire il disegno completo della vite, la denominazione esatta del materiale, le informazioni relative alla macchina e alla testa rotante, i dettagli del corpo della fresa e l'obiettivo di lavorazione attuale o il problema riscontrato.
Discuti della tua applicazione di tornitura di viti ossee
Invia il tuo disegno e le informazioni relative agli utensili direttamente da questa pagina. OMTM valuterà il profilo, il materiale, la compatibilità tra il corpo della fresa e l’inserto, nonché il tipo di inserto più adatto.
- Disegno di una vite ossea o del profilo della filettatura
- Tipo esatto di lega di titanio o di acciaio inossidabile
- Informazioni sulla macchina e sulla testa rotante
- Disegno dell'inserto, del corpo della fresa o dell'interfaccia attuale
- Finitura superficiale, bave o obiettivo relativo alla durata degli utensili
Invia i dettagli della tua candidatura
Compila il modulo e allega il disegno o le informazioni sul prodotto disponibili.
