
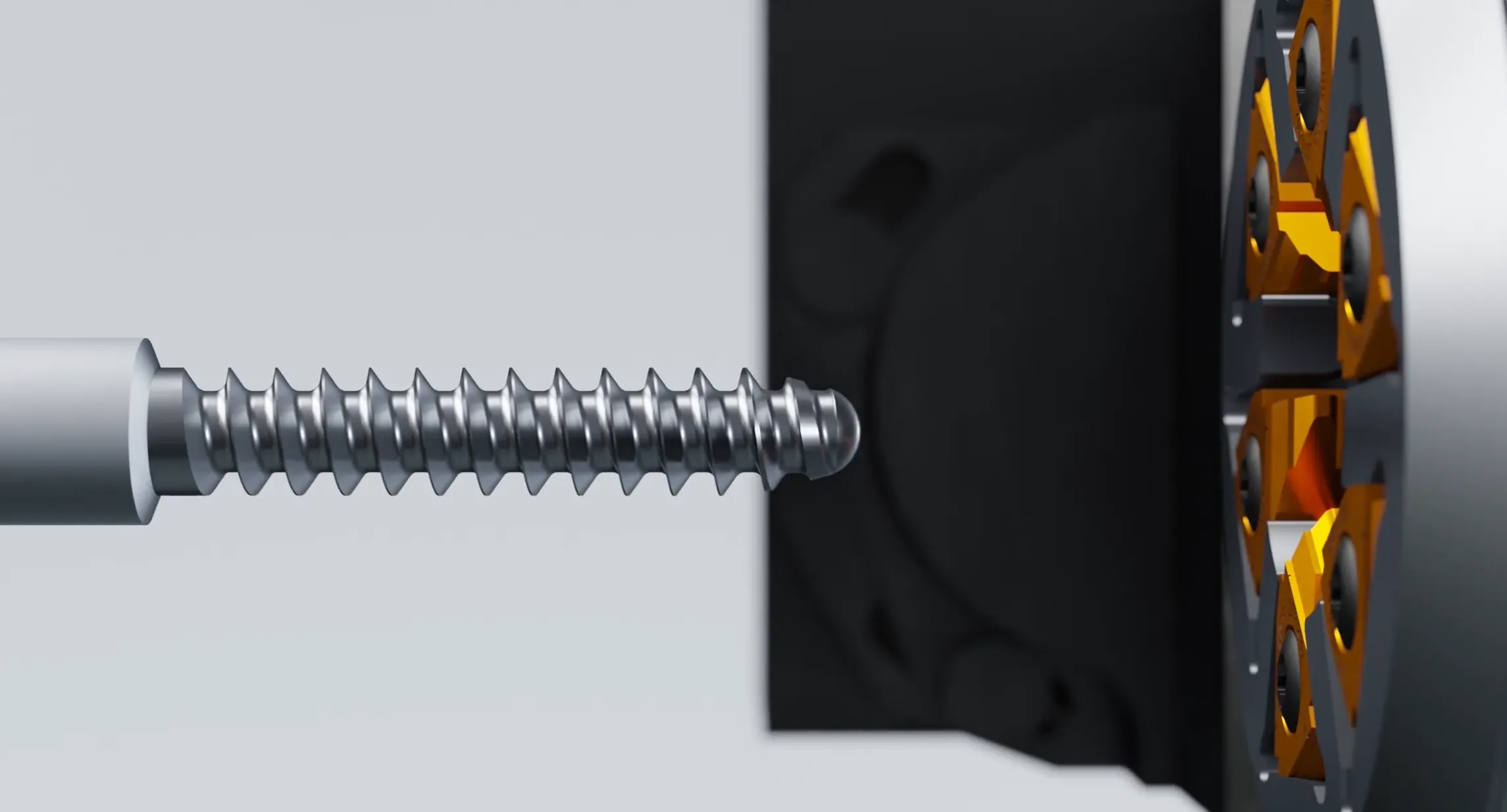
Inserts de tourbillonnage pour filetages de vis à os
Plaquettes de tournage en carbure à profil complet pour les filetages peu profonds HA, les filetages profonds HB et les profils de vis à os spécifiques aux clients. Des corps de fraise D12 à six plaquettes adaptés sont disponibles pour l'usinage des alliages de titane et de l'acier inoxydable de qualité implantaire.
- Profils standard HA et HB
- Profilés sur mesure à partir de plans
- Quatre options de revêtement PVD
- Corps de fraise à six plaquettes D12
Inserts à profil complet conçus en fonction de la géométrie complète de la vis
Les inserts de tournage pour vis à os OMTM sont sélectionnés en fonction du profil complet du filetage, et non pas uniquement en fonction du pas. L'étude de conception porte sur le pas du filetage, le diamètre majeur, le diamètre mineur, les angles de flanc, la largeur de crête, les rayons de transition, le sens du filetage, le nombre de filets et la configuration de la fraise et du corps de l'outil.
- Plateforme d'insert triangulaire T16A avec trois arêtes de coupe utilisables
- Gamme standard de produits HA et HB avec des références de commande bien définies
- Profils d'inserts sur mesure pour vis orthopédiques et d'implants spécifiques
- Nuance de carbure, préparation des arêtes et revêtement choisis en fonction de l'application
Filetages de vis à os HA (peu profonds) et HB (profonds)
HA et HB sont des gammes de filetages asymétriques pour vis osseuses métalliques. Chaque produit doit être validé à partir du plan complet de la vis et de la configuration réelle de la tête tourbillonnée.
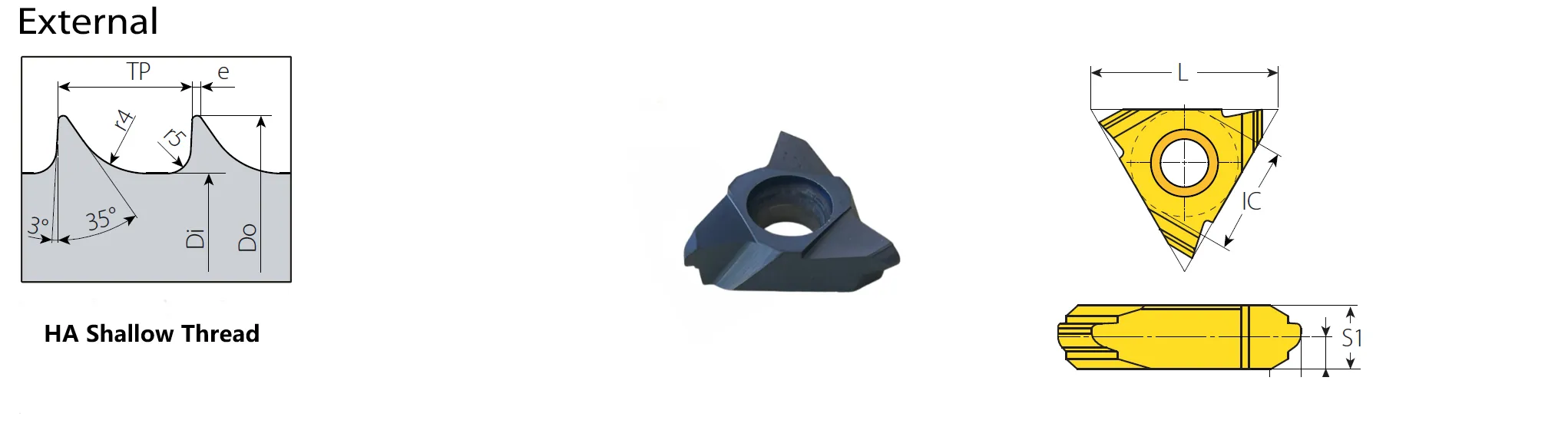
Plaquettes de tournage à filetage peu profond HA
Inserts à profil complet pour une géométrie de filetage HA asymétrique peu profonde. Le profil est défini par TP, Do, Di, r4, r5, la largeur de crête e et l'angle d'hélice de référence bêta.
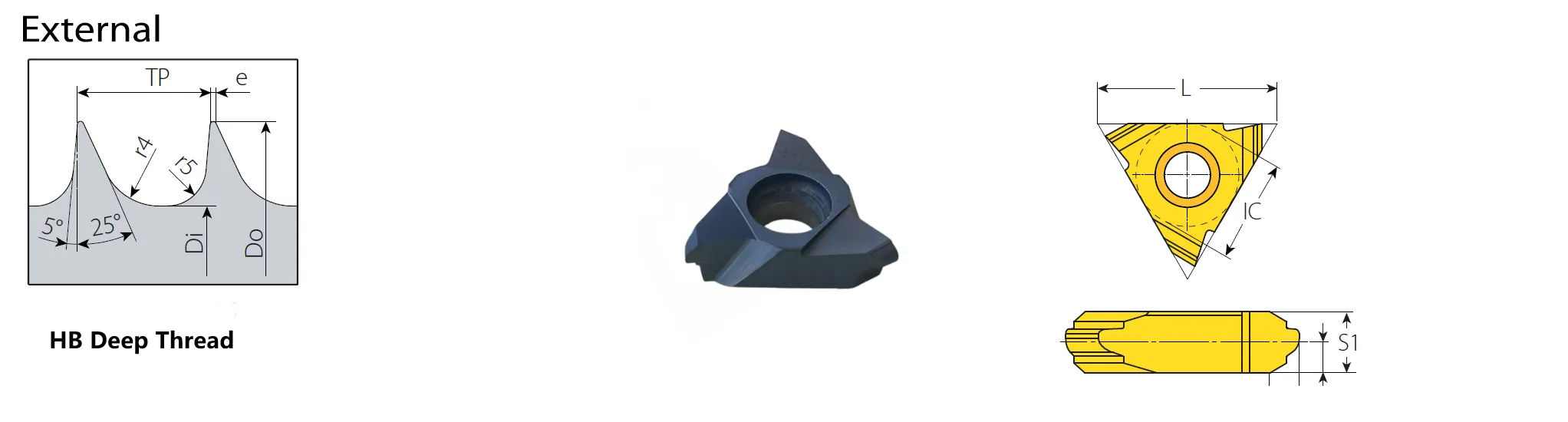
Plaquettes de tournage à filetage profond HB
Plaquettes à profil complet pour une géométrie de filetage HB asymétrique profonde. Le diamètre mineur plus petit crée un profil de coupe plus profond et nécessite une géométrie de plaquette spécifique.
Dimensions des inserts HA et références de commande
Les dimensions sont exprimées en millimètres. La mention « GXX » indique la nuance de carbure et de revêtement sélectionnée.
| Nom du produit | Code de commande | TP | Faire | Di | r4 | r5 | e | bêta |
|---|---|---|---|---|---|---|---|---|
| HA1.5 Insert rotatif | BWI-T16A-HA15-P050-RH-GXX | 0.50 | 1.50 | 1.10 | 0.30 | 0.10 | 0.10 | 7,3° |
| Insert rotatif HA2.0 | BWI-T16A-HA20-P060-RH-GXX | 0.60 | 2.00 | 1.30 | 0.40 | 0.10 | 0.10 | 6,9° |
| HA2.7 Insert rotatif | BWI-T16A-HA27-P100-RH-GXX | 1.00 | 2.70 | 1.90 | 0.60 | 0.20 | 0.10 | 8,1° |
| HA3.5 Insert rotatif | BWI-T16A-HA35-P125-RH-GXX | 1.25 | 3.50 | 2.40 | 0.80 | 0.20 | 0.10 | 7,9° |
| HA4.0 Insert rotatif | BWI-T16A-HA40-P150-RH-GXX | 1.50 | 4.00 | 2.90 | 0.80 | 0.20 | 0.10 | 8,1° |
| HA4.5 Insert rotatif | BWI-T16A-HA45-P175-RH-GXX | 1.75 | 4.50 | 3.00 | 1.00 | 0.30 | 0.10 | 8,6° |
| HA5.0 Insert rotatif | BWI-T16A-HA50-P175-RH-GXX | 1.75 | 5.00 | 3.50 | 1.00 | 0.30 | 0.10 | 7,6° |
Dimensions des inserts HB et références de commande
Les profils HB présentent une géométrie de filetage asymétrique plus profonde et nécessitent une plaquette à profil complet spécifique.
| Nom du produit | Code de commande | TP | Faire | Di | r4 | r5 | e | bêta |
|---|---|---|---|---|---|---|---|---|
| HB4.0 Insert rotatif | BWI-T16A-HB40-P175-RH-GXX | 1.75 | 4.00 | 1.90 | 0.80 | 0.30 | 0.10 | 11,0° |
| HB6.5 Insert rotatif | BWI-T16A-HB65-P275-RH-GXX | 2.75 | 6.50 | 3.00 | 1.20 | 0.80 | 0.20 | 10,6° |
La mention « RH » indique un filetage à droite. Des profils à gauche et sur mesure sont disponibles après validation du plan. Les cotes publiées sont fournies à titre indicatif ; la compatibilité finale des inserts doit être confirmée avant la commande.
Comment lire le code de commande d'insertion
Le code de commande identifie la plate-forme d'insert, la famille de filetages, le diamètre nominal, le pas, le sens du filetage et la classe.
Options de revêtement pour l'usinage des alliages de titane et de l'acier inoxydable
Le choix du revêtement est examiné en tenant compte de la nuance exacte de la pièce à usiner, du substrat en carbure, de la préparation des arêtes, du mode de refroidissement et des conditions de coupe.
Alliages de titane
L'analyse de l'application porte principalement sur la force de coupe, l'adhérence du matériau, la formation de bavures, la concentration de chaleur et la stabilité de l'arête de coupe.
Aciers inoxydables de qualité implantaire
L'analyse de l'application porte principalement sur le renforcement par l'effort, l'usure adhésive, le contrôle des copeaux, la résistance des arêtes et la répétabilité de la qualité de surface.
Sélection personnalisée des catégories
La recommandation finale repose sur la désignation exacte du matériau, l'état de la machine, le débit du liquide de refroidissement et le type d'usure observé.
Plateforme de fraises à six plaquettes BWC12 / Z6 / T16A
La plate-forme de fraisage BWC12 est dotée d'un diamètre de coupe de 12 mm, de six logements pour plaquettes et de la plate-forme de plaquettes T16A. Plusieurs dimensions de raccordement sont disponibles pour les interfaces d'outils à entraînement interne, externe et à baïonnette.
- Diamètre de coupe DC : 12 mm
- Nombre d'encarts NOF : 6
- Plateforme d'insertion : T16A
- Profils pris en charge : HA, HB et personnalisés
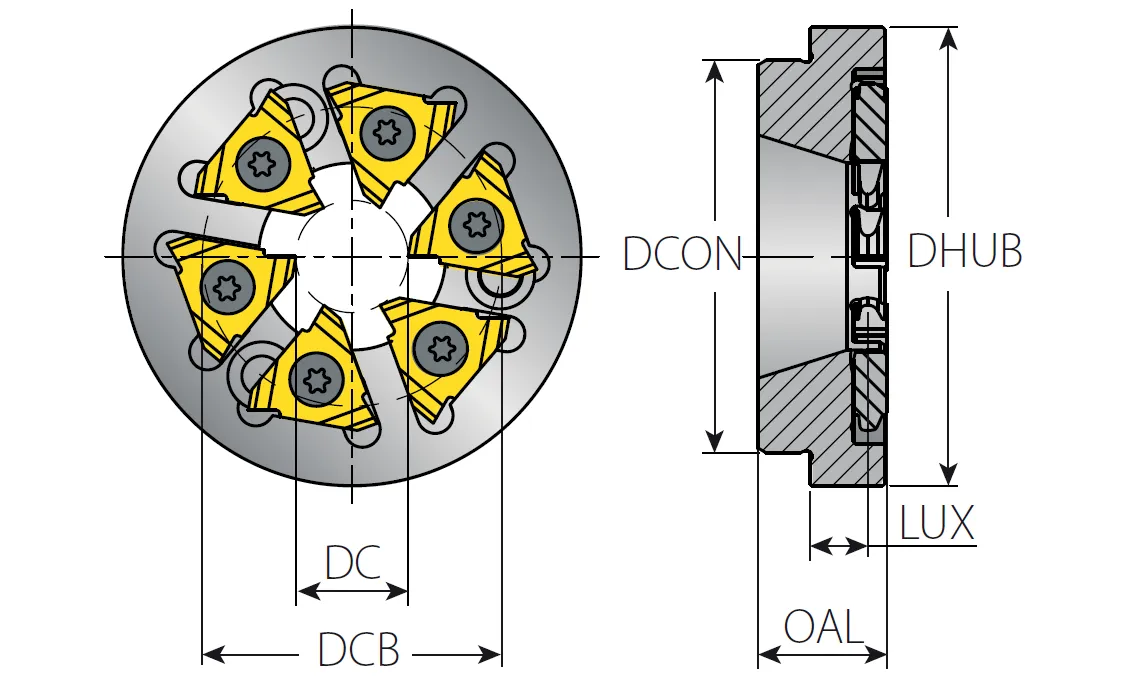
Caractéristiques techniques du corps de fraise à six plaquettes D12
Les symboles de cotes respectent les conventions établies pour les plans de corps de fraise : DC, DCON, DHUB, OAL, LUX, DCB, DBY et NOF.
| Nom du produit | Code de commande | Connexion | DC | DCON | DHUB | OAL | LUX | DCB | DBY | NOF |
|---|---|---|---|---|---|---|---|---|---|---|
| D12 Fraise externe A 33/45 | BWC12-Z6-T16A-EA3345-L237 | Externe A | 12 | 33 | 45 | 23.7 | 15.5 | 40 | - | 6 |
| Fraise interne D12 37/46 | BWC12-Z6-T16A-I3746-L163 | Interne | 12 | 37 | 46 | 16.3 | 14.5 | 30.5 | - | 6 |
| D12 Fraise externe A 38,5/55 | BWC12-Z6-T16A-EA3855-L380 | Externe A | 12 | 38.5 | 55 | 38.0 | 15.5 | - | - | 6 |
| Fraise interne D12 40/46-16,3 | BWC12-Z6-T16A-I4046-L163 | Interne | 12 | 40 | 46 | 16.3 | 14.5 | 32.5 | - | 6 |
| Fraise interne D12 40/46-16,8 | BWC12-Z6-T16A-I4046-L168 | Interne | 12 | 40 | 46 | 16.8 | 15.0 | 32.5 | - | 6 |
| D12 Fraise externe A 40/49 | BWC12-Z6-T16A-EA4049-L158 | Externe A | 12 | 40 | 49 | 15.8 | 7.5 | 33 | - | 6 |
| Coupe-baïonnette D12 42/44 | BWC12-Z6-T16A-BY4244-L243 | Baïonnette | 12 | 42 | 44 | 24.3 | 13.5 | - | 32 | 6 |
| D12 Fraise externe A 42/49 | BWC12-Z6-T16A-EA4249-L138 | Externe A | 12 | 42 | 49 | 13.8 | 6.5 | 32 | - | 6 |
| D12 Fraise externe B 42/53 | BWC12-Z6-T16A-EB4253-L445 | Externe B | 12 | 42 | 53 | 44.5 | 37.8 | 48 | - | 6 |
| Coupe-baïonnette D12 54/56 | BWC12-Z6-T16A-BY5456-L138 | Baïonnette | 12 | 54 | 56 | 13.8 | 10.5 | - | 43.8 | 6 |
Le choix du corps de fraise dépend de la marque, du modèle et du schéma d'interface de l'outil entraîné. Les dimensions doivent être validées avant la production.
Développement d'un insert de tournage sur mesure pour vis à os
Pour les profils spécifiques, la configuration de la plaquette et du corps de fraise est examinée comme un système d'usinage unique.
Analyse du dessin
Vérifier le TP, le Do, le Di, les angles de flanc, les rayons, la largeur de la crête, le sens du filetage, les points de départ et les tolérances.
Analyse des matériaux
Vérifiez la référence exacte de l'alliage de titane ou de l'acier inoxydable, ainsi que l'état du matériau.
Avis sur la machine
Vérifiez la machine, la tête rotative, le corps de coupe, l'interface et l'alimentation en liquide de refroidissement.
Conception d'outils
Définissez le profil compensé, la nuance de carbure, la préparation des arêtes et le revêtement.
Essai et homologation
Évaluer la précision du profil, l'état de surface, la présence de bavures, l'usure des plaquettes et la répétabilité.
Informations nécessaires pour établir un devis
La fourniture des informations suivantes permet un examen plus rapide et plus précis de l'outillage.
Dessin de pièce et de filetage
Plan complet de la vis à os : profil du filetage agrandi, cotes, tolérances, sens du filetage et nombre de filets.
Matériaux et objectifs de qualité
La nuance exacte du matériau, sa dureté ou son état, l'état de surface, les exigences en matière de bavures et le problème de qualité actuel.
Réglage de la machine et de l'outillage
Modèle de la machine, modèle de la tête de tournage, plan du corps de la fraise ou de l'interface, échantillon de la plaquette actuellement utilisée et méthode de refroidissement.
Questions fréquemment posées
Les inserts HA et HB peuvent-ils être utilisés de manière interchangeable ?
Non. Les filets HA et HB présentent des profondeurs, des angles de flanc, des diamètres, des rayons et des angles d'hélice de référence différents. La plaquette doit correspondre au profil complet.
Peut-on utiliser des vis à os de différentes tailles sur la même machine ?
Uniquement lorsque la géométrie complète du filetage et la configuration du corps de la fraise sont compatibles. Le pas à lui seul ne suffit pas à garantir l'interchangeabilité.
La machine à inserts peut-elle usiner des alliages de titane et de l'acier inoxydable ?
Oui, mais il faut adapter la nuance de carbure, le revêtement, la préparation des arêtes, le liquide de refroidissement et les paramètres de coupe en fonction du matériau concerné.
Existe-t-il des corps de fraise adaptés ?
Oui. La plateforme BWC12 D12 à six inserts est disponible avec plusieurs dimensions de raccordement internes, externes et à baïonnette.
De quoi a-t-on besoin pour réaliser un insert sur mesure ?
Veuillez nous fournir le plan complet de la vis, la référence exacte du matériau, les informations relatives à la machine et à la tête de tournage, les détails concernant le corps de la fraise, ainsi que l'objectif d'usinage actuel ou le problème rencontré.
Discutez de votre application de tournage de vis à os
Envoyez vos plans et les informations relatives à l'outillage directement depuis cette page. OMTM examinera le profil, le matériau, la compatibilité entre le corps de la fraise et la nuance de plaquette appropriée.
- Dessin d'une vis à os ou d'un profil fileté
- Alliage de titane ou nuance d'acier inoxydable précise
- Informations sur la machine et la tête rotative
- Plan de l'insert, du corps de fraise ou de l'interface actuel(le)
- Finition de surface, bavures ou objectif de durée de vie de l'outil
Envoyez les informations relatives à votre candidature
Remplissez le formulaire et joignez le plan ou les informations disponibles sur le produit.
