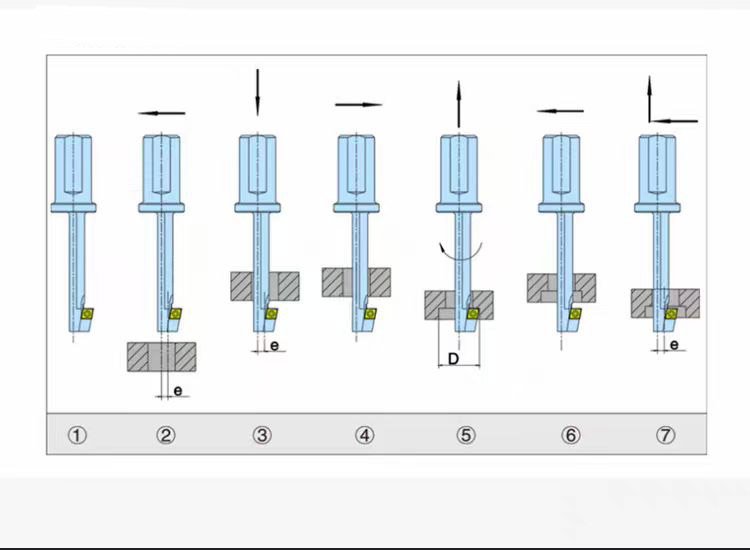
Un utensile per la lavorazione della superficie del punto d'appoggio, spesso chiamato BF-cutter, è un utensile da taglio specializzato progettato per la lavorazione di precisione. Viene utilizzato principalmente per creare una superficie piana e perpendicolare sul retro di un foro praticato o filettato. Questo processo è noto come "back spot facing".
Riduzione del tempo di taglio dei trucioli di almeno 80% rispetto agli utensili manuali tradizionali
Eliminazione di costose operazioni secondarie e risparmio di tempo grazie a intelligenti miglioramenti di processo
Gli inserti indicizzabili in metallo duro standard sono adatti a un'ampia gamma di materiali e ne riducono i costi
L'utensile consente di eseguire tagli interrotti pesanti senza eccessivo sfregamento
Diametro minimo del foro pilota Ø10,4 mm
Rapporto profondità/diametro illimitato con guide di supporto
Sostituzione facile e veloce degli utensili
Diametro massimo del backbore fino a 1,6 volte il diametro dell'alesaggio
Sono disponibili svasature con smussatura.
Utilizza il materiale SKD61, più resistente agli urti, all'usura e alla stabilità.
Programmazione semplice grazie alla semplice compensazione dei centri tra il mandrino della macchina e il foro.
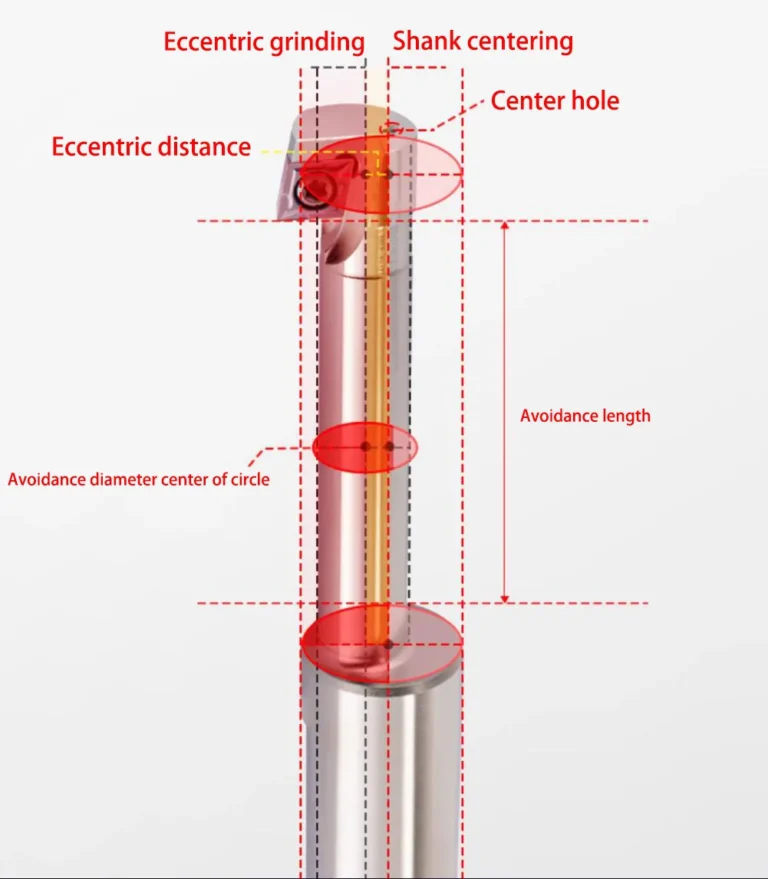
Processo di rettifica eccentrica
Con la premessa di garantire la rigidità, l'uso del processo di rettifica eccentrica può evitare efficacemente il vuoto.
Ben progettato
Realizzato con precisione, con design a vite off-set, le lame sono montate senza spazi vuoti per una maggiore rigidità. Evita la perdita di lama causata dalle vibrazioni e migliora l'effetto della lavorazione.
Foro eccentrico per la faccia posteriore
Risolvere i punti dolenti della lavorazione, la lavorazione dei fori svasati posteriori non richiede la tornitura della superficie, migliorando notevolmente l'efficienza della lavorazione.
Prevenzione della ruggine e della corrosione
Trattamento galvanico, in modo che il prodotto sia resistente alla corrosione, all'usura e all'ossidazione, che la lama e la barra di taglio si adattino perfettamente, che la tenuta sia elevata e che la precisione sia migliore.
Metodo di fissaggio laterale
La superficie del portautensili è fresata parallelamente e piatta, il che rende la forza di serraggio più forte e meno scivolosa durante la lavorazione.
Inserti standard sostituibili
Intercambiabile CCMT gli inserti riducono i costi di lavorazione
Marchio con specifiche chiare
Incisione laser per un marchio con specifiche più chiare
Strumento per la faccia a vista posteriore Modello Descrizione
Modello di fresa
Diametro di rotazione( ΦDc)
Diametro della testaΦDc1
L1
L2
Lunghezza totale (L)
Diametro del gambo (ΦDs)
Profondità di taglio (ap)
Inserto in carburo
Vite
Chiave
M10-1810-C16
18
10.4
53
40
95
16
4
CCMT160204
M2.5*6
T8
M12-2013-C16
20
12.4
53
40
100
16
4
M14-2315-C16
23
14.2
63
50
110
16
4.5
CCMT09T304
M4*9
T15
M16-2617-C20
26
16.4
86
68
150
20
5
M20-3321-C25
33
20.7
88
75
150
25
5.5
M24-4025-C25
40
24.6
90
78
150
25
8
Condizioni di taglio consigliate
ISO
Pezzo in lavorazione
Durezza
Velocità di taglio (M/Min) Min-Suit-Max
Alimentazione (mm/t) Min-Suit-Max
P
Acciaio generale
180-280HB
100/150/200
0.05/0.15/0.2
Acciaio per stampi
180-281HB
100/150/200
0.05/0.1/0.15
M
Acciaio inossidabile martensitico
200-330HB
100/150/200
0.05/0.15/0.2
Acciaio inossidabile austenitico
200HB
80/130/160
0.05/0.1/0.15
K
Acciaio fuso
250HB
100/150/200
0.05/0.15/0.25
N
Leghe per alte temperature
/
200/300/350
0.05/0.15/0.25
S
Lega di titanio
/
30/40/60
0.03/0.05/0.08
Nota: le condizioni di taglio sopra indicate sono parametri di riferimento approssimativi e devono essere regolate in base alla rigidità meccanica e alla rigidità del pezzo, alla profondità di taglio e così via.
Siete interessati al nostro strumento "back spot face"?
ONMY Toolings sta crescendo rapidamente in questi anni e siamo sempre pronti a collaborare per ottenere vantaggi manuali e crescere insieme!