Filetage interne ou externe

Les fils sont les héros méconnus de l'ingénierie mécanique, qui assurent discrètement la cohésion du monde moderne. Des vis microscopiques qui fixent la carte mère de votre smartphone aux énormes boulons de structure qui stabilisent un pont suspendu, toutes ces connexions reposent sur un appariement géométrique parfait. Au cœur de cette poignée de main mécanique se trouve la distinction fondamentale entre les filetages extérieurs et les filetages intérieurs.
Alors qu'ils doivent partager exactement le même profil théorique de filetage (comme une norme métrique ou unifiée) pour s'emboîter sans problème, leur géométrie physique dans le monde réel est entièrement inversée.
Un filetage extérieur est usiné sur la surface extérieure d'un cylindre ou d'un cône - pensez à un boulon classique ou à une vis. Pour un filet extérieur, la logique géométrique est simple : le diamètre principal est la distance crête à crête, représentant la largeur extérieure maximale du cylindre. Inversement, le diamètre mineur est mesuré à la racine des filets, ce qui représente le noyau le plus fin et le plus vulnérable de la pièce sur le plan structurel.
Un filetage intérieur, en revanche, est taillé dans la surface intérieure d'un trou, exactement comme les filets à l'intérieur d'un écrou ou d'un bloc moteur. Ici, la perspective géométrique est inversée. Le diamètre principal est maintenant caché dans les racines du filet - c'est la partie la plus large de la coupe à l'intérieur du trou. Le diamètre mineur représente les crêtes des filets internes, ce qui, en termes pratiques d'usinage, correspond directement à la taille du trou initial que vous devez percer avant de couper les filets.
Comprendre cette relation géométrique “inversée” n'est pas seulement un exercice théorique ; c'est la première étape cruciale pour tout ingénieur ou machiniste. Elle dicte tout, depuis la manière dont nous calculons les tolérances jusqu'aux outils de coupe spécifiques que nous sélectionnons dans l'atelier.
Fonction et relation d'accouplement
Fonction et rôle d'accouplement
- Filetage externe (filetage mâle / filetage externe): Agit en tant que composant actif, qui s'insère. Il se trouve généralement sur le boulon, la vis, le goujon, la vis-mère ou tout autre élément de fixation mâle qui s'engage dans le filetage intérieur.
- Filetage interne (filetage femelle / filetage interne): Agit en tant que composant passif, récepteur. On le trouve généralement dans les écrous, les trous taraudés dans les boîtiers, les inserts filetés, les brides ou toute autre pièce qui accepte et maintient le filetage extérieur.
Caractéristiques de charge lors du serrage / charge axiale Lorsqu'un assemblage fileté est soumis à une charge de traction (écartement), les forces agissent différemment de chaque côté en raison de la géométrie :
| Aspect | Filetage extérieur (sur boulon/vis) | Filetage intérieur (dans l'écrou/le trou) |
|---|---|---|
| Charge primaire sur le flanc du filet | Le flanc du filet transfère la force axiale | Le flanc du filet transfère la force axiale |
| Contrainte sur la dent filetée | La crête dentaire (en haut) est comprimée | La racine de la dent (en bas) est comprimée |
| Contrainte sur la racine du fil | La racine de la dent (zone du congé de raccordement) subit une contrainte de traction (zone la plus critique). | La crête dentaire subit une contrainte de traction |
| Emplacement typique d'une concentration de contraintes | Forte concentration de contraintes au niveau du congé de fond de filet (effet d'entaille + charge de traction) | Le stress est mieux réparti, mais les premiers fils engagés supportent une charge disproportionnée. |
| Répartition de la charge | Plus uniforme sur l'ensemble des fils de discussion engagés (mais toujours plus élevé sur les premiers fils) | Très peu uniforme ; les 3 à 5 premiers filets supportent souvent 60 à 80% de la charge totale (en fonction du pas, du matériau, de l'ajustement). |
| Avantage en termes de résistance | Capacité de résistance à la traction généralement plus élevée (section transversale solide, surface de la racine plus grande par rapport à la contrainte) | Résistance inhérente plus faible en raison de la réduction du matériau autour du trou et du risque de contrainte de cerceau |
| Mode de défaillance commun (surcharge / fatigue) | Rupture de la racine du filet, amorçage d'une fissure de fatigue au niveau du congé de la racine, rupture par traction de la tige | Dénudage des filets (rupture par cisaillement des filets internes), dilatation/éclatement de l'écrou, rupture par arrachement |
Aperçu des principaux aspects de l'ingénierie
- Dans la plupart des assemblages boulonnés standard, les ingénieurs conçoivent le filetage extérieur (boulon) de manière à ce qu'il se rompe d'abord sous l'effet de la tension (rupture ductile de la tige), plutôt que de dénuder le filetage intérieur - ce mode de défaillance est considéré comme plus sûr et plus prévisible (le boulon se rompt, mais l'écrou/le boîtier reste intact).
- Les filets internes sont plus susceptibles de se dénuder pour les raisons suivantes :
- Le matériau supportant les filets est annulaire (section transversale réduite).
- La contrainte de traction circulaire (circonférentielle) tend à dilater l'écrou/le trou.
- La charge est concentrée sur les premiers fils.
- Dans les applications à haute résistance (boulons de grade 8/10.9/12.9), l'écrou est souvent légèrement plus mou que le boulon afin de favoriser la rupture du boulon plutôt que l'arrachement de l'écrou.
Les filets extérieurs supportent généralement des charges de traction par l'intermédiaire de la tension de la racine et offrent une résistance globale plus élevée, tandis que les filets intérieurs supportent des charges de compression sur la racine mais sont plus vulnérables à l'arrachement et à l'éclatement du cerceau - par conséquent, la priorité de conception est généralement donnée à la protection du filet intérieur contre les surcharges.
Méthodes d'usinage et itinéraires de traitement
Lorsque nous passons de la théorie géométrique à la réalité de l'atelier, les différences entre les filetages extérieurs et intérieurs deviennent nettement plus physiques. L'ensemble de la stratégie de fabrication d'un filet est dicté par un facteur essentiel : l'accessibilité. Cette seule variable détermine la facilité avec laquelle un outil de coupe peut s'engager dans le matériau, l'efficacité avec laquelle le liquide de refroidissement peut atteindre la zone de coupe et, surtout, la destination des copeaux métalliques.
Usinage externe : L'avantage du “plein air
L'usinage d'un filet extérieur est généralement un processus très accessible. L'opération se déroulant à l'extérieur d'un cylindre, il s'agit d'un environnement de coupe “ouvert”. Le liquide de refroidissement peut être déversé directement sur l'arête de coupe et les copeaux métalliques peuvent tomber naturellement de la pièce.
Cette liberté permet une grande variété de méthodes de fabrication à haut rendement :
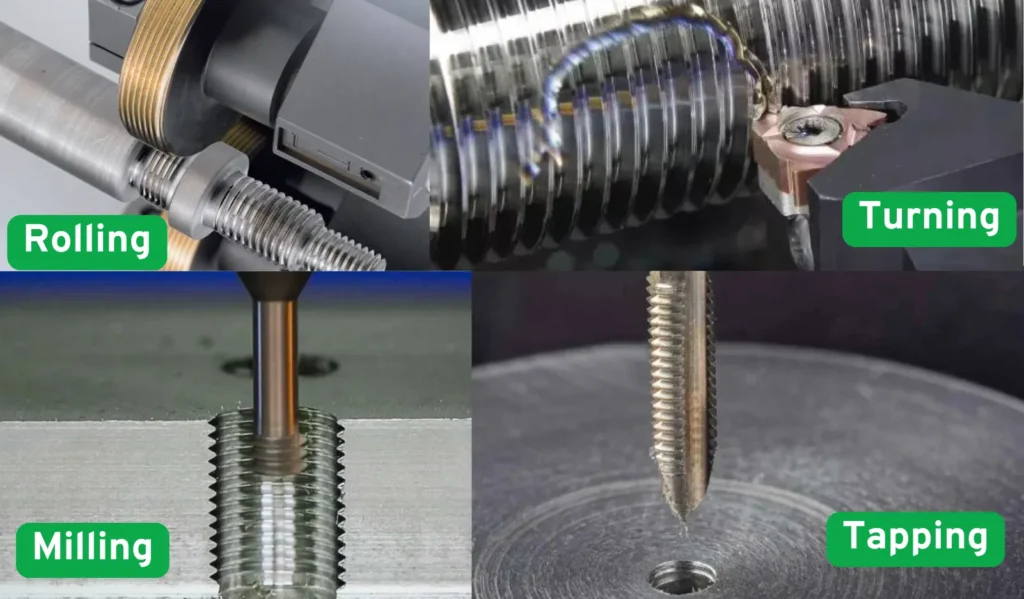
- Tournage du fil : Utilisation d'un tour à point unique insert fileté est la référence en matière de précision et de flexibilité.
- Roulage du fil : Pour la production de masse et les fixations à haute résistance (comme les boulons automobiles), le laminage est le roi incontesté. Au lieu de couper le métal, des filières en acier trempé pressent et forgent à froid le profil du filet dans l'ébauche. Ce procédé ne produit aucun copeau et augmente considérablement la résistance à la fatigue du filet grâce à l'écrouissage.
- Filetage avec des filières : Souvent utilisé pour des réparations manuelles ou des réglages rapides sur des tours manuels.

L'usinage interne : Le défi de la claustrophobie
La coupe de filets intérieurs, en particulier dans les trous borgnes (trous qui ne traversent pas entièrement la pièce), est une opération totalement différente. L'environnement d'usinage est clos et claustrophobe. Le liquide de refroidissement peine à atteindre le fond du trou et l'évacuation des copeaux devient l'ennemi principal de l'ingénieur. Un copeau tassé peut instantanément briser un outil de coupe, détruisant à la fois l'outil et potentiellement la pièce coûteuse.
Pour contourner ces restrictions, les machinistes ont recours à des techniques spécialisées :
- Tapping : C'est la méthode la plus courante pour les trous de petite et moyenne taille. Les tarauds sont des outils rotatifs spécialisés qui coupent les filets lorsqu'ils sont enfoncés dans le trou. Pour les trous borgnes, les tarauds à cannelures en spirale sont très utilisés car leur géométrie tire activement les copeaux vers le haut et hors du trou, un peu comme un foret.
- Interne Tournage de filets (ennuyeux) : Utilisé pour les trous plus grands sur un tour. La principale difficulté réside dans la rigidité de l'outil. La plaquette de coupe doit être montée sur une barre d'alésage qui pénètre à l'intérieur du trou. Si le trou est profond, le rapport longueur/diamètre (L/D) élevé du porte-à-faux rend l'outil très sensible aux vibrations et au “broutage”, ce qui ruine la finition du filetage.
- Fraisage de filets : Une technique CNC avancée dans laquelle un fraise descend en spirale dans le trou. Il génère des copeaux plus petits qui sont facilement évacués et est très apprécié pour l'usinage de matériaux durs ou de filets intérieurs très larges pour lesquels un taraud nécessiterait un couple trop important.
| Dimension | Filetage externe (mâle/externe) | Filetage interne (femelle / interne) | Comparaison entre la difficulté, le coût et le risque | Notes d'application typiques |
|---|---|---|---|---|
| Principales méthodes de traitement | 1. Roulage des filets (la solution la plus adaptée à la production de masse) 2. Tournage monopoint (tour) 3. Matrices de roulage des filets / Matrices planétaires (roulage à la filière) 4. Fraisage des filets 5. Rectification des filets (pour l'ultra-précision) | 1. Formage / taraudage par fluage (formage à froid sans copeaux) 2. fraisage de filets (très flexible) 3. taraudage par coupe (traditionnel) 4. tournage intérieur monopoint (tour) 5. brochage / poussage (rare, grands diamètres) | Interne nettement plus difficile dans l'ensemble | Externe : le laminage domine ; Interne : le formage/fraisage augmente rapidement |
| Exigences en matière de rigidité de l'outil | Faible (porte-à-faux court, surface extérieure ouverte) | Très élevé (dépassement long et mince de l'outil/du taraud, risque de vibration/rupture) | Interne >> Externe | Les internes de petit diamètre (M3 et inférieurs) sont les plus résistants |
| Difficulté d'évacuation des copeaux | Extrêmement facile (les copeaux volent vers l'extérieur, espace ouvert) | Extrêmement difficile (trou fermé, les copeaux peuvent se coincer, se tasser et casser l'outil) | Interne >> Externe | Les trous borgnes internes sont le plus grand casse-tête |
| Accès au liquide de refroidissement et de lubrification | Facile (inondation externe ou outil traversant possible, atteint directement la zone de coupe) | Difficile (nécessite un liquide de refroidissement à travers l'outil, à haute pression ou MQL ; sinon surchauffe/collage) | Interne beaucoup plus difficile | Les matériaux résistants (titane, acier inoxydable) nécessitent une pression élevée pour les pièces internes. |
| Durée de vie de l'outil | Plus long (roulage presque illimité ; tournage/fraisage bon) | Tarauds plus courts (en particulier les tarauds de faible diamètre : souvent des dizaines ou des centaines de trous seulement) | Interne 5-20× plus court dans de nombreux cas | Le taraudage interne à haut volume nécessite des changements d'outils fréquents |
| Temps de cycle / vitesse de traitement | Rapide (roulement : secondes par partie ; tournage également rapide) | Plus lent (le taraudage nécessite une faible vitesse + picotage/retour ; le fraisage est flexible mais la trajectoire est plus longue) | Ralentisseur interne 30%-200% | Le roulement externe en masse présente un avantage considérable en termes de vitesse |
| Limite de petit diamètre (métrique) | M1.0-M0.8 encore relativement faisable | M1.0 et moins : très difficile ; M1.2-M1.4 : déjà difficile ; M0.8 : nécessite souvent des processus spéciaux. | Interne plus limité | Filets minuscules pour le médical et l'aérospatial, souvent conçus pour des applications externes. |
| Spécifications les plus difficiles | Gros pas, filetages ultra-longs, tubes à parois minces (risque de vibration/déformation) | Trous profonds de petit diamètre + pas fin, trous borgnes, matériaux à haute dureté (HRC>40), superalliages (Inconel, Ti) | - | Store intérieur + fin + difficile à couper = combinaison cauchemardesque |
| Finition de la surface et résistance | Meilleur laminage (trempe à froid, Ra 0,2-0,4 µm, résistance à la fatigue +30-50%) | Le taraudage par formage est le meilleur (affinage du grain, haute résistance comme le laminage) ; le taraudage par découpage est moins bon | Laminage externe > Formage interne > autres | Les pièces soumises à une forte fatigue donnent la priorité au laminage externe ou au formage interne. |
| Classement des coûts (production de masse) | Laminage → Laminage sous pression → Tournage/fraisage → Meulage | Formage du taraudage le plus bas (sans éclats) → Fraisage de filets (outils flexibles mais coûteux) → Taraudage par coupe (outils bon marché mais courte durée de vie) | Coût interne généralement plus élevé | Le roulement externe est le roi du coût et de la performance pour le volume. |
| Problèmes et risques courants | Mauvaise surface de l'ébauche avant le laminage → rupture de la matrice Laminage/tournage à paroi mince → ovalisation/expansion Vibration provoquant des erreurs de pas | Rupture de taraud (catastrophe la plus fréquente) Trou borgne incomplet derniers filets Retour de ressort surdimensionné après formage/coupe Mauvaise évacuation des copeaux → grippage/rupture | Risque interne beaucoup plus élevé | L'enlèvement d'un taraud cassé dans une pièce interne peut s'avérer extrêmement coûteux. |

La logique inverse de l'inspection des fils
Dans le monde de la fabrication de précision, on ne peut pas contrôler ce que l'on ne peut pas mesurer. Tout comme les caractéristiques géométriques des filetages extérieurs et intérieurs sont inversées, les outils utilisés pour les inspecter sont les opposés physiques exacts des pièces qu'ils mesurent. Pour vérifier la qualité d'un filet dans l'atelier, les machinistes utilisent essentiellement une pièce d'accouplement “parfaite” pour tester la nouvelle pièce usinée, en s'appuyant fortement sur le principe Go/No-Go.
Inspection des filetages externes
Entourer la pièce Lors de l'évaluation d'un filetage externe tel qu'un boulon, la première préoccupation est de savoir s'il s'enfilera en douceur dans un écrou standard sans être trop lâche.
- Jauges pour anneaux de filetage : L'outil standard de l'atelier est la jauge de bague de filetage. Il se présente sous la forme d'une paire : la bague “Go” et la bague “No-Go”. La bague "Go" imite un écrou parfaitement dimensionné à l'état maximal du matériau ; elle doit s'enfiler complètement sur le boulon sans force excessive. La bague "No-Go" vérifie la limite minimale du diamètre de pas et ne doit pas s'enfiler de plus de deux tours.
- Mesure de précision : Pour obtenir des données numériques exactes plutôt qu'un simple succès/échec, les inspecteurs du contrôle de la qualité utilisent une méthode d'évaluation de la qualité. Micromètre à filets équipés d'enclumes spéciales en forme de V pour mesurer directement le diamètre du pas. Dans les laboratoires de haute précision, le Méthode des trois fils est l'étalon-or. En plaçant trois fils rectifiés avec précision dans les rainures du filetage et en mesurant en travers, les ingénieurs peuvent calculer le véritable diamètre du pas avec une extrême précision.
Inspection des filetages internes
Sonder les profondeurs L'inspection d'un trou fileté présente les mêmes difficultés d'accessibilité que son usinage. Il n'est pas possible de voir facilement l'intérieur du trou et il faut donc se fier entièrement à la rétroaction tactile et aux sondes spécialisées.
- Jauges à bouchon fileté : L'inverse de la jauge à anneau, la jauge à bouchon de filetage ressemble à un boulon en acier trempé de haute précision. L'extrémité “Go” doit s'enfiler en douceur jusqu'au fond du trou taraudé, ce qui prouve que les diamètres majeur et primitif sont suffisamment grands pour accepter un boulon standard. L'extrémité “No-Go” vérifie que le trou n'a pas été coupé trop grand.
- Le défi de la mesure interne : Il est notoirement difficile d'obtenir une mesure numérique réelle du diamètre d'un pas de vis interne. Bien qu'il existe des micromètres spécialisés dans les filetages intérieurs, ils sont délicats et encombrants. Souvent, pour les composants critiques de l'aérospatiale ou de la médecine, la vérification de la géométrie interne nécessite le moulage de l'intérieur du trou ou l'utilisation d'une machine à mesurer tridimensionnelle (MMT) avancée avec des stylets spécialisés.

Tolérances et ajustements
Même si un boulon externe et un trou taraudé interne sont parfaitement usinés selon leurs profils théoriques, ils peuvent ne pas se visser ensemble. Pourquoi ? Parce que les assemblages mécaniques ont besoin d'une quantité minuscule et contrôlée d“”espace invisible" pour fonctionner - pour permettre la lubrification, le placage anticorrosion ou simplement la capacité d'être assemblés à la main sans se coincer. Cette zone tampon microscopique est régie par les règles rigoureuses des tolérances et des ajustements.
Dans le système de filetage métrique (ISO) largement utilisé, la distinction entre filets intérieurs et extérieurs est immédiatement évidente dans les plans d'ingénierie et est indiquée simplement par la casse des lettres utilisées.
- Tolérances sur le filetage extérieur (en minuscules) : Les bandes de tolérance pour les filetages extérieurs, tels que les boulons et les vis, sont toujours désignées par des lettres minuscules (par ex,
g,h,e). Par exemple, une classe de tolérance courante pour un boulon standard est 6g. Le chiffre “6” définit le degré de précision (la taille de la fenêtre de tolérance), tandis que la lettre “g” indique la position de cette fenêtre. Une position “g” signifie que la taille maximale admissible du boulon est intentionnellement coupée légèrement plus petite que la taille de base théorique, garantissant ainsi un faible jeu. - Tolérances sur le filetage intérieur (en majuscules) : À l'inverse, les bandes de tolérance du filetage intérieur sont toujours désignées par des lettres majuscules (par ex,
G,H). Un écrou standard a généralement un 6H tolérance. Le “H” signifie que la plus petite dimension admissible du trou taraudé est exactement égale à la dimension théorique de base (l'écart inférieur est nul).
Lorsque vous associez un filetage intérieur 6H à un filetage extérieur 6g, vous créez le jeu standard le plus courant dans l'ingénierie. Le calcul garantit qu'ils ne s'écraseront jamais parfaitement l'un contre l'autre, laissant juste assez d'espace pour un fonctionnement en douceur.
En fin de compte, ces tolérances s'appliquent de la manière la plus critique au diamètre primitif (le cylindre théorique où les crêtes et les rainures du filet ont des largeurs égales). Pour un filet métrique standard, le diamètre primitif théorique (d2) est calculé à partir du diamètre nominal (d) et du pas (P) selon la formule suivante :
d2 = d - 0,6495P
Le contrôle de cette dimension spécifique dans la bande de tolérance qui lui a été attribuée est l'objectif ultime des processus d'usinage et d'inspection évoqués plus haut.
Comparaison complète des systèmes : Filets externes et filets internes
| Caractéristiques / Dimensions | Filetage externe (mâle) | Filetage interne (femelle) |
| Localisation géométrique | Découpe de la surface extérieure d'un cylindre ou d'un cône. | Couper la surface intérieure d'un trou percé ou foré. |
| Composants typiques | Boulons, vis mécaniques, goujons, vis à tête, arbres filetés. | Écrous, brides filetées, trous taraudés dans les blocs moteurs ou les bancs de machines. |
| Diamètre principal (D / d) | Représente la distance de crête à crête. Il s'agit de la plus grande dimension extérieure (taille nominale). | Représente la distance de racine à racine. Il s'agit de la coupe la plus large cachée au fond du trou. |
| Diamètre mineur (D1 / d1) | Représente le diamètre de la racine. Il s'agit du noyau le plus fin et le plus vulnérable sur le plan structurel de la fixation. | Représente le diamètre de la crête. Il détermine directement la taille du trou de taraudage nécessaire avant le filetage. |
| Procédés d'usinage primaires | Tournage de filets monopoint, roulage de filets (formage à froid/forgeage), filetage à l'aide de filières, fraisage de filets. | Taraudage (tarauds coupés ou formés), tournage de filets intérieurs (alésage), fraisage de filets. |
| Environnement d'usinage | Coupe à l'air libre. Excellente accessibilité au liquide de refroidissement et évacuation naturelle des copeaux par gravité/force centrifuge. | Enfermé/Claustrophobe. Surtout dans les trous borgnes. Risque élevé d'accumulation de copeaux et de mauvaise pénétration du liquide de refroidissement. |
| Les défis de l'outillage | En général, les réglages d'outils sont très rigides. L'usure des outils est facile à contrôler visuellement. | Risque de rupture de l'outil en raison de l'entassement des copeaux. Interne barres d'alourdissement souffrent de rapports de surplomb élevés (L/D), ce qui entraîne des vibrations et des bavures. |
| Inspection de l'atelier | Jauges à anneau fileté (Go/No-Go). La jauge enveloppe la pièce usinée. | Jauges pour bouchons filetés (Go/No-Go). La jauge mesure l'intérieur du trou usiné. |
| Mesures de précision | Micromètres à filetage (V-anvil), méthode des trois fils, comparateurs optiques. | Micromètres internes spécialisés, machines à mesurer tridimensionnelles (CMM) ou moulage interne. |
| Tolérances métriques ISO | Désignés par des lettres minuscules (par exemple, 6g, 6h). Contrôle l'espace libre sur le boulon. | Désignés par des lettres majuscules (par exemple, 6H, 6G). Contrôle la taille minimale du trou. |
FAQ
Références et lectures complémentaires
- Sandvik Coromant - Centre de connaissances sur le filetage Un guide complet de l'un des plus grands fabricants d'outils de coupe au monde. Il offre des conseils d'application approfondis sur le tournage et le fraisage de filets, ainsi que sur la sélection des plaquettes pour les opérations externes et internes. Site web : https://www.sandvik.coromant.com/en-us/knowledge/machining-formulas-definitions/threading
- OSG Tooling - Guide de dépannage du taraudage OSG est un leader mondial dans le domaine des outils de perçage et de filetage. Sa bibliothèque technique est une excellente ressource pour comprendre les complexités du taraudage par filetage intérieur, les calculs de taille de taraudage appropriés et les solutions pour l'évacuation des copeaux dans les trous borgnes. Site web : https://www.osgtool.com/resources/technical
- Engineers Edge - Normes et tolérances ISO pour les filetages métriques Une référence vitale pour les ingénieurs concepteurs. Ce site fournit des tableaux détaillés et des calculateurs d'ingénierie pour les profils de filetage métrique ISO, y compris les dimensions exactes pour les profils de filetage métrique ISO, y compris les dimensions exactes pour les profils de filetage métrique ISO. 6H (interne) et 6g (externe) dont il est question dans cet article. Site web : https://www.engineersedge.com/hardware/metric-external-thread-sizes1.htm
- Machinery's Handbook (Industrial Press) Souvent considéré comme la “Bible des industries mécaniques”. Bien qu'il s'agisse d'un manuel imprimé, il reste la source ultime faisant autorité pour la méthode de mesure à trois fils, les formules de géométrie des filetages et les stratégies de prévention du grippage spécifiques aux matériaux. Site web : https://industrialpress.com/machinerys-handbook/