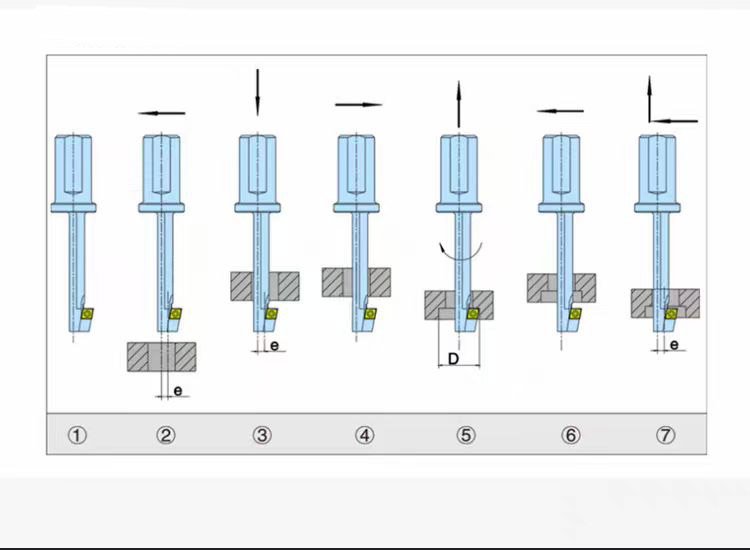
Un outil à face arrière, souvent appelé coupe BF, est un outil de coupe spécialisé conçu pour l'usinage de précision. Il est principalement utilisé pour créer une surface plane et perpendiculaire à l'arrière d'un trou percé ou taraudé. Ce processus est connu sous le nom de surfaçage par points arrière.
Réduction du temps de coupe des copeaux d'au moins 80% par rapport aux outils manuels traditionnels
Élimination des opérations secondaires coûteuses et gain de temps grâce à des améliorations intelligentes du processus.
Les plaquettes indexables standard en carbure s'adaptent à une large gamme de matériaux et réduisent les coûts des matériaux.
L'outil permet de réaliser des coupes interrompues lourdes sans broutage excessif.
Diamètre minimum du trou pilote Ø10.4mm
Rapport profondeur/diamètre illimité grâce aux guides de soutien
Changement d'outil facile et rapide
Diamètre maximal de l'alésage jusqu'à 1,6 fois le diamètre de l'alésage
Des fraisages à l'envers avec chanfreinage sont disponibles.
Utilisation du matériau SKD61, plus résistant aux chocs, plus résistant à l'usure et plus stable.
Programmation facile par simple décalage des centres entre la broche de la machine et le trou.
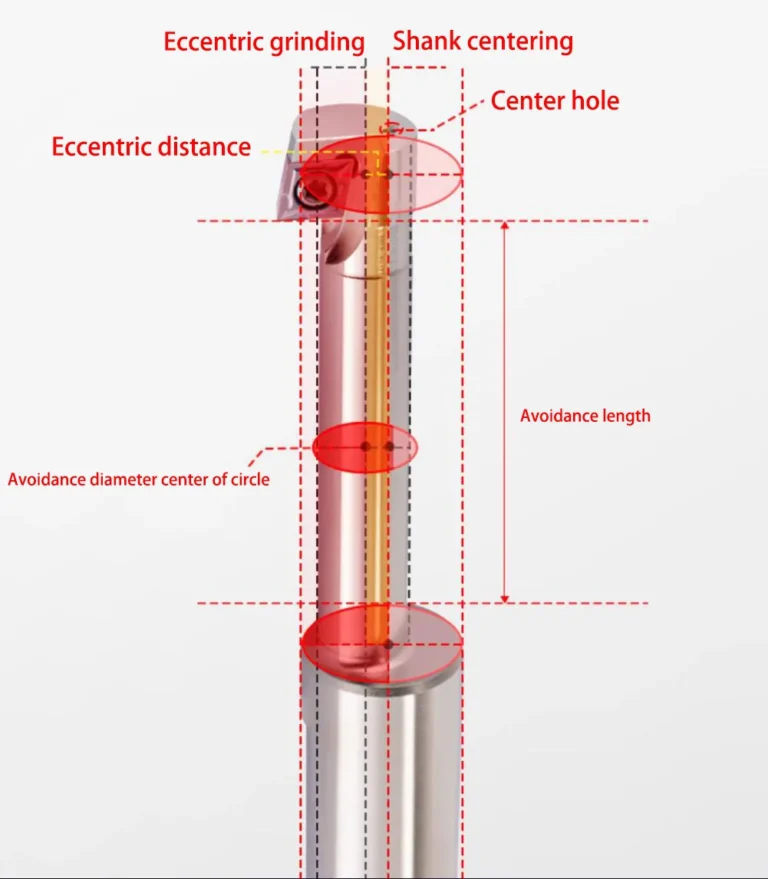
Processus de broyage excentrique
Pour garantir la rigidité, l'utilisation d'un processus de broyage excentrique permet d'éviter efficacement le vide.
Bien conçu
Fabrication de précision, conception à vis décalée, les lames sont montées sans interstices pour une meilleure rigidité. Évite la perte de lame causée par les vibrations et améliore l'effet d'usinage.
Trou excentrique à l'arrière du trou de la face
Résoudre les problèmes de traitement, le traitement des trous fraisés arrière ne nécessite pas de tourner la surface, ce qui améliore considérablement l'efficacité du traitement.
Prévention de la rouille et de la corrosion
Traitement galvanique, de sorte que le produit est résistant à la corrosion, à l'usure et à l'oxydation, la lame et la barre de coupe sont bien ajustées, l'étanchéité est élevée, la précision globale est meilleure.
Méthode de fixation latérale
La surface du porte-outil est fraisée parallèlement et plate, ce qui renforce la force de serrage et réduit le glissement pendant l'usinage.
Inserts standard remplaçables
Interchangeable CCMT les inserts réduisent les coûts de traitement
Un marquage clair des spécifications
Gravure au laser pour un marquage plus clair des spécifications
Outil pour la face arrière Modèle Description
Modèle de coupe
Diamètre de rotation( ΦDc)
Diamètre de la têteΦDc1
L1
L2
Longueur totale (L)
Diamètre de la tige (ΦDs)
Profondeur de coupe (ap)
Insert en carbure
Vis
Clé à molette
M10-1810-C16
18
10.4
53
40
95
16
4
CCMT160204
M2.5*6
T8
M12-2013-C16
20
12.4
53
40
100
16
4
M14-2315-C16
23
14.2
63
50
110
16
4.5
CCMT09T304
M4*9
T15
M16-2617-C20
26
16.4
86
68
150
20
5
M20-3321-C25
33
20.7
88
75
150
25
5.5
M24-4025-C25
40
24.6
90
78
150
25
8
Conditions de coupe recommandées
ISO
Pièce à usiner
Dureté
Vitesse de coupe (M/Min)Min-Suit-Max
Alimentation(mm/t)Min-Suit-Max
P
Acier général
180-280HB
100/150/200
0.05/0.15/0.2
Acier pour moules
180-281HB
100/150/200
0.05/0.1/0.15
M
Acier inoxydable martensitique
200-330HB
100/150/200
0.05/0.15/0.2
Acier inoxydable austénitique
200HB
80/130/160
0.05/0.1/0.15
K
Acier moulé
250HB
100/150/200
0.05/0.15/0.25
N
Alliages à haute température
/
200/300/350
0.05/0.15/0.25
S
Alliage de titane
/
30/40/60
0.03/0.05/0.08
Note : Les conditions de coupe ci-dessus sont des repères approximatifs et doivent être ajustées en fonction de la rigidité mécanique et de la rigidité de la pièce, de la profondeur de coupe, etc.
Intéressé par notre outil d'analyse de l'arrière-plan ?
ONMY Toolings se développe rapidement ces dernières années, et nous sommes toujours prêts à accueillir des partenaires pour travailler ensemble afin d'obtenir des avantages manuels et de grandir ensemble !
Ce dont vous avez besoin, c'est d'un véritable vétéran de l'industrie des outils CNC. Laissez ONMY toolings vous aider à devenir le numéro 1 dans ce domaine.