
WNMG-Beilage
Wnmg Einsatzwinkel : 0° Negative Rake Insert With Double-Sided Chipbreaker;
Wnmg Hartmetall-Einsatz beschriftet Kreis (Ic) von 9,525mm/12,7mm, Dicke von 3,97mm/4,76mm, und Ecke (Nase) Radius von 0,2mm/0,4mm/0,8mm/1,2mm;
Bearbeitungsszene: Schruppbearbeitung/Halbschlichtbearbeitung/Schlichtbearbeitung;
Werkstoffe: Kohlenstoffstahl und legierter Stahl, rostfreier Stahl und Hochtemperaturlegierungen, Stahl und Gusseisen;
Passend dazu Wnmg Einsatzhalter: SWLNR/L, MWWNR/L, DWLNR/L, WWLNR/L, MWMNN, MWLNR/L ;
Wnmg Hartmetall-Einsatzgrößen:(Iso) Wnmg06t304; Wnmg06t308; Wnmg060404; Wnmg060408; Wnmg080404; Wnmg080408; Wnmg080412;
(Ansi) Wnmg331/ Wnmg332/ Wnmg431/ Wnmg432;
Produkt-Einführung
WNMG Insert kann durch die Kombination verschiedener Spanbrecher und -sorten mehrere Arbeitsgänge bewältigen.
Wesentliche Merkmale
- Doppelseitiges Trigon-Design**: 80° Trigonform mit sechs Schneidkanten (drei pro Seite) für maximale Standzeit und Kosteneffizienz.
- Vielfältige Nasenradien: Optionen wie 0,2 mm, 0,4 mm, 0,8 mm oder 1,2 mm zum Schlichten (kleinere Radien) oder Schruppen (größere Radien) mit erhöhter Kantenfestigkeit.
- Moderne Beschichtungen**: TiN, TiCN, AlTiN oder CVD/PVD (z. B. TiAlN, TiCAN-Al2O3) für verbesserte Verschleißfestigkeit, geringere Kraterbildung und verlängerte Werkzeuglebensdauer.
- Breite Schnittparameter: Unterstützt Schnitttiefen von 1,5-6,0 mm und Vorschübe von 0,25-0,60 mm/U, geeignet zum Schruppen und Schlichten.
- Neutraler oder positiver Spanbrecher: Verringert die Schnittkräfte, verhindert Ausbrüche und verbessert die Spanabfuhr, insbesondere bei doppelt-positiven Spanbrechern.
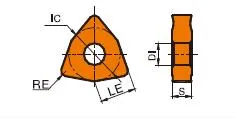
WNMG-Einsatz Spezifikation
Den WNMG-Kodex verstehen
Die Buchstaben und Ziffern in der WNMG-Bezeichnung verraten entscheidende Informationen:
- W: Trigonform mit einem eingeschlossenen Winkel von 80
- N: Neutraler (0°) Neigungswinkel
- M: Toleranzklasse (gibt die Genauigkeit der Größe an)
- G: Gibt das spezifische Loch- und Chipbreaker-Design an (variiert je nach Hersteller)
Zahlen:
- In der Regel geben die ersten beiden Zahlen den eingeschriebenen Kreis (Größe des Dreiecks) in Sechzehntel Zoll an (oder direkt in Millimetern bei ISO-Codes).
- Die dritte Zahl steht für die Dicke in Sechzehntelzoll.
- Die letzte Zahl gibt oft den Radius der Nase an (kleiner bedeutet schärfer).
Abmessungen von Hartmetall-WNMG-Wendeplatten (ISO UND ANSI)
| WNMG-EINSATZGRÖSSEN | ||||
|---|---|---|---|---|
| ISO-Bezeichnung | ANSI-Bezeichnung | Beschrifteter Kreis (IC) | Dicke | Eckradius |
| WNMG 060404 | WNMG331 | 6,35 mm (0,25") | 3,18 mm (0,125") | 0,4 mm (0,016") |
| WNMG 060408 | WNMG332 | 6,35 mm (0,25") | 3,18 mm (0,125") | 0,8 mm (0,031") |
| WNMG060412 | WNMG333 | 6,35 mm (0,25") | 3,18 mm (0,125") | 1,2 mm (0,047'') |
| WNMG 080404 | WNMG431 | 8mm (0.315") | 4,76 mm (0,187") | 0,4 mm (0,016") |
| WNMG 080408 | WNMG432 | 8mm (0.315") | 4,76 mm (0,187") | 0,8 mm (0,031") |
| WNMG080412 | WNMG433 | 8mm (0.315") | 4,76 mm (0,187") | 1,2 mm (0,047'') |
Beispiel: WNMG 080408 (ISO)
- Trigon-Form, neutraler Spaneinsatz.
- Beschrifteter Kreis von 12,7 mm (ca. 1/2″).
- Dicke von 4,76 mm (ca. 3/16″).
- Spezifischer Spanbrecher/Lochdesign.
Häufig gestellte Fragen
Wählen Sie einen WNMG-Einsatz nach folgenden Kriterien:
- Material des Werkstücks: Passen Sie die Wendeplattensorte an Ihr Material an.
- Art des Drehvorgangs: Beim Schruppen ist ein größerer Nasenradius für die Festigkeit erforderlich, beim Schlichten ein kleinerer Radius für eine bessere Oberflächengüte.
- Chip-Kontrolle: Die Wahl der perfekten Spanbrechergeometrie ist bei WNMGs entscheidend für die Optimierung des Schneidprozesses.
Wichtige Überlegungen
- WNMG-Einsätze sind unglaublich vielseitig, aber der Schlüssel zur Maximierung der Leistung liegt in der Auswahl des richtigen Spanbrechers für Ihren speziellen Einsatz und Ihr Material. Einzelheiten finden Sie in der Dokumentation des Herstellers.
Die Wissenschaft hinter Hartmetalleinsätzen: Wie sie hergestellt werden und warum sie so stark sind
Hartmetalleinsätze gehören zu den vielseitigsten und haltbarsten Schneidwerkzeugen auf dem Markt. Aber wie werden sie hergestellt? Und was macht sie so stark? In diesem Video erforschen wir die Wissenschaft hinter Hartmetalleinsätzen, von den Eigenschaften von Wolframkarbid bis hin zum Herstellungsprozess.
Unsere Produktionskapazitäten
In der modernen Fertigung sind Hochleistungs-Hartmetallschneidplatten unverzichtbare Werkzeuge, die die Grundlage für eine effiziente und präzise Metallbearbeitung bilden. Diese außergewöhnlichen Einsätze entstehen jedoch nicht von allein, sondern werden von einem fortschrittlichen Maschinenpark unterstützt.










