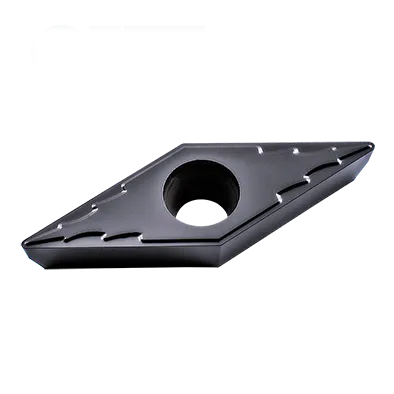

VCMT-Einsatz
VCMT-Einsatzwinkel: 35 Grad 7° Positive Rake Insert mit einseitigem Chipbreaker;
Aufschraubbarer Einsatz, Fertigbearbeitung;
VCMT-Einsatzgrößen: IE6.35mm/9.525mm;LE11mm/16.5mm;RE0.4mm/0.8mm/1.2mm;
Passender VCMT-Einsatz Werkzeughalter: SVJBR/L, SVABR/L, SVVBN, SVQBR/L, SVUBR/L;
Palette der VCMT-Einsatztypen: (ISO)VCMT1103/ VCGT1604;
Der VCMT-Einsatz kann durch die Kombination verschiedener Spanbrecher und Sorten mehrere Arbeitsgänge bewältigen;
Produkt-Einführung
Die Wendeschneidplatte wird hauptsächlich für das Vorschlichten oder Schlichten verwendet.
Die Diamantform mit einem Spitzenwinkel von 35 Grad hat die beste Zugänglichkeit und bietet die beste Oberflächengüte bei der Unrundbearbeitung.
Mit unserer firmeneigenen Beschichtung ist der Einsatz für die meisten Materialien geeignet.
Wesentliche Merkmale
- Die Form: VCMT-Wendeschneidplatten haben eine 35°-Rhombenform (Diamant), die ihnen vier Schneidkanten verleiht und so für Kosteneffizienz sorgt. Dieser engere Winkel erhöht die Festigkeit an der Schneidenspitze.
- Positiver Neigungswinkel: Die Schneidfläche ist von der Schneide aus leicht nach vorne geneigt. Dies führt oft zu einem glatteren Schnitt mit geringeren Schnittkräften und eignet sich für weichere Materialien oder Maschinen mit geringer Leistung.
- Freiraum-Winkel: In der Regel 7°, um ein Reiben am Werkstück zu vermeiden.
- Chipbreaker: VCMT-Einsätze weisen verschiedene Spanbrechergeometrien auf, um die Spanbildung und den Spanfluss zu kontrollieren.
- Beschichtungen: Häufig mit Materialien wie TiN, AlTiN usw. beschichtet, um die Verschleißfestigkeit und die Lebensdauer der Werkzeuge zu verbessern.
VCMT-Einsatz Spezifikation
Verstehen des Einfügecodes
V: Form. Rhombisch (Raute) mit einem eingeschlossenen Winkel von 80 Grad.
C: Freiraum-Winkel. 7 Grad (positiv).
M: Toleranz. Normalerweise mittlere Toleranz, aber es können auch andere Optionen verfügbar sein.
T: Chipbreaker-Stil und Lochkonfiguration. Dieser Buchstabe kennzeichnet die spezifische Spanbrechergeometrie und das Vorhandensein bzw. Fehlen von Bohrungen. Chipbreaker-Varianten sind zahlreich und herstellerspezifisch.
Numerische Ziffern:
Erste zwei Ziffern: Durchmesser des beschrifteten Kreises (IC) in Millimetern. Um das ungefähre Zolläquivalent zu erhalten, teilen Sie diese Zahl durch 25,4.
Die nächsten zwei Ziffern: Dicke in Millimetern. Teilen Sie durch 25,4, um in Zoll umzurechnen.
Letzte zwei Ziffern: Nasenradius in Millimetern. Zum Umrechnen in Zoll durch 25,4 dividieren.
VCMT-Wendeplattenhalter (Bohrstange)


SVQBR/L
SVUBR/L

Hartmetall VCMT-Einsatz Abmessungen (ISO)
| Bezeichnung | Beschrifteter Kreis (IC) | Dicke | Eckradius |
|---|---|---|---|
| VCMT 110302 | 11mm (0.43") | 3,18 mm (0,125") | 0,2 mm (0,008") |
| VCMT 110304 | 11mm (0.43") | 3,18 mm (0,125") | 0,4 mm (0,016") |
| VCMT 160404 | 16mm (0.63") | 4,76 mm (0,187") | 0,4 mm (0,016") |
| VCMT 160408 | 16mm (0.63") | 4,76 mm (0,187") | 0,8 mm (0,031") |
Beispiel: VCMT 160408 (ISO)
- Rhombische Form (Diamant) mit einem eingeschlossenen Winkel von 80 Grad
- 7 Grad positiver Freiwinkel
- Mittlere Toleranz
- Herstellerspezifische Spanbrecher- und Lochkonfiguration
- 16mm Durchmesser des eingeschriebenen Kreises (ca. 0,63″ in Zoll)
- 4 mm dick (ca. 0,157″ in Zoll)
- 0,8mm Nasenradius (ca. 0,031″ in Zoll)
Die Wissenschaft hinter Hartmetalleinsätzen: Wie sie hergestellt werden und warum sie so stark sind
Hartmetalleinsätze gehören zu den vielseitigsten und haltbarsten Schneidwerkzeugen auf dem Markt. Aber wie werden sie hergestellt? Und was macht sie so stark? In diesem Video erforschen wir die Wissenschaft hinter Hartmetalleinsätzen, von den Eigenschaften von Wolframkarbid bis hin zum Herstellungsprozess.
Unsere Produktionskapazitäten
In der modernen Fertigung sind Hochleistungs-Hartmetallschneidplatten unverzichtbare Werkzeuge, die die Grundlage für eine effiziente und präzise Metallbearbeitung bilden. Diese außergewöhnlichen Einsätze entstehen jedoch nicht von allein, sondern werden von einem fortschrittlichen Maschinenpark unterstützt.










