
在精密加工的世界裡,擁有合適的工具是製造優良產品的關鍵。在這些必要的工具中,U 型鑽頭是在各種材料上製造高品質孔的多用途且有效率的選擇。本指南將深入探討 U 型鑽頭的特性、應用範圍及最佳使用方式。
什麼是 U Drill?

A U 鑽, 可轉位刀片鑽頭,亦稱可轉位刀片鑽,是一種專為高效精準開孔作業設計的特殊切削工具。與傳統螺旋鑽不同,, U 操練 採用獨特的U形螺旋槽設計,能有效提升排屑效能並優化切削表現。此創新設計使U形鑽頭特別適用於高速加工及要求卓越孔洞品質的應用場景。.
U drills 的主要功能包括
- 可更換硬質合金刀片
- 自定心能力
- 優異的晶片控制
- 高切削速度與進給率
- 適用於各種材料
U 型鑽頭尺寸表及標準尺寸
瞭解 U 鑽 尺寸的選擇對於挑選適合特定應用的工具至關重要。. U 鑽 尺寸表通常包含鑽頭直徑、總長度及刀片規格等資訊。標準U型鑽頭尺寸範圍從小直徑0.472英吋(12毫米)至大尺寸2.559英吋(65毫米)或更大,具體取決於製造商。.
諮詢時 U鑽頭尺寸對照表, 請考慮以下因素:
- 所需孔徑
- 正在鑽孔的材料
- 孔深
- 機器規格
值得注意的是,不同製造商的 U 型鑽尺寸可能略有不同,因此請務必參閱模具供應商提供的特定 U 型鑽尺寸表。
U 型鑽頭的應用
U 型鑽因其多功能性和高效率,可應用於各種產業和材料。一些常見的 U 型鑽頭應用包括
- 汽車:引擎缸體、變速箱外殼、煞車元件
- 航太業:結構組件、起落架零件
- 石油與天然氣:鑽頭、閥門、法蘭
- 一般製造業:機架、模具
U 型鑽頭擅長鑽孔各種材料,包括::
- 鋼和不銹鋼
- 鑄鐵
- 鋁和其他有色金屬
- 複合材料
在 CNC 工具機上使用 U 型鑽頭的技巧

- U 操練 需要高剛性的機床及刀具-工件的中心點,因此適用於大馬力、高剛性及高速的 CNC 機床。
- 使用 U 型鑽頭時,中心刀片應選擇韌性良好的刀片,周邊刀片則應選擇較尖銳的刀片。
- 針對不同的材料,選擇不同切屑槽形狀的刀片。一般而言,進給量小、公差小、孔直徑比較大時,使用切削力較小的刀片;而粗加工、公差大、孔直徑比較小時,使用切削力較大的刀片。
- 使用時務必考慮機器主軸功率、U 型鑽頭夾持穩定性、冷卻液壓力及流量,並控制排屑量,以免影響孔表面粗糙度及尺寸精度。
- 夾持時,確保 U 型鑽頭中心與工件表面重合並垂直。
- 根據工件材料選擇合適的切削參數。
- 在試切過程中,切勿輕率地降低進給率或降低速度,以避免斷裂或損壞。 U型鑽頭刀頭 或工具。.
- 當刀片在使用過程中出現磨損或破損,請仔細分析原因,並更換更堅硬或耐磨的刀片。
- 加工多段孔時,先加工較大的孔,然後再加工較小的孔。
- 在 U 型鑽孔過程中,確保有足夠的冷卻液壓力來沖洗切屑。
- 請勿混用 U 型鑽中心及周邊刀片,否則可能會損壞 U 型鑽刀柄。
- 使用 U 型鑽頭鑽孔時,可使用工件旋轉、刀具旋轉或同時旋轉;但線性進給通常與工件旋轉一起使用。
- 在 CNC 加工過程中,考慮機器的能力,適當調整切削參數,通常是降低速度和進給。
U 鑽頭參數
計算 U 型鑽頭(快速鑽孔)的加工參數
鑽頭轉速的計算
n = (Vc × 1000) / (3.14 × Dc)
Vc (m/min):線性速度的標準值
Dc(毫米):鑽頭直徑
n(轉/分):鑽頭的實際速度
舉例說明:若刀片的線性速度為 100 m/min,鑽頭直徑為 20 mm,則鑽頭的轉速為: n = (100 × 1000) / (3.14 × 20) ≈ 1600rev/min
進給速度的確定
Vf = Fr × n
Vf (mm/min):刀具的進給速度
Fr(mm/rev):每轉進給率
n(轉/分):主軸轉速
範例:若主軸轉速為 1600rev/min,每轉進給為 0.1mm/rev,則進給率為Vf = Fr × n = 1600 × 0.1 = 160mm/min
孔加工時間估算
Tc = (H / Vf) × 60
Tc (秒):加工所需時間
H(毫米):孔深度
範例:鑽一個直徑 20mm 深度 40mm 的孔,如果進給速度為 140mm/min,則加工時間為Tc = (H / Vf) × 60 = (40 / 160) × 60 ≈ 15s
U 鑽頭切削速度
決定正確的 U 型鑽頭切削速度,對於達到最佳性能及刀具壽命是非常重要的。由於 U 型鑽頭採用先進的設計與刀片技術,其切削速度通常比傳統鑽頭高。
影響 U 型鑽頭切削速度的因素包括:
- 材料硬度與成分
- 鑽頭直徑
- 插入等級和幾何
- 冷卻劑類型與輸送方式
一般而言,鋼材的 U 型鑽頭切削速度為每分鐘 300 到 600 平方英尺 (SFM),而鋁材的切削速度可能會高很多,通常會超過 1000 SFM。請務必參考製造商的建議,並根據您的特定應用及所需的結果進行調整。
u 鑽頭類型
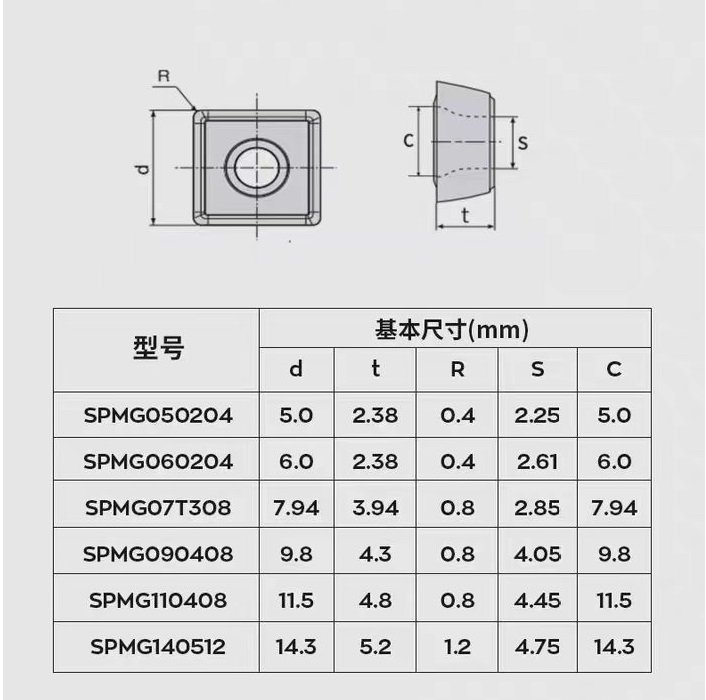
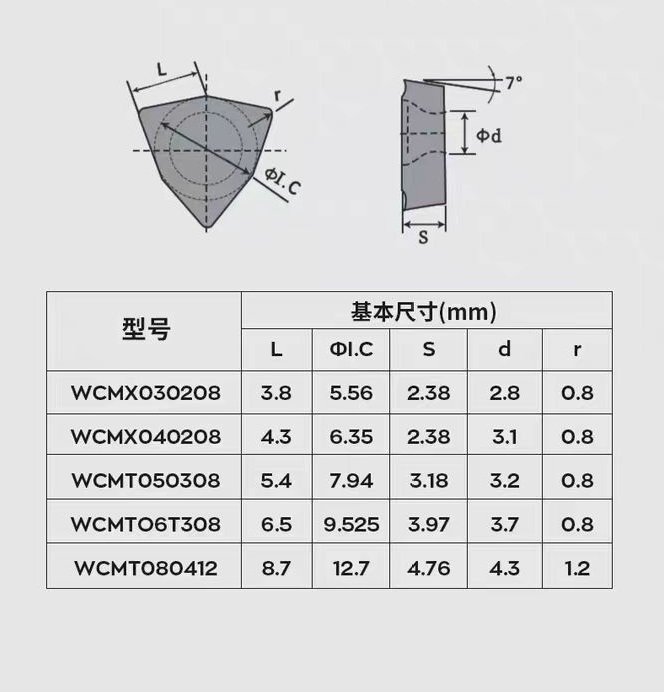
鑽頭類型包括:spmg 插入(spmg 05 插頁,spmg 06 插頁,spmg 07 插頁,spmg 09 插頁,spmg 11 插頁,spmg 14 插頁) 與 wcmx 插頁(wcmx 03 插頁,wcmx 04 插頁,wcmx 05 插頁,wcmx 06 插頁,wcmx 08 插頁)。.
CNC U 型鑽頭
U 型鑽與 CNC(計算機數控)機器的整合,徹底改變了現代製造業的鑽孔流程。與手動鑽孔作業相比,CNC U 型鑽具有以下幾項優勢:
- 提高精確度和可重複性
- 透過自動工具更換提高生產力
- 能夠執行複雜的鑽孔模式和順序
- 改善製程控制與監控
使用 CNC 時 U 操練, 重要的是要考慮以下因素:
- 正確選擇工具座
- 精確的刀具長度與直徑補償
- 最佳化的 CNC 程式設計,提供高效率的刀具路徑
用於 VMC(立式加工中心機)的 U 型鑽頭
立式加工中心 (VMC) 是多用途的機器,使用 U 型鑽頭可讓其獲益良多。在 VMC 應用中使用 U 型鑽頭時,請考慮下列事項:
- 機器和工件固定的剛性
- 冷卻液輸送系統能力
- 不同孔徑的換刀需求
- 與其他加工作業整合
用於 VMC 應用的 U 型鑽頭通常具有特殊的調整功能,可在垂直方向上發揮最大效能,例如增強的冷卻槽及最佳化的刀片幾何形狀,以利於重力輔助排屑。
選擇正確的 U 型鑽頭
為您的特定應用選擇合適的 U 型鑽頭,是達到最佳效果的關鍵。選擇 U 型鑽時,請考慮下列因素:
- 孔徑和深度要求
- 材料特性
- 機器功能
- 生產量
- 表面處理要求
- 成本考量 (初期投資與長期節省)
請諮詢刀具專家及製造商,以確保您選擇的 U 型鑽頭最能滿足您的需求,並將加工效率發揮到極致。
使用 U 型鑽的注意事項

- 注意正確的安裝方向 - 插片朝上、朝下、朝內、朝外。
- 中心高度必須校正在 0.1mm 的控制範圍內,視直徑而定。直徑較小的 U 型鑽對中心高度的要求較高。不適當的中心高度會造成刀片磨損不均勻、孔過大及刀片壽命縮短。
- U 型鑽頭對冷卻液的要求很高 - 冷卻液必須到達中心,壓力越高越好。可以封閉過多的冷卻液口,以確保壓力。
- 遵循製造商的切削參數注意事項,但也要考慮不同的刀片品牌和機器功率。加工時參考機器負荷並作適當調整,一般使用高速低進給。
- 檢查並及時更換刀片。請勿倒置刀片。
- 根據工件硬度及刀片懸伸長度調整切削深度。硬度較高的工件使用較大的懸伸長度及較小的切削深度。
- 切勿使用過度磨損的刀片。記錄刀片磨損與可加工工件數量,並及時更換刀片。
- 使用足夠且正確加壓的內部冷卻液。其主要功能是排屑和冷卻。
- U 型鑽頭不適用於較軟的材料,例如紫青銅或軟鋁。
U 型鑽的維護與保養
妥善保養 U 型電鑽是確保其使用壽命和穩定效能的必要條件。請遵循下列最佳實務:
- 定期檢查刀片是否磨損或損壞
- 清潔並潤滑鑽身及刀片
- 將 U 型電鑽存放在乾淨、乾燥的環境中
- 依照製造商的指導方針進行刀片索引和更換
- 監控切削參數,並根據需要進行調整,以防止過早磨損
排除常見的 U 型電鑽問題:
- 孔的品質不佳檢查刀片狀況及切削參數
- 過度震動:確認適當的刀架平衡和機器剛性
- 孔徑大小不一致:檢查刀片是否磨損或設定不正確
總結
U 型鑽已經成為現代加工作業中不可或缺的工具,在廣泛的應用領域中提供優異的性能與效率。藉由瞭解 U 型鑽尺寸表、參數及最佳實務,機械加工人員可以利用這些多用途工具,在鑽孔作業中取得卓越的成果。
隨著技術的不斷進步,我們可以預期在 U 型鑽頭的設計、材料和鍍層方面會有更多的創新。這些發展將有可能在未來帶來更高的切削速度、更佳的耐磨性,並擴大 U 型鑽頭的應用範圍。
掌握 U 型鑽頭的使用方法,並隨時瞭解鑽孔技術的最新進展,加工人員和製造商就能在不斷發展的精密加工領域中保持競爭優勢。
什麼是 U 型電鑽,與一般麻花鑽有何不同?
U 型鑽是一種可轉換刀片的鑽頭,具有 U 型刃口設計,與傳統麻花鑽相比,具有更好的排屑性和更高的切削速度。它使用可更換的硬質合金刀片取代實心切削刃。
U 型鑽頭可以加工哪些材料?
U 型鑽頭可加工的材料範圍廣泛,包括鋼、不銹鋼、鑄鐵、鋁及其他有色金屬。它們也適用於某些複合材料。
使用 U 型鑽頭有什麼優點?
其優點包括切削速度更高、孔的品質更好、排屑效果更好、刀具壽命更長,而且可以輕鬆更換已損壞的刀片而不是整個鑽頭。
如何選擇正確的 U 型鑽頭尺寸?
請參考製造商提供的 U 型鑽尺寸表。考慮所需的孔直徑、深度、鑽孔材料及您的機器規格。
U 型鑽頭的典型切削速度是多少?
切削速度因材質及鑽頭尺寸而異,但鋼材的切削速度一般在 300-600 SFM 之間,鋁材的切削速度可超過 1000 SFM。請務必參考製造商的建議。
U 型鑽頭可以用於 CNC 機床嗎?
是的,U 型鑽頭常用於 CNC 機床,包括立式加工中心 (VMC)。它們與自動化製程整合得很好。
您可在此練習?
Devir(旋轉速度):旋轉速度或主軸轉速通常以每分鐘轉數 (RPM) 來測量。對 U 型鑽而言,最佳旋轉速度取決於幾個因素:
正在鑽孔的材料:不同的材料需要不同的切削速度。
U 鑽頭直徑:較大直徑通常需要較低的 RPM。
U 鑽頭切削速度:通常由製造商提供,單位為表面呎/分鐘 (SFM) 或米/分鐘 (m/min)。
若要計算適當的 RPM,請使用下列公式:RPM = (SFM x 3.82) / 直徑 (英吋)
İlerleme(進給率):進給率是指鑽頭切入工件的速度,通常以每轉 (IPR) 英吋或每轉 (mm/rev) 毫米為單位。
影響進料速率的因素包括
材料硬度
期望的孔質量
U 型鑽頭尺寸
機器剛性
U 型鑽頭製造商通常會針對不同材料和鑽頭尺寸提供建議進給率。



