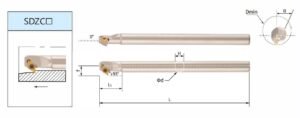
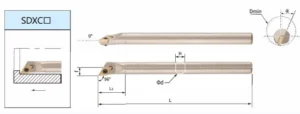
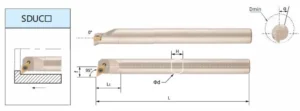
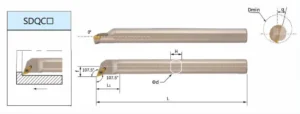
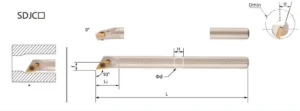
DCMT車刀架 DCMT 刀片座是一種多功能車削刀座,專門用來夾持 DCMT 型可轉位刀片。ISO 標誌 "DCMT" 表示菱形刀片,具有 55 度的刀尖角、正前角、間隙角及中央安裝孔。正前角使這些刀片非常適合輕至中度的加工,包括各種材料的精加工及半精加工,特別是較軟或韌性較高的材料,如鋁、不銹鋼及低碳鋼。55 度的前角提供絕佳的間隙,使其成為仿形加工及複雜幾何加工的理想選擇,並可降低干涉風險。主要功能為 DCMT刀片 刀柄需為DCMT刀片提供穩定且定位精準的平台。此設計確保在精密加工任務與狹窄空間中,能實現精確的材料切除與卓越的表面光潔度。刀柄配備精密加工的刀槽,其形狀與尺寸完全契合特定刀片的規格。 DCMT 夾具設計採用可重複使用的夾持機構,通常透過螺絲或槓桿機制實現安全且可重複的夾緊效果。此堅固的夾持結構能有效防止刀具在加工過程中產生位移與震動,對於達成高品質加工成果至關重要,尤其在精加工階段及塑造精密輪廓時更顯關鍵。.DCMT刀片因其可加工精細表面及55度角的優異切削性而廣受好評。每邊有兩個切削刃,每片刀片共有四個可用刃,提供良好的刀具壽命及成本效益。對應的 DCMT 插件座 DCMT 刀把的設計易於使用,可快速直接更換刀片,將機器停機時間減至最短。DCMT 刀片刀把有多種刀柄尺寸和配置,可滿足不同機床類型和應用需求,在需要良好表面光潔度、較低切削力和極佳間隙的精密加工環境中,DCMT 刀片刀把是一項寶貴的資產。. 镗杆-SDZCRL 93° 鑽孔加工用搪棒。 镗杆-SDXCRL 96° 镗孔加工用镗杆。 镗杆-SDWCRL 62.5° 镗杆,用于镗孔加工。 镗杆-SDUCRL 95° 鑽孔加工用搪棒。 镗杆-SDQCRL 107.5° 镗杆,用于镗孔加工。 镗杆-SDJCRL 93° 鑽孔加工用搪棒。 常見問題 在 DCMT Insert Holder 中,「DCMT」代表什麼? DCMT」是 ISO 指定的菱形切削刀片,具有 55 度的刀尖角和 正前傾角. DCMT 刀片座可安裝何種類型的切削刀片? 可安裝 DCMT 型可轉換式切削刀片,刀片呈菱形,具有 55 度刀尖角和正前角。 DCMT 嵌件通常用於何種用途? 輕度到中度的加工作業,包括精加工、半精加工和仿形加工,特別是需要良好間隙的地方。 使用 DCMT 刀片座和刀片的主要優點是什麼? 正前角可降低切削力和熱度,55 度角帶來極佳的間隙,適合複雜的形狀和狹小空間,能夠製造精細的表面光潔度。 如何為我的應用選擇合適的 DCMT 刀片座? 考慮機床所需的刀柄尺寸、車削作業類型、加工材料以及所需的導角。 如何將 DCMT 插入件正確地安裝到刀架上? 按照製造商的指引,使用提供的螺絲或槓桿,確保插片正確插入插袋,並穩固夾緊。 DCMT 刀片座常見的刀柄尺寸有哪些? 常見尺寸包括 1/2 吋、5/8 吋、3/4 吋、1 吋,以及公制等效尺寸,適用於各種機床刀把。 DCMT 刀片座可以用於重粗加工嗎? 一般不建議用於重粗加工,因為正前角及切削刃的強度比負前角刀片差。 在這些刀把上使用 DCMT 刀片加工的典型材料有哪些? 鋁、不銹鋼、低碳鋼以及其他較軟或韌性較強的材料,這些材料需要良好的表面光潔度和複雜的形狀,特別是在需要良好間隙的應用中。 與其他菱形刀片如 CNMG(80 度)相比,DCMT 55 度角的刀片有何優勢? 55 度角提供更佳的間隙,可在更接近肩部及更狹窄的空間進行加工,是複雜零件仿形加工的理想選擇。 聯絡我們 請啟用瀏覽器的 JavaScript,以完成此表格。名稱 *電子郵件 *WhatsApp *意見或訊息 *電子郵件傳送訊息 請注意 我們是批發供應商,有最低訂購量限制。