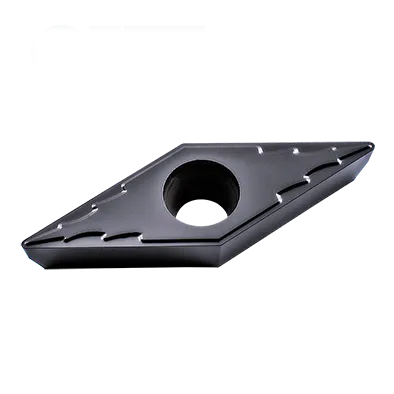
VCMT 插件 VCMT 插片角度:35 度 7° 正前角插片與單面斷屑槽;。螺絲插入,精加工;VCMT 刀片尺寸:IE6.35mm/9.525mm;LE11mm/16.5mm;RE0.4mm/0.8mm/1.2mm;搭配的 VCMT 刀片工具座:SVJBR/L、SVABR/L、SVVBN、SVQBR/L、SVUBR/L;VCMT 刀片類型範圍:(ISO)VCMT1103/ VCGT1604;VCMT Insert 可透過結合不同的斷屑槽和等級來處理多重作業; 立即取得報價 產品介紹 刀片主要用於半精加工或精加工應用。頂角為 35 度的鑽石形狀具有最寬的接近性,在加工圓外圓時可提供最佳的表面光潔度。使用我們專屬的塗層,刀片適用於大多數材料。 主要功能 形狀: VCMT 刀片具有 35° 的菱形 (鑽石) 形狀,提供四個切削刃,符合成本效益。這種較窄的角度可提高切削刃的強度。正前角: 切削面從切削刃稍微向前傾斜。這通常能以較低的切削力產生較平順的切削,適用於較軟的材料或低馬力的機器。淨空角度: 通常為 7° 以防止與工件摩擦。Chipbreakers: VCMT 刀片具有各種不同的斷屑槽幾何形狀,可控制切屑的形成與流動。塗層: 通常鍍有 TiN、AlTiN 等材料,以提高耐磨性及刀具壽命。 VCMT 插入規格 瞭解插入代碼V:形狀。菱形(鑽石),內含 80 度角。C:間隙角度。7 度(正)。M:公差。通常為中等公差,但也可能有其他選項。T: 斷屑槽型式與孔洞配置。此字母標示特定的斷屑槽幾何形狀和孔的有/無。斷屑槽的變化很多,而且是針對製造商而設。數字位數:前兩位數字:刻圓 (IC) 直徑,單位為毫米。若要取得近似的英吋等效值,請將此數除以 25.4。接下來的兩位數字:厚度(以毫米為單位)。除以 25.4 轉換為英吋。最後兩個數字:鼻子半徑,單位為毫米。若要轉換為英吋,除以 25.4。 VCMT 刀片座(镗杆) SVQBR/L SVUBR/L 硬質合金 VCMT 刀片尺寸 (ISO) 稱號刻字圓圈 (IC)厚度轉角半徑 VCMT 11030211 公釐(0.43 吋)3.18 公釐(0.125 吋)0.2 公釐(0.008 吋) VCMT 11030411 公釐(0.43 吋)3.18 公釐(0.125 吋)0.4 公釐(0.016 吋) VCMT 16040416 公釐(0.63 吋)4.76 公釐(0.187 吋)0.4 公釐(0.016 吋) VCMT 16040816 公釐(0.63 吋)4.76 公釐(0.187 吋)0.8 公釐(0.031 吋) 範例:VCMT 160408 (ISO) 菱形 (鑽石) 形狀,內含 80 度角7 度正間隙角中等容忍度特定製造商的斷屑槽與孔位配置16 公釐刻字圓直徑(以英吋計約 0.63 吋)4mm 厚(以英吋計約 0.157 吋)0.8mm 機頭半徑 (約 0.031″ 英寸) 立即取得報價 硬質合金刀片背後的科學:鎢鋼刀片的製造過程及強度原因 硬質合金刀片是目前用途最廣且最耐用的切削工具。但它們是如何製成的呢?是什麼讓它們如此堅固?在本影片中,我們將探討硬質合金刀片背後的科學,從碳化鎢的特性到製造過程。 我們的生產能力 在現代製造業中,高性能的硬質合金刀片是不可或缺的工具,為高效率、精準的金屬加工奠定了基礎。然而,這些卓越的刀片並不是單獨存在的;它們需要先進機械的堅定支援。 尋找最適合您應用的 VCMT 插件 - 獲得專家協助! 立即取得報價