
TNMG車刀
TNMG刀片角度:60°三角硬質合金刀片;0°負斜角刀片及雙面帶斷屑槽刀片;
斷路器應用:粗加工、半精加工、精加工;
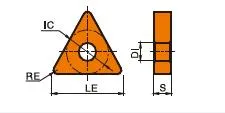
TNMG 插入件的刻圓 (IC) 為 9.525mm/12.7mm,厚度為 4.76mm,角 (鼻) 半徑為 0.4mm/0.8mm/1.2mm;
配對 TNMG 刀片工具座:PTFNR/L、PTTNR/L、PTGNR/L、MTGNR/L、MTJNR/L、MTFNR/L;
TNMG插件規格:(ISO)TNMG1604插件/TNMG2204插件/(ANSI)TNMG322插件/TNMG331插件/TNMG332插件/TNMG431插件/TNMG432插件;
TNMG 插件可透過結合不同等級來處理多重作業;
原始材質:100%;
TNMG 插入的意義
使用此 T 形 TNMG 硬質合金刀片升級您的加工!
其負角設計可確保高效、穩定的效能。
靈活的尺寸選擇,讓您的工具和專案需求得到最完美的配合。
更大的插入件提供更高的穩定性。
與舊式的焊接刀片相比,加工速度提高了 4 倍,而且具有無與倫比的耐磨性、耐溫性、抗腐蝕性、剛性、節省成本、節能和長工作壽命。
TNMG 插件規格
TNMG 指定
- T: 三角形
- N: 負前角 (強化切削刃)
- M: 公差等級(表示精確度)
- G: 斷屑槽和孔型 (可能因製造商而異)
一般 TNMG 尺寸
TNMG 和其他插件類型一樣,使用數字來表示尺寸:
TNMG 33X: (最常見)
- 刻圓 (IC):0.375″ (3/8″)
- 厚度:0.125″ (1/8″)
- X 代表機頭半徑 (例如:1 = 1/32″,2 = 1/16″)
TNMG 43X:
- 刻圓 (IC):0.5″ (1/2″)
- 厚度:0.188 吋 (3/16 吋)
- X 代表機頭半徑
TNMG 鑲嵌件的主要特點
- 負傾角: 提供耐用的切削刃,非常適合較硬的材料和斷續切割。
- 60° 包含角度: 三角形刀片的標準,用於多樣化的車削加工。
- 廣泛的斷路器: TNMG 刀片通常具有複雜的斷屑槽設計,對特定材料和應用的切屑形成和控制有顯著影響。
- 塗層: 常見的塗層材料有 TiN、TiCN、AlTiN 等,可延長刀具壽命及耐磨性。
硬質合金 TNMG 刀片尺寸(ISO 和 ANSI)
| TNMG 插件尺寸 | ||||
|---|---|---|---|---|
| ANSI 指定 | ISO 認證 | 刻字圓圈 (IC) | 厚度 | 轉角半徑 |
| TNMG 321 | TNMG 1604 | 1/2 吋 (12.7 公釐) | 1/8 吋 (3.18 公釐) | 1/32 吋 (0.8 公釐) |
| TNMG 322 | TNMG 1604 | 1/2 吋 (12.7 公釐) | 3/16 吋 (4.76 公釐) | 1/32 吋 (0.8 公釐) |
| TNMG 431 | TNMG 2204 | 3/4 吋 (19.05 公釐) | 1/8 吋 (3.18 公釐) | 1/32 吋 (0.8 公釐) |
| TNMG 432 | TNMG 2204 | 3/4 吋 (19.05 公釐) | 3/16 吋 (4.76 公釐) | 1/32 吋 (0.8 公釐) |
| TNMG 433 | TNMG 2206 | 3/4 吋 (19.05 公釐) | 1/4 吋 (6.35 公釐) | 1/32 吋 (0.8 公釐) |
| TNMG 643 | TNMG 32.51 | 1 1/4 吋 (31.75 公釐) | 1/4 吋 (6.35 公釐) | 1/32 吋 (0.8 公釐) |
範例:TNMG 432
- T: 三角形
- N: 負前角
- M: 公差等級
- G: 60° 包含角度
- 4: 刻有 0.5″ (1/2″) 的圓圈
- 3: 厚度為 0.188 吋 (3/16 吋)
- 2: 鼻端半徑 0.0625″ (1/16″) - 適合一般用途的工作
常見問題
當然!以下是TNMG與 CNMG刀片, 包括它們的形狀、應用和優點:
形狀
TNMG:內含 60 度角的三角形刀片。提供三個切削刃。
CNMG菱形刀片,夾角為80度。提供四個切削刃。.
尖端強度
TNMG: 三角形的三個切削刃提供良好的多功能性,但與 CNMG 相比,強度稍遜。
CNMG:金剛石形狀的四個切削刃提供極佳的強度,適合較重的加工作業。
無障礙
CNMG 結合了車削與端面加工的彈性於一體,同時也是一種能承受重切削與濫用的強韌刀具。如果您要在工作場所加工,或在同一把刀具上進行粗車和端面加工,CNMG 是您的最佳選擇。此外,別忘了您可以使用 100* 轉角來進行不需要進入轉角的作業。例如,想想端面切削。
TNMG 提供兩個額外的彎角,並在刀槽中提供較大的軸承面,但卻犧牲了多功能性。如果您可以優化刀具路徑,讓刀具只用於端面加工或車削,我認為這些刀具是您的最佳選擇。
以下是如何識別 TNMG 插片尺寸的逐步指南:
1.瞭解 TNMG 守則:
- TNMG: 這個部分是標準的,它告訴您這是一個具有負前角的三角形刀片,以及某種形式的孔和斷屑槽設計。
- 跟隨數位: TNMG" 之後的數字是決定尺寸的關鍵。
2.破譯數字代碼:
讓我們使用 TNMG 332 這個常見的範例:
- 第一個數字 (3): 表示切削刃長度,單位為十六分之一英吋 (3/16″)。
- 第二個數字 (3): 代表刀片的厚度,單位為十六分之一英吋 (3/16″)。
- 最終號碼 (2): 鼻子半徑代碼。常見的刻度為:
- 1 = 0.0312英吋(1/32英吋)
- 2 = 0.0625英吋(1/16英吋)
3.瞭解您的單位:
- ANSI: TNMG 尺寸通常使用英制尺寸(英寸)。
- ISO: 可使用公制尺寸(毫米)。例如:TNMG 160408 表示刻有 12.7mm 的圓和 4.76mm 的厚度。
4.諮詢製造商資源:
如需最準確及完整的資訊,請參閱您特定 TNMG 插片的說明文件。製造商和供應商會提供詳細的尺寸圖和規格。方法如下
- 取得完整代碼: 在內頁或包裝上找到完整的代碼。
- 線上搜尋: 使用完整代碼搜尋製造商或供應商的網站/目錄。
附加說明:
- 鼻子半徑: 這會影響表面光潔度 - 半徑越小,光潔度越好。
- Chipbreaker 設計: TNMG 代碼中的 'G' 表示斷屑槽的型式,是形成和控制切屑的關鍵因素。最好參考製造商的說明文件,以瞭解斷屑槽的理想應用。
請告訴我您的 TNMG 插件的具體代碼,我可以提供它的確切尺寸!
以下是如何識別 TNMG 插芯的刻圓 (IC):
1.瞭解 TNMG 守則:
TNMG刀片的內切圓是指在刀片三角形內可以畫出的最大圓的直徑。這個核心尺寸決定了它可以承受多大的切削。
2.破譯數字代碼:
在 TNMG 代碼中,IC 主要有兩種表示方式:
ANSI (英制單位):
取尺寸代碼的第一個數字除以 8。
範例:TNMG 332 - 3/8 = 0.375″ 這就是內切圓。
ISO(公制單位):
IC 通常在程式碼中直接給出。
範例:TNMG 160408 - 16 代表 16mm 的內刻圓。
3.製造商變化:
- 有些製造商可能會稍微修改公制尺寸TNMG刀片的編碼。
- 請務必參閱製造商或供應商針對特定插入件的說明文件,以確認確切的 IC。
如何尋找刻有字樣的圓信息
- 全稱: 在插件或其包裝上找到完整的 TNMG 代碼,包括尺寸。
- 製造商/供應商資源: 搜尋製造商或供應商網站的 TNMG 目錄或尺寸表。
重要提示: 請記住,內圓只是尺寸的一部分。TNMG 代碼中的其他數字定義了厚度和鼻端半徑,要正確選擇刀片,也需要瞭解這些數字。
請告訴我您刀片的 TNMG 代碼,我會告訴您它的確切刻圓!
TNMG刀片是車床車削作業中常用的一種切削刀具刀片,用於加工各種材料。以下是您需要瞭解的相關資訊:
主要功能
- 形狀: 三角形,有三個可用的切削刃。
- 負傾角: 切削面從切削刃向後傾斜。這提供了堅固耐用的刃口,非常適合較硬的材料和斷續切割。
- 60° 包含角度: 這種三角形刀片上的標準角度使 TNMG 適用於各種車削應用。
- Chipbreakers: TNMG 刀片的一側或兩側通常具有複雜的斷屑槽幾何形狀。這些斷屑槽會大大影響切屑形成、切屑流動及切削性能。
- 塗層: 刀片通常會塗上 TiN、AlTiN 等材料,以提高耐磨性及刀具壽命。
應用
TNMG 嵌件在這些領域中表現優異:
- 材料: 由於負前角的特性,它們的適用範圍非常廣泛,尤其適用於鋼、鑄鐵和一些較硬的材料。
- 營運: TNMG 可處理粗加工、半精加工及一般車削任務,視刀片的特定刀尖半徑及斷屑槽設計而定。
瞭解 TNMG 守則
TNMG 命名中的字母和數字提供了重要的詳細資訊:
- T: 三角形
- N: 負前角
- M: 公差等級(指製造精度)
- G: 表示特定的孔洞及斷屑槽設計 (因製造商而異)
- 數字:
- 通常,第一個數字代表切削刃長度,單位為十六分之一英寸(或 ISO 編碼中直接以毫米為單位的刻圓)。
- 第二個數字代表厚度,單位為十六分之一英吋。
- 最後一個數字通常表示機頭半徑(越小表示越尖銳)。
範例:TNMG 160408 (ISO)
- 三角形負前角插件。
- 刻有 12.7mm 的圓。
- 厚度為 4.76 公釐
- 特定的斷屑槽/孔設計。
選擇正確的插入
根據以下條件選擇 TNMG 插件:
- 工件材料
- 車削操作類型 (粗加工與精加工)
- 所需的表面處理
- 需要特定的晶片控制
如果您需要協助詮釋特定的 TNMG 代碼或有特定的加工任務,請告訴我,我可以建議合適的刀片選項!
硬質合金刀片背後的科學:鎢鋼刀片的製造過程及強度原因
硬質合金刀片是目前用途最廣且最耐用的切削工具。但它們是如何製成的呢?是什麼讓它們如此堅固?在本影片中,我們將探討硬質合金刀片背後的科學,從碳化鎢的特性到製造過程。
我們的生產能力










