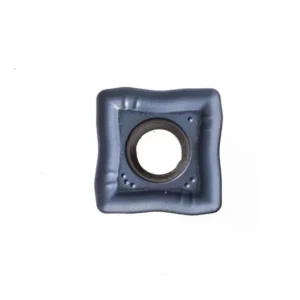
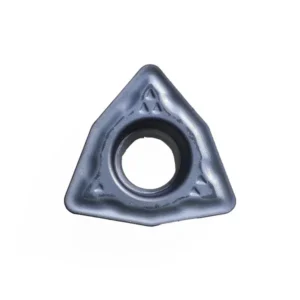
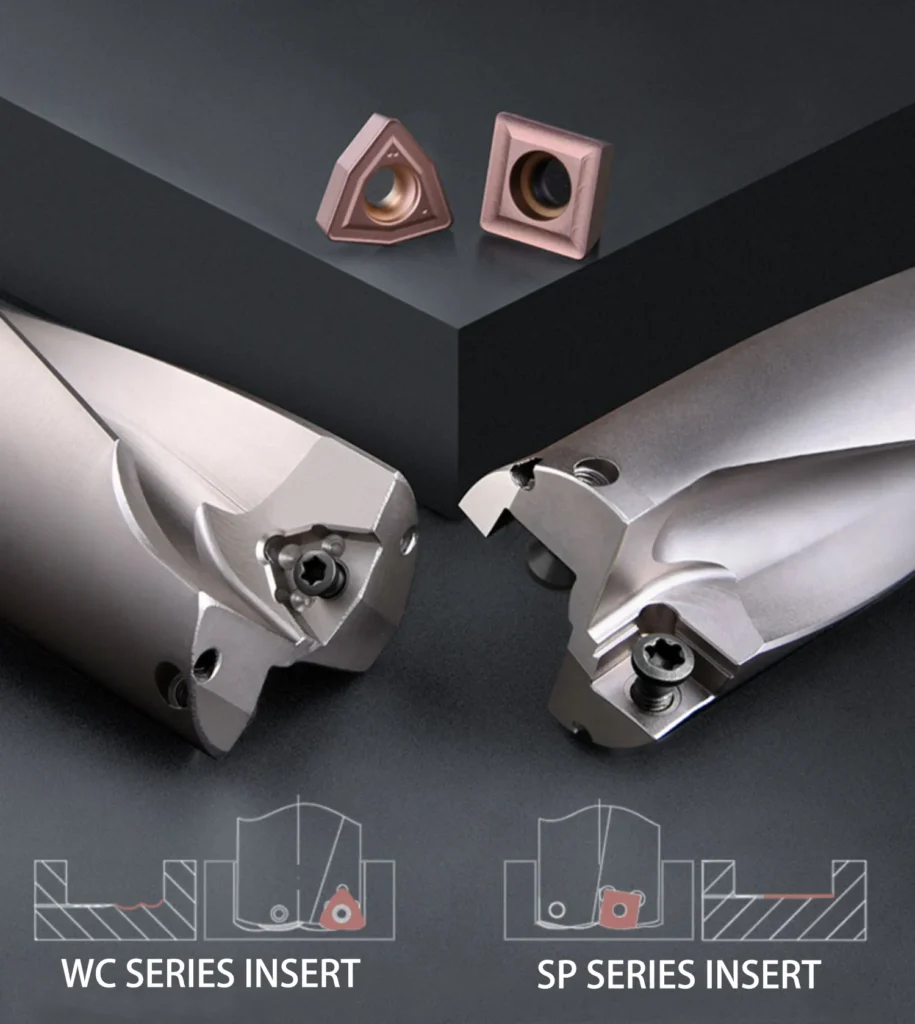
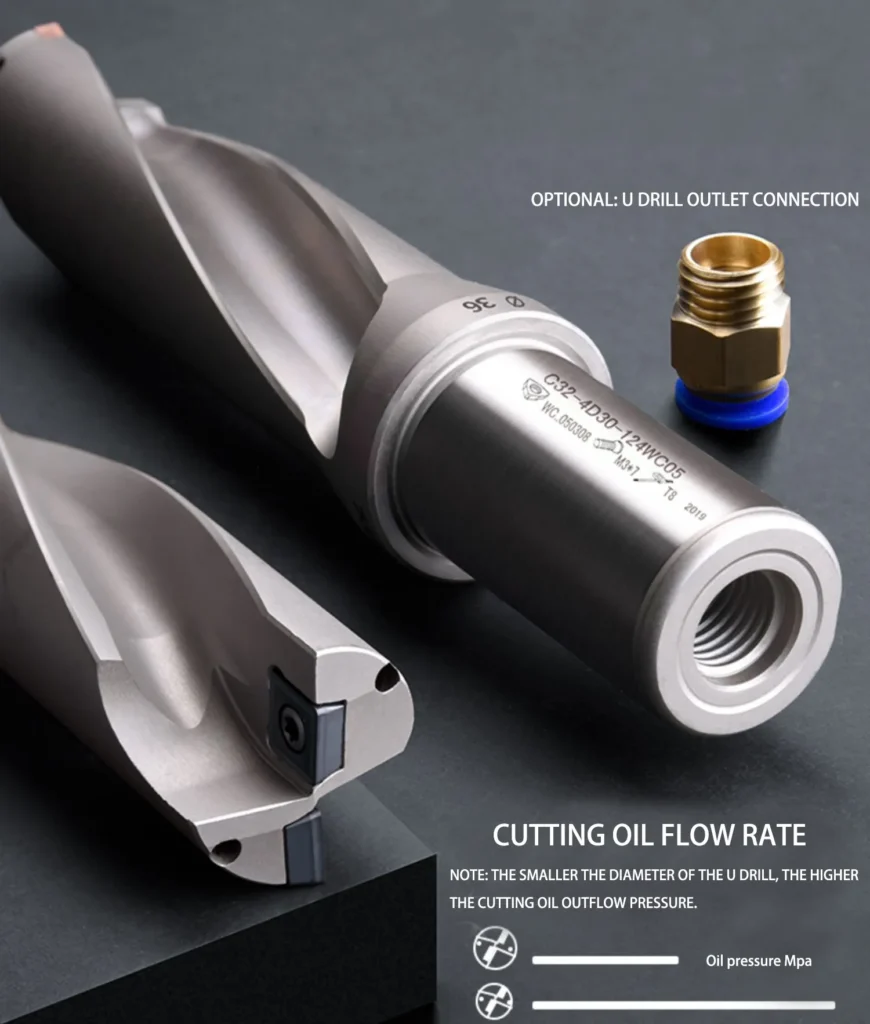
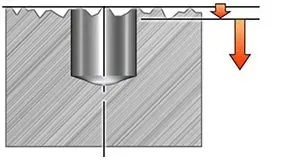
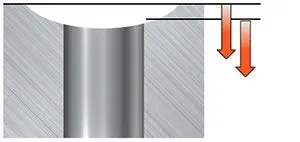
U 型鑽頭也稱為可換式刀片鑽頭或模組鑽頭,是一種精密切削刀具,專為 CNC 加工中的高效孔加工而設計。U 型鑽頭的特點在於其 U 型刃口設計及可更換的硬質合金刀片,可適用於各種材料的淺孔至深孔加工,包括鋼、不銹鋼、鋁及複合材料。與傳統麻花鑽不同的是,U 型鑽頭採用模組化系統,具有耐用的刀體和可更換刀片,使其非常適合用於高速和高進給的應用。
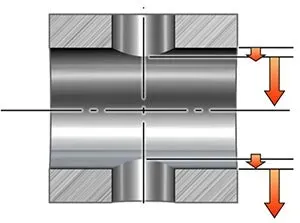
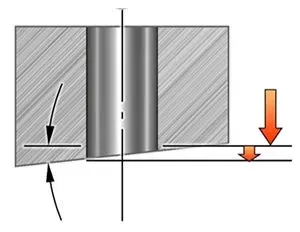
優點 U鑽U型鑽頭具備顯著優勢,能大幅提升加工效率。其U形螺旋槽設計確保卓越的排屑性能,有效減少堵塞並實現更高進給率,可將加工週期縮短達70%。可替換刀片系統延長了工具壽命並減少停機時間,因磨損刀片可在數分鐘內更換,無需替換整支鑽頭。 此外,U型鑽具具備卓越剛性,可實現高進給率與更大加工直徑(最高達60毫米),同時提供精準孔位精度與優異表面光潔度,通常能省去二次鏜孔工序。.
ONMY 的 U 型鑽頭具有優異的品質和性能,採用高級材料製成,確保耐用性和耐熱性。ONMY 專注於創新,針對各種材料和應用,提供廣泛的刀片等級和幾何形狀,並由專家提供技術指導。在工廠直銷、嚴格的 6S 管理及 24/7 全天候售後服務的支援下,ONMY 可確保具成本效益的解決方案及可靠的支援,使其 U 型鑽頭成為達到頂級加工效果的理想選擇。