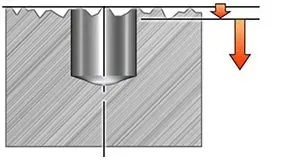
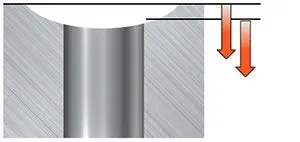
Değiştirilebilir kesici uçlu matkap veya modüler matkap olarak da bilinen U Matkap, CNC işlemede verimli delik açma için tasarlanmış hassas bir kesici takımdır. U şeklindeki kanal tasarımı ve değiştirilebilir karbür uçlarıyla çelik, paslanmaz çelik, alüminyum ve kompozitler dahil olmak üzere çeşitli malzemelerde sığ ve derin deliklerin delinmesinde mükemmeldir. Geleneksel burgulu matkapların aksine U Matkaplar, dayanıklı bir takım gövdesi ve değiştirilebilir kesici uçlara sahip modüler bir sistem kullanır, bu da onları yüksek hızlı ve yüksek ilerlemeli uygulamalar için son derece uyarlanabilir hale getirir.
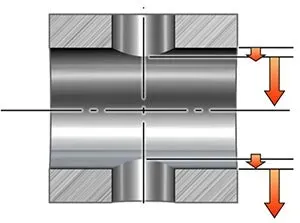
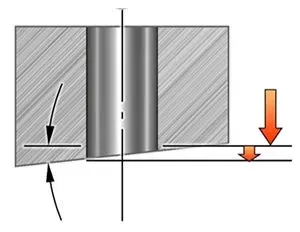
Avantajları U Matkapları: U Matkaplar, işleme verimliliğini artıran önemli avantajlar sunar. U şeklindeki oluk tasarımı, üstün talaş tahliyesi sağlayarak tıkanmayı azaltır ve daha hızlı ilerleme hızlarına olanak tanır, bu da döngü sürelerini %'ye kadar kısaltabilir. Değiştirilebilir uç sistemi, aşınmış uçların tüm matkabı değiştirmeden dakikalar içinde değiştirilebilmesi sayesinde takım ömrünü uzatır ve duruş süresini azaltır. Ayrıca, U Matkaplar mükemmel rijitlik sağlayarak yüksek ilerleme hızları ve daha büyük işleme çapları (60 mm'ye kadar) sunarken, hassas delik doğruluğu ve üstün yüzey kalitesi sağlar ve genellikle ikincil delme işlemlerine olan ihtiyacı ortadan kaldırır.
ONMY'nin U Matkapları, dayanıklılık ve ısı direnci sağlamak için yüksek kaliteli malzemelerden üretilmiş üstün kalite ve performanslarıyla öne çıkmaktadır. Yenilikçiliğe odaklanan ONMY, uzman teknik rehberlikle desteklenen, çeşitli malzeme ve uygulamalara göre uyarlanmış çok çeşitli kesici uç kaliteleri ve geometrileri sunar. Fabrika doğrudan satışları, titiz 6S yönetimi ve 7/24 satış sonrası hizmet ile desteklenen ONMY, uygun maliyetli çözümler ve güvenilir destek sağlayarak U Matkaplarını üst düzey işleme sonuçları elde etmek için ideal seçim haline getirir.