Всеобъемлющая классификация типов резьбы и руководство по выбору
Винтовая резьба (также называемая винтовой или крепежной) - это спиралевидные гребни на цилиндрических поверхностях, преобразующие вращательное движение в линейное или силовое. Они необходимы для крепежа (болты, винты, гайки), передачи энергии (винты, домкраты), уплотнения труб и точных механизмов.
1. Ключевая терминология
Понимание геометрии необходимо для классификации нитей:
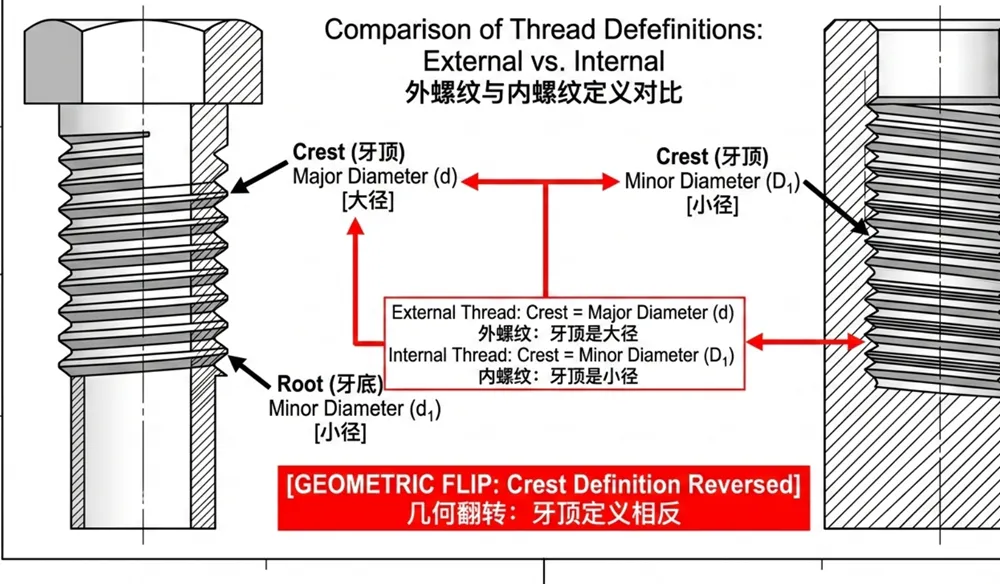
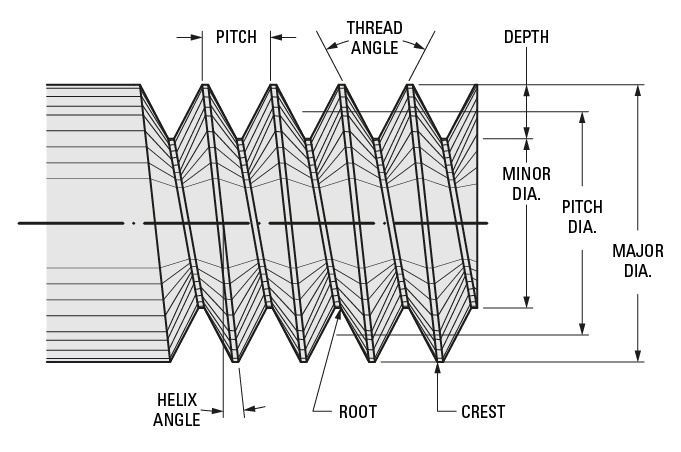
- Основной диаметр: Наибольший диаметр (гребни на внешних нитях; корни на внутренних).
- Малый диаметр: Наименьший диаметр (корни на внешней стороне; гребни на внутренней).
- Диаметр шага: Теоретический диаметр, при котором ширина резьбы равна ширине канавки.
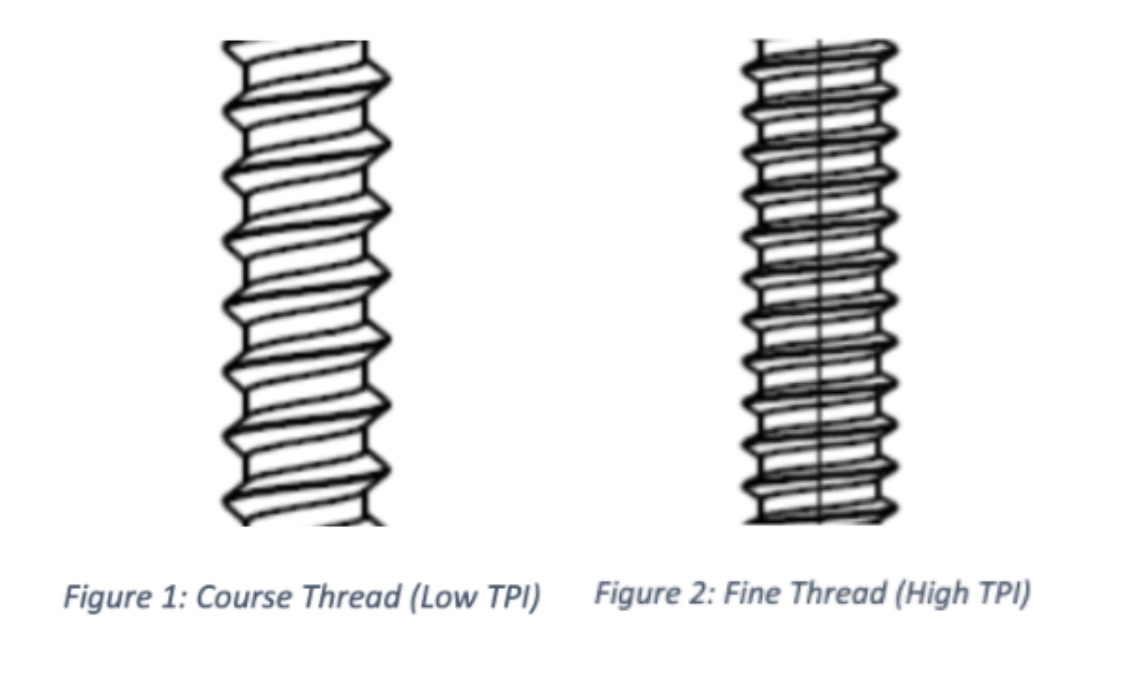
- Тональность: Осевое расстояние между соседними гребнями резьбы (мм в метрической системе; резьба на дюйм/TPI в имперской системе).
- Вести: Осевое опережение на оборот (равно шагу для однозаходной резьбы).
- Угол наклона фланга: Угол между боковой поверхностью резьбы и перпендикуляром оси (например, 60° для большинства V-образных резьб).
- Гребень/корень: Внешняя/внутренняя часть профиль резьбы.
- Руки: Правосторонний (RH, стандарт; затягивается по часовой стрелке) или левосторонний (LH).
- Конический: Параллельные (прямые) или конические (конические для уплотнения).

2. Комплексная классификация
По функциям
- Крепежные/монтажные резьбы: Для соединения деталей (болты, винты, гайки). Наиболее распространен треугольный/V-профиль.
- Силовые/трансмиссионные резьбы: Преобразование крутящего момента в линейную силу/движение (винты, тиски, домкраты). Трапециевидные, квадратные или контрфорсные профили.
- Резьба для труб/уплотнений: Для соединений с жидкостью/газом. Часто имеют коническую форму для обеспечения герметичности.
- Специальные нити: Шурупы по дереву, саморезы, с накаткой (закругленной для прочности), мультистарт (более быстрое продвижение).
По форме/профилю резьбы (поперечное сечение)
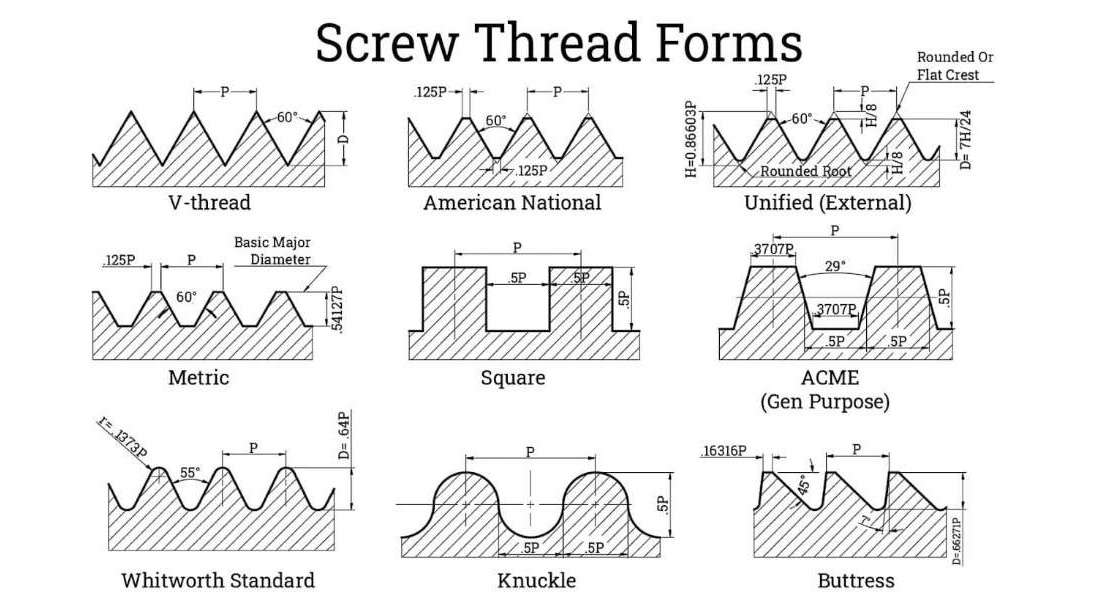
- Треугольная резьба (Угол фланца 60° или 55°): Наиболее распространены для крепежа. Включает остроугольный V, усеченный (практичный), метрический ISO, унифицированный, Уитворта. Высокая прочность при растяжении, но повышенное трение.
- Квадратная резьба: Квадратный профиль; наименьшее трение/высокий КПД для передачи мощности. Сложный и дорогой в производстве; слабый корень.
- Акме/трапециевидная резьба (угол фланга 29°-30°): Плоские гребни/корни; легче обрабатываются, чем квадратные. Хорошо подходит для силовых винтов; сбалансированная эффективность и прочность.
- Батрессовая резьба (асимметричные, часто 45° с одной стороны): Высокая грузоподъемность в одном направлении; эффективны как квадратные, но сильнее сдвигаются. Используются в прессах/станках.
- Круглая/накидная резьба: Скругленный профиль; устойчивы к загрязнению/коррозии. Используется в жестких условиях эксплуатации (например, на железных дорогах, в муфтах).
- Другие: Червячные (косозубые), пилообразные.
По системам стандартизации и измерениям
- Метрика ISO (M): Глобальный стандарт (V-образный профиль 60°). Крупный (по умолчанию) или мелкий шаг. Обозначение: M10×1,5 (диаметр × шаг). Стандарты: ISO 261/724.
- Стандарт унифицированной резьбы (UTS - дюйм): США/Канада доминирующая (60°). UNC (крупная), UNF (мелкая), UNEF (особо мелкая), UNS (специальная). Например, 1/2-13 UNC (диаметр-TPI). Стандарты: ANSI/ASME B1.1.
- Уитворт (Великобритания): 55° закругленный. BSW (грубый), BSF (тонкий), BSP (трубный). В значительной степени исторический, но все еще используется в Великобритании/Содружестве.
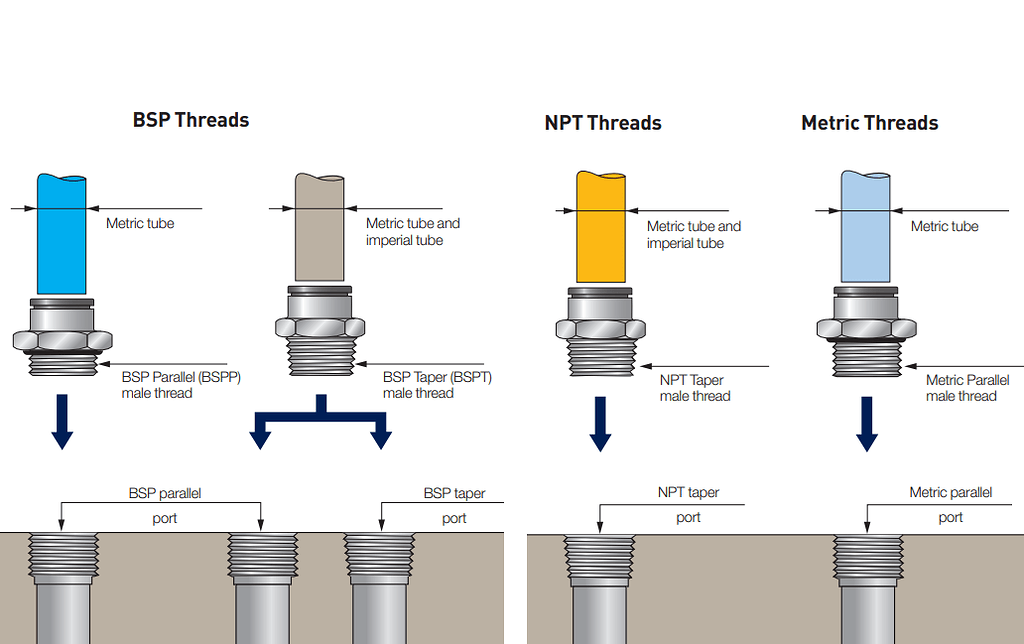
- Трубная резьба:
- NPT/NPTF (американская коническая, 60°; самоуплотняющаяся лента).
- BSPP/G (параллельный, 55°; требуется шайба/уплотнитель).
- BSPT/R (конический, 55°).
- Серия силовых/трансмиссионных агрегатов: Трапециевидные (Tr/DIN 103), Acme (ASME), Квадратные, Батресс.
- Другие: PG (кабелепровод), BA (малые приборы), UNJ/MJ (аэрокосмические с корневым радиусом).
При выборе резьбонарезные инструменты, Вы можете выбрать из нашего обширного ассортимента продукции.
Серия "Питч
- Грубая: Более крупный шаг/меньше TPI. Более быстрая сборка, лучшая стойкость к зачистке, легче работать с хрупкими материалами или с гальваническим покрытием.
- Отлично/Экстра отлично: Меньший шаг/больше TPI. Более высокая прочность на разрыв, лучшая виброустойчивость, более тонкая настройка, более прочная на тонких стенках.
По другим критериям
- Руки: RH (по умолчанию) против LH (против ослабления во вращающихся узлах).
- Начало: Однократный (стандартный) и многократный запуск (более быстрое линейное продвижение, более низкая самоблокировка).
- Конусность против параллельности: Конические для уплотнения; параллельные для общего использования.
- Классы толерантности/пригодности (Унифицированные): 1A/1B (свободный), 2A/2B (общего назначения, ~90%), 3A/3B (прецизионный/жесткий). В метрической системе используются классы допусков (например, 6g/6H).
3. Посадка, прочность и изготовление резьбы
- Классы пригодности: Контроль зазора/герметичности. 2A/2B - баланс между сборкой и прочностью; 3A/3B - для критических применений. Часто добавляется запас на гальваническое покрытие.
- Прочность: Болт должен разрушиться при растяжении до срыва резьбы. Длина зацепления ~1× диаметр (сталь). Накатанная резьба (более прочная и гладкая) предпочтительнее нарезанной.
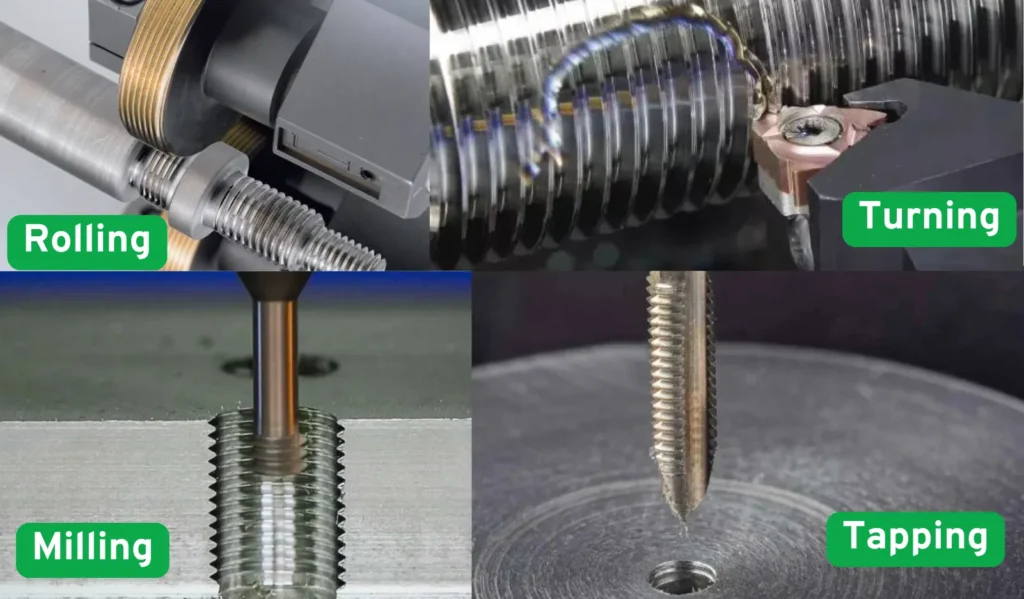
- Производство: Резка и прокатка; влияние на стоимость и усталостную прочность.
4. Руководство по выбору
Выбирайте, ориентируясь на эти пошаговые факторы:
Регион/совместимость - Метрическая (M) во всем мире (кроме США/Великобритании). Унифицированная (UNC/UNF) в Северной Америке. Whitworth/BSP в Великобритании/Содружестве. Во избежание несовместимости подбирайте сопрягаемые детали.
Первичное применение:
- Общий крепеж: ISO Метрические грубые или UNC. Используйте тонкие (MF/UNF) для вибрации, тонких материалов или точности.
- Трубы/герметизация: NPT (США, конический, герметик опционально для NPTF). BSPT (конический, Европа/Азия). BSPP (параллельный + уплотнительное кольцо/шайба). Избегайте смешивания.
- Передача энергии/движение (зажимы, винты, тиски):
| Тип резьбы | Эффективность | Прочность/разрыв | Изготавливаемость | Лучше всего подходит для | Недостатки |
|---|---|---|---|---|---|
| Стандарт (UNC/UNF) | Средний | Высокий (вал) | Превосходно | Зажимы общего назначения | Более медленное срабатывание |
| Акме/трапециевидные | Высокий | Хорошо | Хорошо | Тиски, приводы | Умеренная стоимость |
| Квадрат | Самый высокий | Нижний корень | Бедный | Прецизионные винты | Трудно поддается обработке |
| Батресс | Высокий | Самый высокий (в одну сторону) | Хорошо | Однонаправленные прессы | Только в одном направлении |
Нагрузка, вибрация и окружающая среда:
- Высокая вибрация: Тонкая резьба или стопорные элементы.
- Тяжелая/неоднонаправленная нагрузка: Батресс.
- Высокая эффективность/низкое трение: Квадратный или многозаходный.
- Суровый/грязный: Костяшка/круглый.
- Необходима самоблокировка: Грубый или стандартный V (избегайте многократного запуска).
Сборка и производительность:
- Скорость/легкость: Грубая резьба (меньшее количество оборотов).
- Прочность/преднатяг: Тонкая резьба.
- Тонкие стенки/хрупкие материалы: Грубые.
- Нанесение покрытия/покрытия: Обеспечьте дополнительный зазор (класс 2A).
Другие соображения:
- Стоимость: Стандартные V-образные резьбы дешевле всего.
- Ручность: LH для специфического антизакручивания (например, педали велосипеда, газовые баллоны).
- Мультистарт: Для более быстрого перемещения с низким трением.
- Безопасность/критичность: используйте подгонку 3A/3B, профили UNJ/MJ, проверенное взаимодействие.
- Совет по идентификации: Измерьте основной диаметр + шаг/TPI + угол фланца (60° против 55°). Используйте резьбовые калибры или штангенциркули.
Примеры:
- Болт общего назначения (Европа): M8×1,25 (крупный метрический).
- Американский крепеж: 3/8-16 UNC.
- Труба (США): 1/2 NPT.
- Поводковый винт: Tr20×4 (трапециевидный) или 1″-5 Acme.
Практические советы: Всегда соблюдайте соответствие между внешней и внутренней резьбой и стандартами. Для новых конструкций предпочтите метрические ISO для глобальной доступности. Обратитесь к таблицам ASME B1.1 / ISO 261 для получения точных размеров/допусков. Для защиты от вибрации используйте фиксаторы резьбы или шайбы. Если нет уверенности, проверьте посадку с помощью манометров Go/No-Go.
Данная классификация и руководство охватывают подавляющее большинство промышленных, автомобильных, сантехнических и машиностроительных применений. Для специализированных резьб в аэрокосмической промышленности, древесине или пластмассе применяются дополнительные стандарты (например, UNJ, саморезы).