Форма: Ромбический (алмаз) с углом включения 80 градусов.
Угол зазора: 0 градусов
Режущие кромки: Двухсторонний, с двумя режущими кромками на пластину, что обеспечивает экономическую эффективность.
Геометрии чипбрейков: Предлагаются различные варианты стружколомов от разных производителей. Они адаптированы к конкретным материалам и операциям обработки (черновая, чистовая и т. д.).
Основные области применения: Используется в основном для общих токарных работ и некоторых торцовочных работ с различными материалами.
Распространенные материалы, для которых используются вставки CNMA
Чугун: Подходит для многих видов чугуна.
Преимущества вставок CNMA
Экономичность: Благодаря двухсторонней конструкции они обеспечивают более длительный срок службы инструмента на одну пластину.
Универсальный: Разнообразие марок и стружколомов позволяет использовать их для многих видов обработки.
Сильная геометрическая форма: 80-градусная форма ромбов обеспечивает прочность и жесткость при их размерах.
Важные соображения
Подберите оценку к вашему материалу: Выбор правильного покрытия пластины и состава подложки имеет решающее значение для оптимального срока службы инструмента и производительности при работе с конкретным материалом, который вы режете.
Выберите правильный чипбрейкер: Геометрия стружколома существенно влияет на процесс образования и разрушения стружки. Ее следует выбирать в зависимости от материала и типа операции обработки.
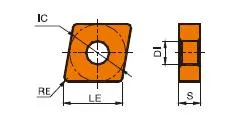
Размеры вставки CNMA (ISO)
ТИП
ДИАМЕТРЫ ВСТАВКИ CNMA (мм)
LE
IC
S
DI
RE
CNMA120404
12.9
12.7
4.76
5.16
0.4
CNMA120408
12.9
12.7
4.76
5.16
0.8
CNMA120412
12.9
12.7
4.76
5.16
1.2
CNMA120416
12.9
12.7
4.76
5.16
1.6
CNMA160608
16.1
15.875
6.35
6.35
0.8
CNMA160612
16.1
15.875
6.35
6.35
1.2
CNMA160616
16.1
15.875
6.35
6.35
1.6
CNMA190612
19.3
19.05
6.35
7.94
1.2
CNMA190616
19.3
19.05
6.35
7.94
1.6
Пример: CNMA 120408
12: Круг с надписью (IC) размером 12,7 мм (около 0,5 дюйма)
04: Толщина 4,76 мм (около 0,187 дюйма)
08: Радиус угла 0,8 мм (около 0,031 дюйма)
Основные размеры
Круг с надписью (IC): Диаметр самого большого круга, который помещается во вставку. Распространенные размеры ИС включают:
12,7 мм (0,5″)
16 мм (0,63″)
19,05 мм (0,75″)
Толщина: Влияет на прочность пластины и количество используемых режущих кромок. Распространенные толщины включают:
3,18 мм (0,125″)
4,76 мм (0,187″)
6,35 мм (0,25″)
Радиус угла: Влияет на качество обработки поверхности и прочность режущей кромки. Распространенные размеры включают:
Наука, лежащая в основе твердосплавных вставок: Как их делают и почему они такие прочные
Твердосплавные пластины - одни из самых универсальных и долговечных режущих инструментов. Но как они изготавливаются? И что делает их такими прочными? В этом видео мы рассмотрим научную основу твердосплавных пластин, начиная со свойств карбида вольфрама и заканчивая процессом производства.
Наши производственные возможности
Найдите идеальную вставку CNMA для вашего применения - получите помощь эксперта!